Прийом та зберігання ремонтного фонду
Ручний інструмент загального призначення
Паяльне обладнання. Різаки. Припій та флюси
Електромонтажний інструмент
Ведення, перелік ремонтних робіт. Технологія їх виконання
Стенди для перевірки холодильного обладнання після ремонту
Прийом і оформлення замовлення
Бухгалтерський облік прийому замовлення
Навигация
Електромонтажний інструмент
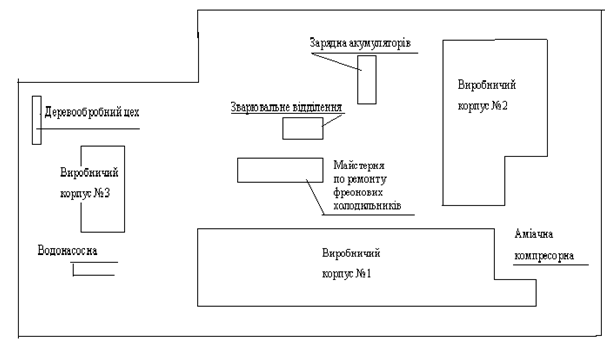
Майстерня по ремонту холодильників
96381
знак
9
таблиц
2
изображения
5. Електромонтажний інструмент.
Мультиметри (тестери). Використовуються для перевірки цілісності обмоток та кабелів, виміри опору обмоток, сили струму і напруги. Тестери зі звуковим сигналом незамінні при роботі з щитової розводкою та електричним начинням холодильного обладнання. Бажано не застосовувати мультиметри зі стрілочним відображенням інформації через їхню низьку надійність і точності. Корисно також мати в наявності декілька крокодилів, так як при прозвонюванні ланцюгів ними зручно замикати провідники.
Кліщі. Виконують всі функції мультиметрів, проте мають важливу перевагу – можуть вимірювати силу і напругу струму в кабелі поверх ізоляції чутливими кліщами.
Індикаторні викрутки. Показують наявність напруги. Індикаторна викрутка не повинна мати великі шліци, кращим варіантом є модель із загостреним кінцем, так як вимірювання відбувається у важкодоступних місцях, на дуже маленьких гвинтах і контактах.
Мегомметри. Прилади, необхідні при випробуваннях електричної частини холодильної установки перед здачею. Застосовуються для вимірювання опору ізоляції кабелів. За результатами вимірювання складають акт перевірки опору ізоляції. Правом користування цим приладом має електромонтажник.
6. Зварювальне обладнання.
Ручна дугова зварка є основним способом зварювання стальних трубопроводів в холодильній промисловості як найбільш доступний і в достатній мірі якісний тип зварювання. Для отримання відповідальних зварних з'єднань застосовують дугове зварювання в середовищі аргону, що захищає розплавлений факелом дуги метал від шкідливого впливу повітря.
Зварювальний пост для ручного дугового зварювання. Спеціальне робоче місце для зварника називається зварювальним постом. Зварювальний пост складається з трансформатора, зварювальних проводів, електродотримача, захисного шолома. Найкращим для отримання якісних з'єднань є пересувний зварювальний пост, розташований в невеликому мобільному контейнері. У ньому встановлені зварювальні апарати, витяжка, пускові апарати, піч для прокалки електродів, шафа для інструментів. Однак найчастіше залежно від специфіки обслуговування холодильних систем пост розташовується безпосередньо в майстерні. Слід знати, що якість зварного шва напряму залежить від того, наскільки комфортні умови будуть у зварника під час роботи.
Зварювальний трансформатор – це спеціальний понижуючий трансформатор, що працює в режимі змінних напруги і струму, розрахований на короткочасне замикання мережі. Найважливішою номінальною характеристикою зварювального трансформатора є діапазон налаштування. Для зварювання змінним струмом застосовують однофазні трансформатори, що розділяють силове і зварювальне кола і знижують напругу від 380 до 80 В.
Так у якості прикладу розглянемо один з найбільш поширених зварювальних трансформаторів серії ТДМ зі збільшеним магнітним розсіюванням і рухливими обмотками. У корпусі розташовані первинна нерухома і вторинна рухома обмотки, вторинна рухається за допомогою ходового гвинта, пропущеного через верхнє ярмо стрижневого магнітопроводу. Піднімаючи гвинтом обмотку вгору, зменшують струм, опускаючи – збільшують.
Поширені такі марки зварювальних трансформаторів: ТДМ-163, ТДМ-269, ТДМ-300, ТДМ-301, ТДМ-401. До електродотримача електрика подається по кабелю марок РГД (для підведення до електродотримача довжиною до 3 м), КГ, КРПТН, КРПГН (для нарощування кабелю). Довжина кабелю не повинна перевищувати 40м. Найбільш поширеним є електродотримач щупального типу ЕП чи ЕД: перевагою є можливість швидкої заміну електрода простим натисканням на важіль з верхньою губою, також з його допомогою можна вести зварювання у всіх просторових положеннях; він легкий і надійний. Шолом забезпечений світлофільтром і може відкидатися назад, фіксуючи затискачами, світлофільтри потрібно періодично міняти.
Зварювальний пост для аргонодугового зварювання. Аргонодугове зварювання найбільш поширене при виконанні першого шва з'єднань сталевих нагнітальних, всмоктувальних трубопроводів та патрубків компресора, практично завжди застосовується при роботі з корозійно-стійкими трубопроводами і сталевими трубопроводами малого діаметру.
Обладнання складається з джерела живлення дуги, аргонового балона, редуктора, шлангів, пальники, захисного шолома. Балон технічного аргону має чорний колір і синій напис, чистий аргон поставляється в балонах сірого кольору із зеленою написом. Балони заправляють до тиску 15 МПа. Для зварювання сталей рекомендується технічний аргон (другого сорту). Редуктор за принципом дії аналогічний кисневому, забарвлений в чорний колір, випускається марок АР-150-2 і АР-40-2, шланги застосовують ті ж, що і для кисневих рукавів. Пальники складаються з електроду, що не плавиться, навколо якого подається аргон, що підводиться по шлангу і рукояті. Випускають апарати для аргонодугового зварювання марок УДГУ-302, УДГУ-251.
Електроди і присадні дроти. Ручна дугова зварка проводиться електродом, що плавиться довжиною 250-450 мм, діаметром 4-6 мм, стрижень покритий спеціальною обмазкою, кінцем вставляється в електродотримач (довжиною 20-30 мм не має покриття).
Для зварювання ручного дугового зварювання трубопроводів з низьковуглецевої сталі (для холодильного агента не нижче мінус 40 °С, трубопроводів холодоносія та води) треба використовувати тип електродів Е42А марок УОНІ-13/45, УОНИ-13/55, СМ-11, ОММ -5, ОМА-2. У документації вказують лише марку електрода, наприклад: УОНІ-13/45-3, де цифра 3 означає діаметр електрода. Низьколеговані сталі марок 09Г2, 09Г2С, що застосовуються для трубопроводів рідкого холодильного агента, що працюють при температурах від мінус 40 до мінус 60 °С, зварюють електродами типу Е46А марок ОЗС-29, Е-138/45Н, СМ-11.
Для зварювання сталі і міді випускають електроди АНЦ-ОЗМ-2, «Комсомолець-100», АНЦ-ОЗМ-З з постійним струмом зворотної полярності.
Зварювання високолегованої сталі марки 08-12Х18Н10Т (корозійно-стійкі трубопроводи) ручного дугового зварювання здійснюється електродами марок ОЗЛ-6, ОЗЛ-8, ДЗ (Е-07Х20Н9), ОЗЛ-256, ОЗЛ-44, НІАТ-1 / 04Х19Н9, ЦЛ-11. варювання різнорідних сталей, що характерно для з'єднань трубопроводів і теплообмінних апаратів, слід виробляти електродами марок АНЖР-3У, ОЗЛ-25Б.
Плавляться електроди для аргонодугового зварювання виготовляють з вольфраму, додаючи для зменшення оплавлення і попадання матеріалу електрода в шов лантан – марка електрода ЕВЛ-10, ітрій - Еві-30, останній найбільш стійкий.
Присадні кремнемарганцевої дріт марок Св 08Г2С, Св 08ГС, Св 12ГС застосовують при зварюванні низьковуглецевих і низьколегованих сталей (трубопроводи холодильного агента, холодоносія, води); для зварювання сталі 09Г2С застосовують дріт марки 09Г2С. Корозійно-стійкі трубопроводи, виготовлені зі сталі 08-12Х18Н10Т, зварюють з присадочной дротом тієї ж марки, тобто для труби зі сталі 12Х18Н10Т застосовують дріт 12Х18Н10Т. ля ручного дугового різання (допоміжні операції на будівельних конструкціях) застосовують електроди АНО-2, АНО-4.
Похожие работы
... систем мотивації праці, необхідно приділити увагу модернізації виробничих процесів. Та застосуванню новітніх технологій. Розділ 3. Шляхи підвищення ефективності застосування сучасних систем мотивації персоналу 3.1 Удосконалення систем мотивації в підприємстві та шляхи застосування найефективніших систем мотивації Основна категорія працівників ресторанного господарства – кухарі, офіціанти, ...

... і всього АПК, щоб забезпечити значне підвищення його ефективності, стане на дійним джерелом поповнення державного бюджету і значних валютних надходжень [8]. 2 ЕКОЛОГІЧНА ОЦІНКА ВПЛИВУ ДІЯЛЬНОСТІ ЗАТ «ЮРІЯ» М. ЧЕРКАСИ НА ДОВКІЛЛЯ 2.1 Загальні відомості про підприємство Закрите акціонерне товариство «Юрія» є правонаступником Черкаського міськмолокозаводу, який був збудований у грудні 1964 ...
... лизною, відносяться такі посадові особи: завідувач білизняним складом; завідуючий білизняною; кастелянка; швачки, штопальниці; пралі; працівники гладильних; покоївки. Білизняне господарство готельного комплексу зосереджено в центральній білизняній, у поверхових білизняних, на складах чистої білизни, у білизняних для брудної білизни. Відділення зберігання постільної білизни розділяються на «чисте» ...
... м. Каневі громадяни скаржились на те, що “майстерня по ремонту взуття незадовільно виконує свою роботу”.51 Отже, в 50-80-ті рр. ХХ ст. спостерігалось деяке поліпшення життєвого рівня міського населення Наддніпрянської України. Трудящі мали змогу краще вдягатися, однак, якісного та модного одягу і взуття, як і багатьох інших товарів народного споживання, завозилось і вироблялось недостатньо, щоб ...
0 комментариев