Прийом та зберігання ремонтного фонду
Ручний інструмент загального призначення
Паяльне обладнання. Різаки. Припій та флюси
Електромонтажний інструмент
Ведення, перелік ремонтних робіт. Технологія їх виконання
Стенди для перевірки холодильного обладнання після ремонту
Прийом і оформлення замовлення
Бухгалтерський облік прийому замовлення
Навигация
Паяльне обладнання. Різаки. Припій та флюси
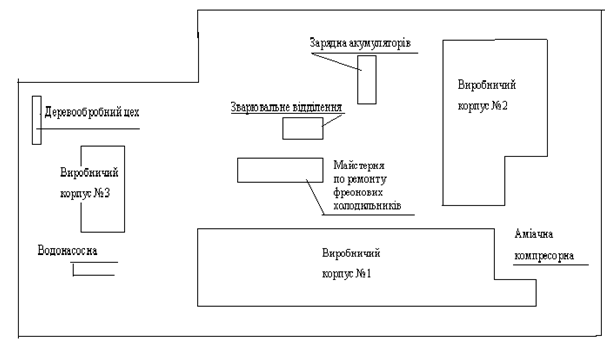
Майстерня по ремонту холодильників
96381
знак
9
таблиц
2
изображения
3. Паяльне обладнання. Різаки. Припій та флюси.
Пости паяльні. Зазвичай при монтажі холодильних установок застосовують пости, що використовують суміш пропан-бутану та кисню як найбільш підходящі по температурі полум'я. Пост складається з пальника, в котрій змішуються пропан-бутан і кисень, що подаються по шлангах (рукавах) від редукторів, закріплених на балонах.
Для пайки необхідно більш низький тиск, ніж те, з яким поставляються балони, і редуктор знижує тиск до робочого тиску в пальнику. Побутові пропан-бутанові редуктори РДСГ-1 вже налаштовані на необхідний тиск, регульовані БПО 5 МР, БПО 5-4 слід налаштувати на тиск 0,5-1 кгс/см2; корпус і манометри червоного кольору.
Кисневі редуктори БКО-25-МР, БКО-50-4, БКО-5-12.5 аналогічні пропановим, але мають два манометра: один показує тиск в балоні, інший – після редуктора. У зарядженому балоні тиск 100-150 кгс/см2, а після редуктора - 1,5-5 кгс/см2. Корпуси редуктора та манометрів синього кольору. Налаштування редуктора здійснюється регулювальним гвинтом: вивернутий до відмови він закритий, угвинчений до відмови – повністю відкритий, проміжні положення конфігураційні, до балона приєднується в повністю закритому стані. Редуктори в холодильній техніці використовуються одноступінчаті з запобіжним клапаном. Балони для кисню використовуються місткістю 40 (приєднувальна різьба 3/4"), 2 і 1 дм3 (приєднувальна різьба 1/2"). Пропанові балони більш різноманітні: 50, 27, 12, 5 л (приєднувальна
різьблення 3/4" або швидкозмінні приєднання для побутового редуктора), 1 л (приєднувальна різьба М14х1,5). На 1-літровому балоні можна не застосовувати редуктор. На рис. 2.3 наведена схема паєчний посту.
Імпортні балони фарбують у різні кольори, вітчизняні кисневі балони – в блакитний колір з чорним написом, пропан-бутанові – в червоний з білим написом. При перевезенні щоб уникнути вибуху балони розташовують поперек напрямку руху ковпаками в один бік. Штуцер різьби кисневого балона і накидну гайку редуктор охороняють від попадання масла (при закінченні кисню в контакті з олією відбувається потужний вибух).
З'єднувальні шланги випускають з внутрішнім діаметром 9 і 6 мм, ніпелі на редукторі і пальника повинні мати відповідні діаметри. Діаметр стандартної поставки ніпелів на редукторах і пальниках 9 мм, але з міркувань компактності і зниження маси поста, їх замінюють іноді на 6-міліметрові.
Пропан-бутанові рукави червоного кольору, кисневі – блакитного, часто застосовують чорні морозостійкі рукави, на ніпелі рукав закріплюється гвинтовим хомутом, застосування дроту неприпустимо.
Пальники використовують інжекторні малої потужності (10-60 дм3 / год), зазвичай марок Г2-06, ГЗУ-3, ГЗУ-4, «Зірка», «Урал» з наконечниками, які мають нагрівачі і підігріваючи камери, і без них (від № 0 до № 3) і поставляються в комплекті з пальником. Найбільш універсальним слід визнати наконечник № 2, їм можна паяти мідний трубопровід з діаметром рівним 6‑40 мм. Наконечником № 3 була успішно проводиться пайка стиків мідної та сталевої труб з діаметром 100 мм. Наконечники засмічуються, тому в комплект входять голки для їх прочищення.
Таким постом можна здійснювати пайку сталевий, мідної труби, алюмінієвих випарників, стиків латунних і сталевих штуцерів з міддю. Великі пости зазвичай монтують на станині з колесами, невеликі пости – розміщують на переносний рамі.
Порядок роботи такий: перевірити герметичність з'єднань, відкрити вентилі на балонах, перевірити налаштування редукторів, для запалювання полум'я відкрити на 1-4 обороту вентиль кисню, відкрити вентиль пропан-бутану і запалити суміш, після закінчення пайки закрити спочатку вентиль пропан-бутану, потім кисню .
Різаки. Різак відрізняється від пальника тим, що у нього є додатковий вентиль подачі кисню, потік якого і розрізає метал, у всьому іншому обладнання аналогічно паяльному посту. Поширені універсальні інжекторні різаки РС-311, РС-ЗП, Р1-01П, Р2-01П, РС-ЗП, РЗПС (Д). Вони оснащені змінними щілинними наконечниками, що дають кільцеве полум'я від № 0 до № 6. Ніпелі поставляються ПІД 9-міліметровий рукав. У холодильній техніці використовують різаки малої потужності, що розрізають сталь товщиною 3-100 мм.
Припої. Латуні Л63 і Л68 (температура плавлення 900-940 °С) використовують при пайці міді та вуглецевих сталей, припої ЛОК 62-06-04, ЛОК 59-1-03 (температура плавлення 900-905 °С) на мідній основі, що містять крім цинку невелику кількість олова та кремнію, мають кращі технологічні властивості і забезпечують більш високу щільність і герметичність шва.
Мідно-фосфористий припій застосовують для пайки міді і латуні, при пайці міді не потрібно застосування флюсу. Випускають ПФ07 (МФОЦ7-3-2), ПМФ7 (МФЗ), ПМФ9, UNI1000 (температура плавлення 700-850 ° С). Паяні з'єднання припоєм ПФ00 (ПФОЦ7-3-2) працездатні в інтервалі температур від мінус 70 до 200 ° С, недоліком є крихкість, не рекомендується для з’єднань нагнітальних трубопроводів.
Мідно-фосфористі припої з сріблом більш пластичні і легкоплавкі. За змістом срібла бувають: ПСрФ2-5 - 2-5% (температура плавлення 800-820 °С), UNI1006 - 6%, ПСрФ15-5, UNI1015 - 15% (температура плавлення 820 °С), ПСр25Ф - 25% (температура плавлення 750 °С). Недоліком є їх здатність до появи лікваційної пористості і потребують швидкого нагріву. Срібні припої ПСр45, ПСр62 мають підвищені теплопровідність, пластичність, міцність, корозійну стійкість і технологічність, застосовуються при пайці відповідальних з'єднань міді і сталі. Для пайки алюмінієвих сплавів застосовують припій 35А (температура плавлення 525 °С). Всі перераховані вище припої випробувані при монтажах і добре зарекомендували себе високою надійністю і герметичністю з'єднань.
Флюси. Мідні трубопроводи зазвичай паяють з флюсом ПВ209, придатним і для пайки корозійностійких і конструкційних сталей, температурний інтервал активності 700-900 °С, фасується в скляні банки, зазвичай по 200 г. Флюс ПВ284 призначений для пайки міді і мідних сплавів середньо-плавкими припоями, корозійностійких і конструкційних сталей, температурний інтервал активності 700-900 °С. Флюс UNI1000, застосовують для пайки міді, упаковка по 125 г. При пайці алюмінію застосовують флюс 34А з температурним інтервалом активності 420-620 ° С.
4. Інструмент спеціального призначення.
Інструменти для бортування (вальцювання). Інструмент необхідний для бортування мідної труби під накидну гайку. Таке штуцерно-ніпельне з'єднання застосовують для трубопровідної арматури. Інструмент складається з розрізної плити з отворами, куди затискається кінець труби, і П-подібного або круглого упору, в якому по різьбі пересувається гвинт з прикріпленим на кінці конусом або труборозширувачем. Спочатку стяжні гвинти ослаблюють і розсовують половинки отвору, вставляють кінець труби в отвір так, щоб до її торця залишалося 2-4 мм (в залежності від діаметра труби) і затискають стяжними гвинтами. Перед бортуванням не забути надіти накидну гайку і видалити задирки з торця шабером; зріз труби повинен бути перпендикулярним, в іншому випадку при бортуванні труба порветься. Потім встановлюють конус і, змастивши його олією, починають крутити гвинт, що подає конус. Конус входить в трубу і відгинають її краї, вдавлюючи в зенкування отвори. Гвинт, яким подається конус, слід крутити до упору. Отриману бортівку перевіряють і, якщо вона не ідеально кругла або має тріщину, зрізують труборізом і операцію повторюють.
Інструменти для бортування бувають для дюймової і метричною труби, як з набором труборозширувачів, так і без нього. Оскільки зазвичай використовують метричні труби, то бортування теж зазвичай метричне. Розширення рекомендується проводити тільки на наступний діаметр.
Труборізи. Розрізняють труборізи для сталевої, мідної та пластикової труб. Вони всі складаються з корпусу, всередині якого змонтовано два-три ролики, і круглого ножа.
Порядок різу наступний: трубу укладають на ролики і притискають ножем, який повинен бути заглиблений у поверхню труби не більше ніж на один оберт гвинта. Потім труборіз обертають на один поворот від себе і на один до себе, заглиблюють ніж ще на один-два оберти і повторюють ці рухи до тих пір, поки труба не буде перерізана. Труборіз повинен розташовуватися перпендикулярно до труби, так як торець труби буде згодом приварений, припаяно або розбортовано при цьому необхідно щоб зріз був рівним.
Труборізи для мідної труби розрізняють малі і великі; великі можуть розрізати труби з діаметром 4÷40 мм, малі – 4÷16 мм. Труборіз для пластикової труби буває тільки великий, він відрізняється від труборіза для мідної труби лише матеріалом корпусу і ножа – вони не такі міцні.
Трубогини. Застосовуються для згинання мідних і сталевих труб. Трубогин для мідної труби має деякий діапазон діаметрів, які може згинати, або також змінні барабани. Трубу вставляють в повністю розкритий трубогин, потім рукояті зводять, і захвати обминають трубу по барабану, що має напівкруглу виїмку в торці. Трубу можна згинати під різними кутами, ризики нанесені на барабані.
Трубогин пружинного типу використовують лише для невеликих діаметрів, він представляє собою пружину, одягнену на трубу, – вона не дає трубі ламатися в місці вигину. У цьому випадку трубу згинають вручну, тому діаметр труби, для якої застосуємо пружинний трубогин, обмежений. Обмежений в тому, що може бути використаний лише на один діаметр труби і після гнуття трубогин важко зняти з зігнутого ділянки.
Трубогини для сталевих труб гідравлічні, і для кожного діаметра використовують різні вставки. Бажано не застосовувати трубогини, користуватися відводами і фітингами, оскільки труба в місці вигину деформується, створюючи місцеві напруження, що згодом може привести до руйнування. Крім того, зігнуті ділянки займають більше місця, ніж відводи і фітинги, для роботи з трубогином необхідний навик, сальники гідравлічних трубогинів практично всіх виробників течуть.
Вакуумні насоси. Створюють в системі або балоні вакуум, відсмоктуючи повітря та інші речовини. Бувають одно- і трифазними (залежно від потужності). Повітря викидається з трубки, яка використовується як ручка для перенесення, насос забезпечений оком, що показує рівень масла в ньому; на скло нанесені поділки максимального і мінімального рівнів. Масло для вакуумного насоса слід використовувати тільки рекомендоване заводом-виробником.
Шланги. Застосовуються для заправки системи, тимчасового приєднання манометрів, вакуумних насосів і т. д. Російські виробники не розрізняють в кольорах шлангів, вони, як правило, чорні; європейські та американські виробники розрізняють: чорний – заправний, синій – для сторони всмоктування, червоний – нагнітання, жовтий – масло.
Балони і колектори закордонного виробництва мають різні різьби, і відповідно випускають шланги з гайками та гумками для кожної різьби. Зазвичай шланг має один кінець з прямою гайкою, другий – для зручності злегка зігнутий, так що гайка знаходиться під кутом до шлангу. Іноді додатково шланг комплектують кульовим вентилем. Для заправки аміаком з цистерн застосовують шланги з накидною гайкою, гайку доводиться виточувати індивідуально, так як відповідні різьби на вентилях цистерн дуже різні, іноді зустрічається фланцеве з'єднання з діаметром 50 мм.
Заправні колектори. Призначені для заправки системи холодильним агентом. Бувають з одним вентилем і манометром або мановакуумметри (для нагнітання 0-34 бар і всмоктування мінус 1-18 бар) і універсальні (два вентилі, манометр і мановакуумметри, іноді також вакуумметр мінус 1-0 бар з додатковим вентилем). Манометр і мановакуумметри мають подвійну шкалу – тиску і температури.
Схема заправки холодильним агентом через універсальний колектор така: середній штуцер з'єднують шлангом з вакуумним насосом, штуцер всмоктуючого боку колектора – з штуцером системи. Вентиль, замарковані синім (всмоктування), відкритий, червоним (нагнітання), – закритий. Повітря по шлангу через вентиль колектора та отвір в його корпусі потрапляє в середній штуцер і далі по шлангу – у вакуумний насос. Глибину вакууму при цьому видно на мановакуумметрі або при наявності на вакуумметри. Всмоктавши систему, вентиль на колекторі закривають і, від'єднавши вакуумний насос, на його місце під'єднують балон з холодильним агентом. Холодоагент з балона надходить у систему, тиск контролюється при цьому тим же мановакуумметром.
Для контролю тиску нагнітання (конденсації) використовують манометр; схема аналогічна: систему з'єднують із середнім штуцером колектора, вентиль, замарковані синім (всмоктування), закритий, червоним (нагнітання), - відкритий. Вентилі в колекторі мембранні, тобто зношуються при інтенсивній експлуатації протягом 1-2 років, мембрану можна замінити фторопластовою відповідного діаметру і товщини, розібравши вентиль.
Деякі моделі обладнають оглядовим склом у центрі колектора для контролю потоку рідкого холодильного агента при заправці та гаком для підвіски колектора. Набувають поширення колектори обладнаних електронними манометрами.
Ваги-дозатори. Застосовуються для дозованої заправки холодильним агентом. Для заправки балон ставлять на ваги, з'єднують шлангом із вхідним штуцером на вагах, вихідний штуцер ваги з'єднують з системою. Між вхідним і вихідним штуцерами розташований соленоїдний вентиль. На клавіатурі задають кількість холодоагенту, що заправляється в систему, і дають команду на заправку, соленоїдний вентиль відкривається, і фреон поступає в систему. Як тільки значення маси балона на вагах впало на задану кількість, від процесора надходить сигнал, і соленоїдний вентиль закривається, припиняючи заправку. Ваги зручні, коли відома маса заправки, наприклад на серійних холодильних установках; на великих монтажах застосовуються мало.
Зарядні циліндри. Виконують ті ж функції, що й ваги-дозатори, але не за масою, а за об'ємом. Широкого поширення не отримали через громіздкість і ненадійність – циліндр виконаний з прозорого пластика, стики погано герметизуються і течуть. Зазвичай окремо циліндр не використовують, а комплектують його вакуумним насосом, колектором і набором шлангів, монтуючи все на переносний або пересувний рамі.
Цифрові (електронні) вакуумметри і манометри. На цих приладах задано певні пороги, при досягненні яких прилад сигналізує певним кольором. У найновіших моделей на рідкокристалічному дисплеї відображається значення тиску. Зручні тим, що практично не піддаються деформаціям, ударам, відсутність стрілки дозволяє уникнути помилок при зчитуванні. Недоліком можна назвати проблеми невірних показань при розрядці батарей і труднощі у використанні при низьких температурах.
Електронні течешукачі. Застосовуються для пошуку витоків холодильного агента (фреонів, аміаку або інших залежно від модифікацій). Раніше застосовувалася галоїдних лампа, але сучасні холодоагенти не містять хлору, тому полум'я галоїдних лампи змінюватися не буде, відповідно вона є недієвою при пошуку витоків.
Чутливий елемент підносять до місць можливого витоку, налаштувавши на один з рівнів чутливості («загрубленний» течешукач реагує тільки на великий викид агента; на чутливому рівні для виявлення досить декількох молекул). Про присутність холодоагенту інформують – звукові і світлові сигнали; чим більше концентрація, тим інтенсивніше сигнал. Не слід дути на чутливий елемент, він швидко виходить з ладу, при недостатньому живленні покази нестабільні, часто реагує на сторонні гази. Для роботи з електронним детектором шукаємо потрібні навички, проте він набагато зручніший ультразвукових течешукачів і простіший в застосуванні галогенних присадок під фреон, шукати які потрібно в спеціальних окулярах.
Термоелектроанемометри. Застосовуються для визначення швидкості повітря до 45 м/с з ціною поділки 0,1 м/с і температури з ціною поділки 0,1 °С. Температури термоелектроанемометри зазвичай вимірюють тільки додатні. Термоелектроанемометри російського виробництва типу ТАМ-1 мають чутливий елемент для вимірювання швидкості у вигляді щупа, АТА 1000, АПР‑2, а анемометри імпортного виробництва – крильчастого типу. Працюють від джерел живлення 3-9 В, компактні, іноді мають різні шкали (м/с, км/год, фут/с, миль/год).
Термометри. Застосовуються для перевірки правильності виходу установки на режим. Термопари, поширені в даний час, досить зручні, але інерційні; слід підбирати такий термометр, датчик якого герметично закритий, тому що холодильщик часто потрібно вимірювати температуру води і холодоносія.
Шумомір. Прилад призначений для вимірювання ефективних значень рівнів акустичних шумів. Зазвичай містить два оцінні фільтра: А - для шумів до 50 дБ і С - для шумів 50 ... 140 дБ. Враховуючи, що слух людини менш чутливий до низьких частотах і сприймає два звуки однакового рівня звукового тиску, але різної частоти, як різні по гучності, фільтри корекції формують частотні характеристики згідно з властивостями слуху. Межі виміру ступінчасті – по 10 дБ. Похибка приладу не більш ± 2 дБ.
Полістирольні олівці. Застосовуються при герметизації маленьких витоків. Для цього необхідно нагріти поверхню навколо витоку та провести олівцем, який, розплавилися, затікає в отвір, зчіплюється з поверхнею і застигає щільним непроникним шаром. Герметизацію проводять, очистивши систему від холодоагенту, зазвичай застосовують для ремонту побутових холодильників, проте може використовуватися як тимчасовий захід герметизації течі при монтажі малих холодильних установок.
Дзеркала. Для перевірок паяного з'єднання у важкодоступному місці використовують спеціальне кругле дзеркальце на довгій ручці або хромовану бензинову запальничку.
Похожие работы
... систем мотивації праці, необхідно приділити увагу модернізації виробничих процесів. Та застосуванню новітніх технологій. Розділ 3. Шляхи підвищення ефективності застосування сучасних систем мотивації персоналу 3.1 Удосконалення систем мотивації в підприємстві та шляхи застосування найефективніших систем мотивації Основна категорія працівників ресторанного господарства – кухарі, офіціанти, ...

... і всього АПК, щоб забезпечити значне підвищення його ефективності, стане на дійним джерелом поповнення державного бюджету і значних валютних надходжень [8]. 2 ЕКОЛОГІЧНА ОЦІНКА ВПЛИВУ ДІЯЛЬНОСТІ ЗАТ «ЮРІЯ» М. ЧЕРКАСИ НА ДОВКІЛЛЯ 2.1 Загальні відомості про підприємство Закрите акціонерне товариство «Юрія» є правонаступником Черкаського міськмолокозаводу, який був збудований у грудні 1964 ...
... лизною, відносяться такі посадові особи: завідувач білизняним складом; завідуючий білизняною; кастелянка; швачки, штопальниці; пралі; працівники гладильних; покоївки. Білизняне господарство готельного комплексу зосереджено в центральній білизняній, у поверхових білизняних, на складах чистої білизни, у білизняних для брудної білизни. Відділення зберігання постільної білизни розділяються на «чисте» ...
... м. Каневі громадяни скаржились на те, що “майстерня по ремонту взуття незадовільно виконує свою роботу”.51 Отже, в 50-80-ті рр. ХХ ст. спостерігалось деяке поліпшення життєвого рівня міського населення Наддніпрянської України. Трудящі мали змогу краще вдягатися, однак, якісного та модного одягу і взуття, як і багатьох інших товарів народного споживання, завозилось і вироблялось недостатньо, щоб ...
0 комментариев