Навигация
Обработка криволинейных отверстий в труднообрабатываемом материале
47384
знака
0
таблиц
10
изображений
Міністерство освіти і науки України
Чернігівський державний технологічний університет
Кафедра ТМ
Розрахунково-графічна робота
з дисципліни: "Технологія та обладнання нетрадиційної обробки"
на тему: "Обробка криволінійних отворів у важкооброблюваному матеріалі"
Виконав:
ст. гр. ТМ–001
Івашньов О.В.
Перевірив:
Доцент
Микитенко М.Ф.
Чернігів 2003
Содержание
Задание. 3
1. Электроэрозионная обработка. 4
1.1 Описание процесса. 4
1.2 Производительность. 16
1.3 Точность. 18
1.4 Качество поверхности. 19
2. Электрохимическая обработка. 21
2.1 Описание процесса. 21
2.2 Точность. 28
2.3 Шероховатость. 30
3. Электроэрозионно-химическая обработка. 33
Заключение. 35
Список использованной литературы.. 36
Задание
Согласно индивидуального задания провести анализ 3 – 4 методов нетрадиционной обработки.
Задание:
Получить криволинейное отверстие в труднообрабатываемом материале.
1. Электроэрозионная обработка
1.1 Описание процесса
При электроэрозионной обработке для разрушения металла, снимаемого на данной операции слоя, используется электрический разряд, возникающий при прохождении электрического тока через диэлектрическую среду. Сопутствующее электрическому разряду физическое явление, заключающееся в переносе материала электродов и приводящее к разрушению поверхности одного из них – токопроводящего обрабатываемого, называется электрической эрозией. Поэтому этот способ электрической обработки называется электроэрозионным.
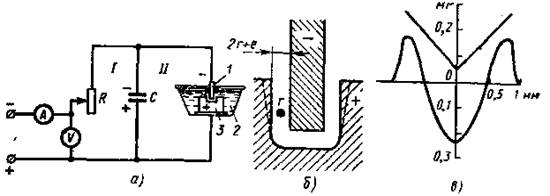
Рис. 1. Схема электроискровой обработки
Электроэрозионная обработка осуществляется включением инструмента и обрабатываемой заготовки в цепь электрического колебательного контура, преобразующего непрерывный постоянный ток в импульсы требуемой мощности и частоты. Для этого вначале использовалась только релаксационная схема (рис. 1); в этом случае конденсатор накапливает электрическую энергию и затем быстро отдает ее, развивая большую мгновенную мощность. Учитывая это, электрическую схему делят на два контура; I – зарядный и II – разрядный. Зарядка конденсатора С производится постоянным током, поступающим от генератора или выпрямителя через реостат R; обмотки конденсатора соединены с заготовкой 3 и инструментом 1. Между ними возникает искровой разряд, при этом процесс эрозии имеет ярко выраженный полярный эффект, вследствие которого один электрод (заготовка) разрушается значительно больше другого (инструмента). Форма и размеры разрушения электрода-заготовки достаточно точно воспроизводят форму и размеры электрода-инструмента (рис. 1, б).
Электрический разряд происходит в жидкой среде 2 (маловязких маслах, керосина, этиловом спирте и его водных растворах); жидкость является одним из элементов, создающих механизм эрозионного разрушения, вместе с тем она задерживает материал, переносимый при разряде, обеспечивает быстрое его удаление, а затем быстрое восстановление электрических параметров зазора и понижает температуру катода. Помимо этого в жидкости при прохождении через нее разряда возникают газообразование и гидродинамические явления, создающие дополнительный взрывной эффект, облегчающий разрушение материала срезаемого слоя. При электроэрозионной обработке периодически образуются на обрабатываемой поверхности лунки, накладываемые друг на друга. Выброс металла всегда сопровождается образованием по краям кратера валика. Объем валика составляет около 40% объема лунки (рис. 1, в); его высота соизмерима с глубиной лунки (соответственно 0,2 и 0,22 мм), ширина (около 0,5 мм) равна верхнему радиусу лунки. Если энергию импульса значительно увеличить (до 170 Дж), то на внутренних и наружных склонах валика образуются складки. Они являются результатом растекания металла, выдавливаемого из лунки. Температура, возникающая в разрядном канале, чрезвычайно высока и намного превышает температуру плавления и кипения любого обрабатываемого материала.
Причины образования кратеров при эрозионном разрушении полностью не выяснены. Вначале была предложена гипотеза тепловой природы электрической эрозии, согласно которой искра плавит поверхностный слой и осуществляет его разрушение. Н. И. Лазаренко и Б. Р. Лазаренко разработали электродинамическую теорию искровой электрической эрозии металлов. Они считают, что еще во время разряда под действием электродинамических сил в пораженном импульсом участке анода происходит выброс металла не только расплавленного, но и в твердой фазе, только размягченного. Б. Н. Золотых дает другое объяснение: выброс материала при эрозии является результатом выделения растворенного в металле газа и кипения его во всем объеме прогретой лунки.
Процесс электроэрозионной обработки разделяется на два этапа – съем материала и вынос продуктов обработки из рабочей зоны. Оба этапа представляют собой сложный комплекс физических явлений, в основе которых лежат электротермические процессы.
Электроэрозионное разрушение состоит из двух основных явлений: 1) электрических, приводящих к возбуждению в жидкой диэлектрической среде разряда, и 2) тепловых, вызывающих действие электрического разряда на заготовку.
Электрические явления в рабочем зазоре протекают в две стадии.
1. Подготовка и образование канала сквозной проводимости. При этом происходит вытягивание вдоль силовых линий электрического поля мостиков из токопроводящих частиц, находящихся в жидкости во взвешенном состоянии; нарушение диэлектрической прочности масляной пленки, наступающее при определенном критическом напряжении; постепенное формирование токопроводящего мостика, сопровождающееся ростом силы тока до тех пор, пока мостик не взрывается с образованием ионизированного, хорошо проводящего канала, позволяющего пропустить ток большой силы. Это сопровождается интенсивным нагревом канала и увеличением его диаметра со скоростью распространения ударной волны. Следовательно, причиной образования канала проводимости является неоднородность жидкости.
Таким образом, первая стадия разряда включает в себя две фазы – фазу пробоя (10-8 – 10-7 с) и фазу неустойчивого искрового разряда, проходящего в фазу искродугового разряда (10-4 с). Осциллограммы процесса искрового разряда показывают, что он представляет собой нестационарный дуговой процесс. Для электроискровой обработки эта стадия является завершающей; для электроимпульсной – начальной.
2. Стадия дугового разряда. Электрические процессы характеризуются тем, что ток принимает установившееся значение, его величина определяется только кривой питающего напряжения. Это приводит к большим плотностям тока. Электрическая дуга в этом случае является высококонцентрированным преобразователем электрической энергии в тепловую. Объемная концентрация мощности в этом преобразователе составляет 300 кВт/мм2, а энергия – до 30000 Дж/мм3. Температура канала разряда в этом случае примерно 5000 °С и более.
Относительная величина съема материала с анода и катода определяется электрическими режимами и теплофизическими константами их материалов. Для второй стадии дуговой наибольший съем металла имеет место в том случае, когда заготовка является катодом. Следовательно, для электроискровой обработки определяющее влияние имеет первая стадия, поэтому оптимальной является прямая полярность, когда заготовка служит анодом. Напротив, для электроимпульсной обработки решающее значение имеет вторая стадия; поэтому оптимальной является обратная полярность (заготовка – катод).
Теплоту, подводимую к электродам, можно представить в виде объемных и поверхностных источников энергии. Объемные источники, т. е. источники, действующие в каждой единице объема электрода, обусловлены эффектом Джоуля-Ленца. Наибольшие температуры в этом случае будут у поверхности, поскольку объемная плотность тока у поверхности резко увеличивается. Поверхостные источники возникают вследствие передачи теплоты из канала разряда на поверхность; распространение его в глубь электрода происходит благодаря теплопроводности. В зависимости от характера протекания тепловых процессов при электроэрозионной обработке съем материала осуществляется следующим образом:
1) путем нагрева поверхности электрода до температуры плавления и непрерывного удаления металла по мере плавления в капельном состоянии (рис. 2, кривая 1);
2) в результате нагрева поверхности электрода до температуры плавления, но с последующим скоплением металла и удалением его в капельном состоянии в конце разряда (кривая 2).
3) удалением материала, когда до окончания разряда происходит его вынос только путем «спокойного испарения» (кривая 4);
4)удалением материала, когда наряду с капельным выбросом в конце разряда имеет место в процессе разряда «спокойное испарение» (кривая 3);
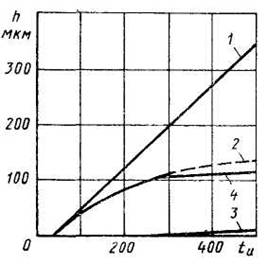
Рис. 2. Зависимость толщины снимаемого слоя h от длительности импульса t и С
5)путем взрывного испарения. Силы, достаточные для взрывного выброса металла при электрической эрозии, получаются при больших токах и мощностях импульса или при средних токах и мощностях, но длительном разряде. Электродинамические силы имеют наибольшую величину у поверхности и тем самым препятствуют выбросу металла. Вследствие этого жидкий металл находится под повышенным давлением и температура его кипения повышается. В результате этого образуются центры испарения, что приводит к взрывному испарению микрообъемов, лежащих ниже наружной поверхности, и к выбросу жидкого металла в виде капель. При малых токах и мощностях электродинамические силы малы; в этом случае эрозионное разрушение происходит путем спокойного испарения. Напротив, при кратковременных разрядах и относительно больших мощностях удаление металла из лунки происходит в виде струй паров, образующихся путем взрывного испарения материала поверхностного слоя. Процесс съема зависит не только от длительности импульса, но и от его мощности. Так, скоростная киносъемка показывает, что при мощностях 300 Вт видна светящаяся зона, свидетельствующая о «спокойном испарении», дальнейшее повышение мощности дает выброс в виде капель металла, а при 1000 Вт и более имеет место съем металла в виде струй паров. Изменение способа съема металла увеличением мощности импульса в 6 раз (с 300 до 1870 Вт) дает повышение удельного объема снимаемого металла в 32 раза.
Следовательно, решающее значение в эрозионном разрушении имеет теплота, выделяемая в процессе разряда. Она приводит к интенсивному газовыделению, возникновению силы сжатия при действии тепловой волны и появлению термокапиллярных сил. Наряду с этим при эрозионном разрушении действует большое число других физических процессов. Например, раскаленное днище анода вступает в химическое взаимодействие с раскаленной плазмой, образуя химические соединения; последние под действием электрического тока диффундируют глубоко в толщину анода. В результате этих процессов обрабатываемая поверхность при электроэрозионной обработке представляет собой ряд лунок отвердевшего металла; на нее накладываются сфероидальные оплавленные выступы, представляющие собой приваренные диспергированные частицы металла. Поверхность покрывается темной пленкой из осевших и спекшихся с металлом электрода мельчайших частиц продуктов пиролиза керосина, имеющей следы оголенных оплавленных участков. Эрозионностойкая пленка, постепенно покрывая рабочую поверхность электрода, защищает его от термического воздействия разряда. Поэтому, подбирая оптимальные режимы, можно осуществить электроэрозионную обработку с пониженным износом инструмента. В этом случае необходимо получить динамическое равновесие, с тем, чтобы среднее количество образующейся пленки равнялось ее убыли за счет эрозии. Рассмотрение строения пленок показывает, что продукты пиролиза и образующаяся на аноде пленка имеют кристаллическую структуру. Образование этой пленки вызвано распадом рабочей среды под действием электродов после окончания разряда. В зависимости от свойств среды образование пленки протекает преимущественно или на аноде, или только на катоде. Структурная схема электроэрозионной обработки показана на рис. 3.
Электроэрозионная обрабатываемость является определенным свойством данного материала, так как при изменении параметров импульса изменяется абсолютное число импульсов, необходимых для выброса 1 см3 обрабатываемого материала; однако относительный порядок их расположения остается неизменным. Интенсивность эрозионного разрушения определяется: 1) теплофизическими параметрами обрабатываемого материала (температурой и теплотой плавления и испарения, теплоемкостью и теплопроводностью); 2) режимами обработки – электрическими (энергией, длительностью и частотой действия импульса) и механическими (кинематикой обработки, режимами подачи, жесткости) и 3) свойствами межэлектродной среды (электропроводностью, текучестью, вязкостью, насыщенностью газами и парами).
Электроэрозионной обработке поддаются только токопроводящие материалы; электроэрозионная обрабатываемость материалов определяется критерием Палатника:
![]()
где с – теплоемкость в кал·г/град;
g – плотность в г/см3;
l – теплопроводность в кал·см2/град·г;
Т – температура плавления металла в °С.
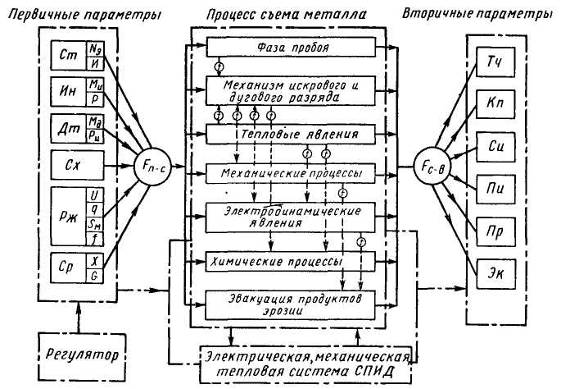
Рис. 3. Структурная схема электроэрозионной обработки
Производительность электроэрозионной обработки характеризуется количеством снятого металла в единицу времени (измеряется в мм3/мин, г/мин); помимо обрабатываемости материала она зависит от режимов обработки и в первую очередь от мощности N, реализуемой в межэлектродном промежутке:
W = CN,
где
N = Аf,
С – коэффициент, определяющий влияние всех других факторов и прежде всего теплофизических свойств материала;
А – энергия единичного импульса в Вт·с;
f – частота действия импульсов в Гц.
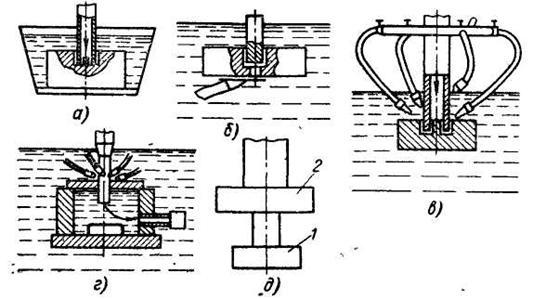
Рис. 4. Способы улучшения эвакуации продуктов обработки из межэлектродного промежутка: а – нагнетанием жидкости сквозь полый обрабатывающий электрод: б – созданием разрежения, выбрасыванием жидкости из сопла; в – нагнетанием жидкости через полый электрод и вокруг создаваемого отверстия; г – нагнетанием и отсасыванием жидкости; д – использованием ступенчатого электрода; 1 – диск для черновой обработки; 2 –диск для чистовой обработки.
Способ и скорость удаления продуктов разрушения из зоны обработки оказывает решающее влияние на производительность и точность обработки. При электроэрозионной обработке удаление продуктов разрушения может быть естественным и искусственным. В первом случае удаление продуктов происходит под действием динамических сил электрического поля, а также давления выделяющихся газов. При изготовлении деталей с достаточно глубокими полостями во многих случаях этого оказывается недостаточно. Поэтому применяется искусственная система удаления продуктов разрушения в виде специальных систем (рис. 4).
Производительность электроэрозионной обработки зависит также от сочетания видов металлов обоих электродов, площади и относительной глубины обработки. При малой площади или большой относительной глубине прошиваемого отверстия обильное газовыделение и образующиеся продукты разрушения не позволяют задавать в рабочем зазоре значительные мощности. Поэтому увеличение площади до определенного предела ведет к росту производительности. При очень больших площадях происходит снижение производительности вследствие ухудшения условий удаления продуктов эрозии из рабочего зазора; при этом скопления металлических частиц затрудняют бесперебойное повторение импульсов. Поэтому во всех случаях применяют системы принудительного циркулирования жидкости в рабочем зазоре, а также выполняют один электрод вибрирующим или вращающимся.
Интенсивность эрозионного разрушения определяется количеством выделяемой за один разряд энергии, а также временем разряда: чем оно меньше, тем больше энергии концентрируется в одном разряде; вследствие чего разряд имеет большую температуру и интенсивность съема металла. Передача теплоты внутрь обрабатываемой поверхности требует некоторого времени. Это определяет оптимальное соотношение энергии и продолжительности разряда; оно зависит от теплопроводности материала заготовки и его склонности к образованию поверхностных разрушений при локальном нагреве. Продолжительность интервалов между импульсами определяется временем, необходимым для деионизации межэлектродного зазора и удаления из него продуктов эрозии и газовых пузырьков. Большое значение при этом имеют гидро- и газодинамические процессы. Таким образом, основными параметрами периодических импульсов определенной формы являются продолжительность импульса, скважность, амплитуда и частота.
Энергия импульса W (измеряется в Дж) определяет количество материала, удаляемого при электроэрозионной обработке единичным разрядом, т. е. размеры лунки.
Длительность импульса tи (измеряется в мкс) определяет время действия импульса по току или э. д. с. При электроискровой обработке tи<10-4 с, при электроимпульсной tи>10-4 с. Значение длительности импульса определяет условия электроэрозионного разрушения и прежде всего тепловой режим, а также надежность удаления материала. При малых tи (до десятков микросекунд) энергия выделяется в течение очень короткого времени; поэтому температуры очень высоки и вместе с тем теплота не успевает распространиться внутрь детали. В этом случае происходит надежное удаление продуктов разрушения. Поэтому малые длительности импульса применяются для электроэрозионной обработки материалов с высокой температурой плавления или склонных к образованию микротрещин (например, металлокерамических). Большие длительности импульса (до нескольких тысяч микросекунд) применяются для обработки обычных сталей и сплавов; в этом случае теплота проникает на большую глубину и тем самым лучше расплавляет металл. Этот процесс электроэрозионной обработки энергетически более выгоден.
Скважность импульса q определяется как отношение времени (периода) повторения импульса Т к длительности импульса tи, т. е. q=T/tи; иногда применяется обратный термин – коэффициент заполнения 1/q.
Следует различать скважность импульсов по току и по э. д. с; первая характеризует скважность импульсов под нагрузкой, вторая – на холостом ходу. Для электроискровой обработки q>5–10, а для электроимпульсной q<5. При малой скважности ухудшаются условия удаления продуктов разрушения.
Амплитуда А определяет максимальные значения тока и напряжения, получающиеся при каждом импульсе; при электроэрозионных методах обработки амплитуды импульсов тока составляют от долей до десятков тысяч ампер, а амплитуды импульсов напряжения – от десятков до нескольких сотен вольт.
Частота импульсов f определяется периодом, т. е. временем между началом действия смежных импульсов Т, т. е.
f=1/T Гц.
При электроэрозионной обработке f=0,5·102 – 2·106 Гц.
Рассмотренные параметры электроэрозионной обработки, связаны между собой следующими зависимостями:
![]()
С повышением частоты при той же энергии импульса растет производительность электроэрозионной обработки. Пределы роста частоты определяются условиями деионизации рабочего зазора и удаления из него продуктов разрушения.
Непосредственный контроль параметров импульса в рабочем промежутке затруднителен; поэтому во многих случаях режимы характеризуются параметрами генераторов. Для обработки применяют генераторы двух типов. Генераторы I типа называются зависимыми или релаксационными; параметры задаваемых ими импульсов (ток, напряжение) определяются нелинейностью сопротивления рабочего зазора. Генераторы II типа называются независимыми или импульсными; задаваемые ими импульсы создаются без использования нелинейных свойств рабочего зазора. При релаксационных схемах параметры импульса характеризуются емкостью конденсаторов, величиной зарядного тока, напряжением; при импульсных – напряжением и силой тока в импульсе, длительностью импульса, частотой их следования.
При электроэрозионной обработке происходит разрушение одновременно и анода, и катода, т. е. заготовки и инструмента. Одним из средств снижения износа инструмента является применение униполярных импульсов, т. е. импульсов, при которых ток не меняет своего направления. Условно принято называть полярность прямой, если происходит преимущественно эрозионное разрушение анода, и обратной, если происходит прежде всего разрушение катода.
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... обработка – обработка абразивным инструментом (в т. ч. алмазно-абразивным), изготовленным на основе проводящих материалов. Введение в зону обработки электрической энергии значительно сокращает износ инструмента. [4] 3.5 Область применения (ЭЭО) Типовые операции электроэрозионной обработки. По технологическим признакам устанавливаются следующие виды ЭЭО:1. Прошивание отверстий: При ЭЭО прошивают ...
... ; проверять надёжность крепления молотка на рукоятке; удалять пыль и окалину с разметочной плиты только щёткой, а с крупных плит – метлой. РУБКА МЕТАЛЛА 15.Общие сведения Рубкой называется слесарная операция, при которой с помощью режущего (зубила, крейцмейселя и др.) и ударного (слесарного молотка) инструмента с поверхности заготовки (детали) удаляются лишние слои металла ...
... обработки (схема 1). При электроэрозионных способах обработки съем металла и изменение свойств поверхности детали являются результатом термического действия электрического тока. В свою очередь, электроэрозионные способы обработки металлов по назначению различаются на способы, при помощи которых осуществляется: а) электроэрозионная размерная обработка металлов (съем металла и придание ...
0 комментариев