Навигация
1.4 Качество поверхности
В результате электроэрозионной обработки поверхность приобретает характерные неровности, а приповерхностные слои металла притерпевают физико-химические изменения. Это оказывает влияние на эксплуатационные показатели обрабатываемых деталей.
Поверхностный слой формируется за счет расплавленного металла, оставшегося на поверхности лунки, и прилегающего к ней слоя металла, подвергнутого структурным изменениям от быстрого нагрева и охлаждения металла. Поверхностный слой состоит из так называемого белого слоя, в котором наблюдаются химико-термические превращения, переходного слоя, в котором имели место только термические изменения и под которым находится неизмененный металл заготовки. Измененная зона, образуемая белым слоем, содержит продукты диэлектрической среды, в частности углерод и элементы, входящие в состав электрода-инструмента. У остальных заготовок в этой зоне образуются карбиды железа, которые способствую упрочнению поверхности.
Состояние поверхностного слоя определяет износостойкость, прочность и другие свойства детали в механизме. После электроэрозионной обработки поверхностный слой приобретает свойства, по-разному влияющие на эксплуатационные характеристики деталей. Положительными являются повышение твердости поверхности при сохранении вязкости середины, большое количество лунок на поверхности, плавное их сопряжение. К недостаткам следует отнести возможность появления трещин, растягивающих напряжений, трудность получения поверхности с малой шероховатостью.
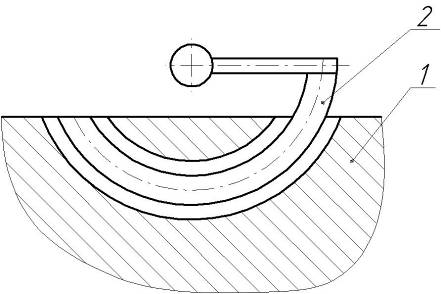
Схема электроэрозионной обработки криволинейного отверстия: 1 – обрабатываемая заготовка; 2 – электрод-инструмент.
2. Электрохимическая обработка
2.1 Описание процесса
Электрохимический метод обработки создан советскими инженерами В. Н. Гусевым и Л. П. Рожковым в 1928 г.; особенностью его по сравнению с обычной электролитической схемой является наличие в зазоре интенсивного движения электролита при высоких плотностях тока (от десятков до сотен ампер на 1 см2 обрабатываемой поверхности). Электрохимическая обработка является перспективным методом изготовления деталей из труднообрабатываемых материалов; она обеспечивает шероховатость поверхности до 1,25 – 0,16 мкм и точность обработки до ±20 мкм, а также большую производительность (до 1500 –2000 мм3/мин). Электрохимическую обработку осуществляют следующим образом (рис. 5): заготовку 1 соединяют с положительным полюсом источника постоянного тока (анод); инструмент 2 (катод) является отрицательным полюсом; при этом профиль катода соответствует профилю поверхности, которую необходимо получить в результате обработки. Заготовку и инструмент помещают в камеру, изготовленную из неэлектропроводного материала. Подача электролита в зазор между анодом и катодом приводит к замыканию электрической цепи и в результате этого к растворению поверхности анода, т. е. обрабатываемой заготовки.
Основой электрохимической обработки является процесс локального анодного растворения, происходящий при высокой плотности постоянного тока в проточном электролите. При съеме материала происходит изменение конфигурации межэлектродного зазора, что вызывает перераспределение плотности электрического тока, изменение гидродинамических условий и как следствие этого – копирование профиля катода. Интенсивное движение жидкости обеспечивает стабильный и высокопроизводительный процесс анодного растворения, вынос продуктов растворения из рабочего зазора и отвод теплоты, возникающей во время обработки.
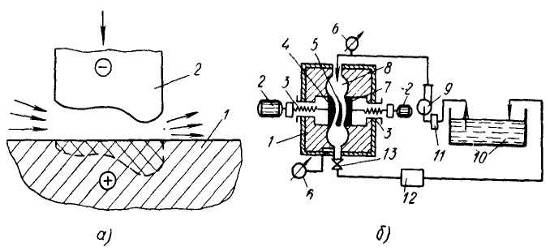
Рис. 5. Схема (а) и установка (б) для электрохимической обработки: 1 – камера-контейнер; 2 – электродвигатель системы подачи катода-инструмента; 3 – винт, 4 – катод-инструмент для обработки впадины лопатки; 5 – заготовка; 6 – манометр; 7 – катод и инструмент для обработки спинки лопатки; 8 – распределительная камера; 9 – насос для подачи электролита; 10 – ванна с электролитом; 11 – теплообменник; 12 – центрифуга; 13 – подпорный вентиль.
Электрохимическую обработку осуществляют на специальной установке, состоящей из источника питания постоянным током, гидросистемы, подающей электролит в рабочий зазор, механизма, обеспечивающего заданную кинематику процесса и контрольных устройств. Для получения достаточно больших плотностей тока необходимы агрегаты, дающие напряжение 5–30 В; это требует защиты и изоляции токопроводящих частей и камеры от остальной части установки. Для электрохимической обработки, требующей больших величин силы тока (10 000 А и выше), при проектировании электросистемы следует уделять особое внимание разработке рациональной системы подвода тока к электродам с минимальными потерями. К системе гидрооборудования относятся системы для подачи электролита и для прокачки охлаждающей жидкости, а также очистные устройства (фильтры, отстойники, центрифуга). Электрохимический метод используют для обработки наружных и внутренних поверхностей деталей (рис. 6).
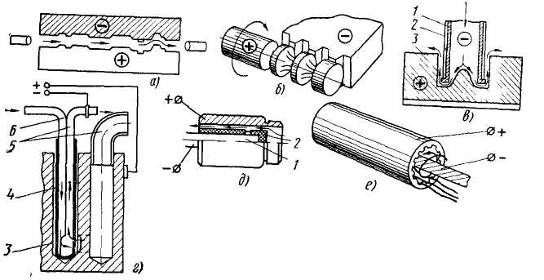
Рис. 6. Схемы электрохимической обработки: а – обработка плоской поверхности при поступательном движении инструмента и неподвижной детали; б – обработка цилиндрической фасонной поверхности при подаче инструмента и вращении детали; в – кольцевое сверление при подаче инструмента и неподвижной детали; г – сверление глухого отверстия, когда инструмент и деталь неподвижны, д – обработка кольцевого паза, когда инструмент вращается, а деталь неподвижна; е – нарезание внутренних спиральных канавок при вращательно-поступательном движении инструмента и неподвижной детали; 1 – катод; 2 – изоляционный слой; 3 – деталь; 4 – медная трубка, покрытая слоем резины (катод); 5 – патрубок отвода электрода; 6 – патрубок подвода электролита.
Во всех схемах обработки подача электрода осуществляется непрерывно по заранее заданному закону или регулируется в зависимости от интенсивности съема металла, сохраняя при этом оптимальную величину зазора между электродами. Последний метод исключает, с одной стороны, замыкание электродов и, с другой – значительно увеличивает интенсивность растворения и поэтому является наиболее производительным. Для осуществления такого рода обработки применяют автоматические следящие системы.
Контрольные устройства должны обеспечивать измерение важнейших параметров процесса в течение всего цикла обработки и прежде всего силы тока, его напряжения, температуры и скорости движения электролита, его значения рН, характеризующего щелочность или кислотность электролита.
С физической точки зрения в основе процесса электрохимической обработки лежит явление электролиза. Анодное растворение металлов происходит под действием электрического тока, проходящего через электролит, если в электролит погрузить электроды, соединенные с источником постоянного тока. При этом на аноде возможны два процесса: 1) атомы металла, отдавая электроны во внешнюю электрическую цепь, заряжаются положительно; ионы металла вследствие электрической упругости растворения непосредственно переходят в раствор; 2) анионы раствора реагируют с металлом электрода и затем, уже в виде определенных химических соединений, переходят в электролит. Для электрохимического формообразования деталей используют второй процесс; в этом случае под действием внешней э. д. с. слабосвязанные электроны из атомов поверхностного слоя уходят во внешнюю электрическую цепь, разрывая связь этих атомов с массой металла. Положительно ионизированные атомы вступают в реакцию с анионами электролита, образуя соединения, которые или растворяются в электролите, или создают на поверхности пленку. Анодное растворение металлических сплавов под действием постоянного тока в водном растворе поваренной соли NaCl приводит к тому, что в процессе обработки при участии иона хлора Сl– образуется промежуточное соединение с обрабатываемым металлом (Fe, Ni, Сr и др.). Ионы хлора образуют с железом комплекс [FeOH]+Сl–, который в дальнейшем реагируя с ионом ОН– переходит в раствор в виде гидрата закиси железа:
[FeОН]+ Сl– + ОН– è Fe(ОН) 2 + Сl–.
Гидрат закиси переходит в гидрат окиси железа и выпадает в осадок:
4Fe (ОН)2 + О2 + 2Н2О è 4Fe (OH)3.
Аналогичные реакции имеют место и с другими элементами обрабатываемого материала.
Во всех случаях на катоде происходит восстановление водорода согласно реакциям:
Н+ + е è Н; Н +Н è Н2.
Выделяющийся на катоде водород при открытом способе элекрохимической обработки из-за разбрызгивания представляет опасность с точки зрения техники безопасности, и поэтому требует устройства вытяжной системы. При закрытом способе обработки, в камерах водород удаляется с потоком электролита.
Отходы, образующиеся при электрохимической обработке, представляют собой пастообразную массу болотного цвета, содержащую 60–80% воды, 8–10% электролита (например хлористого натрия) и 12–20% окислов и гидратов в виде частичек тонкой фракции.
Структурная схема электрохимической размерной обработки представлена на рис. 7.
Производительность электрохимической обработки определяется количеством вещества , растворенного под действием тока; согласно закону Фарадея оно прямо пропорционально количеству электричества, прошедшего через раствор электролита
G = kIt г,
где k – весовой электрохимический эквивалент обрабатываемого материала в г/а*ч;
I – сила тока в А;
t – время обработки в ч.
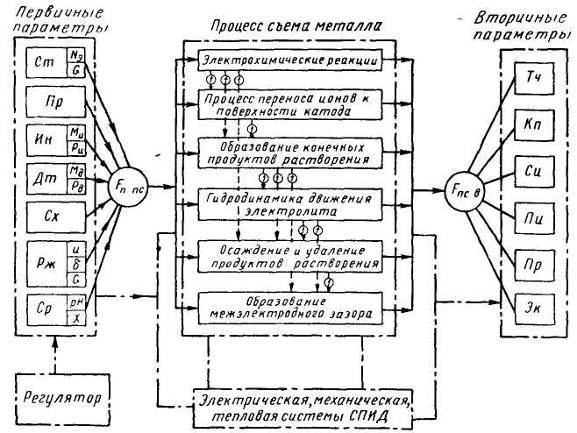
Рис. 7. Структурная схема электрохимической обработки.
Для повышения интенсивности съема металла с анода применяют ток большой плотности, доходящей в отдельных случаях до 200 – 250 А/см2. Однако повышение скорости растворения металла при увеличении анодной плотности тока ограничено вторичными процессами, сопутствующими анодному растворению. К ним относится покрытие поверхности анода продуктами солей, которые образуются при анодном растворении. При увеличенных плотностях тока они выделяются в большом количестве и поэтому не успевают раствориться в электролите. Это явление, называемое механическим пассивированием, определяет предел повышения производительности электрохимической обработки за счет увеличения плотности тока, так как этот слой обладает значительным электрическим сопротивлением.
Обрабатываемость материалов электрохимическим процессом определяется видом образующейся на поверхности детали пленки. По этой причине затруднена обработка этим методом титановых сплавов, так как титан и его сплавы обладают большой склонностью к пассивации в водных растворах электролитов. Наиболее вероятной причиной пассивации титана в этих средах является образование на его поверхности защитной пленки, не растворимой в воде и разбавленных кислотах и препятствующей прямому контакту между электролитом и металлом. Для оценки электрохимической обрабатываемости материала по этому параметру можно применить поляризационные кривые снимаемые потенциостатическим способом. Сущность способа заключается в определении плотности внешнего поляризационного тока или скорости анодного металла при задаваемом постоянном значении потенциала. При этом можно определить потенциал металла, при котором он начинает переходить из активного состояния в пассивное, и потенциал полного пассивирования.
Интенсивность растворения анода зависит также от скорости движения электролита. По мере увеличения скорости движения электролита до определенной величины происходит повышение съема металла. Это объясняется тем, что продукты анодного растворения, обладающие значительным омическим сопротивлением, быстрее уносятся из рабочего зазора. Подача свежего электролита между электродами повышается, и соответственно увеличиваются фактическая плотность тока и съем металла. При достижении некоторой предельной величины скорости движения электролита фактор удаления продуктов растворения уже не оказывает заметного влияния на электропроводность раствора, и величина съема металла фактически остается постоянной.
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... обработка – обработка абразивным инструментом (в т. ч. алмазно-абразивным), изготовленным на основе проводящих материалов. Введение в зону обработки электрической энергии значительно сокращает износ инструмента. [4] 3.5 Область применения (ЭЭО) Типовые операции электроэрозионной обработки. По технологическим признакам устанавливаются следующие виды ЭЭО:1. Прошивание отверстий: При ЭЭО прошивают ...
... ; проверять надёжность крепления молотка на рукоятке; удалять пыль и окалину с разметочной плиты только щёткой, а с крупных плит – метлой. РУБКА МЕТАЛЛА 15.Общие сведения Рубкой называется слесарная операция, при которой с помощью режущего (зубила, крейцмейселя и др.) и ударного (слесарного молотка) инструмента с поверхности заготовки (детали) удаляются лишние слои металла ...
... обработки (схема 1). При электроэрозионных способах обработки съем металла и изменение свойств поверхности детали являются результатом термического действия электрического тока. В свою очередь, электроэрозионные способы обработки металлов по назначению различаются на способы, при помощи которых осуществляется: а) электроэрозионная размерная обработка металлов (съем металла и придание ...
0 комментариев