Навигация
2.2 Точность
Точность электрохимической обработки определяется погрешностями изготовления катода и установки заготовки, степенью поддержания постоянства температуры и скорости движения электролита как по времени, так и по отдельным точкам обрабатываемой поверхности, неравномерностью движения электрода, а также рядом других факторов, определяющих устойчивость процесса электрохимического растворения. К ним относятся, например, равномерность поддержания зазора оптимальной величины и постоянство плотности тока. Изменение выхода металла по току в зависимости от его плотности, обусловленное явлениями пассивации и поляризации, приводит к возникновению дополнительных погрешностей. Конструкции входного и выходного отверстий для электролита должны обеспечивать равномерность движения потока в рабочем зазоре, избегая ее турболизации. Наиболее благоприятные условия для равномерного протекания жидкости в межэлектродном промежутке создаются при закрытом способе обработки, когда электроды полностью погружены в электролит; при этом увеличивается съем металла, улучшается точность и снижается шероховатость поверхности. При открытом способе наблюдается известное колебание силы тока, что свидетельствует о периодическом оголении в некоторых местах поверхности электродов.
Определенное влияние на точность обработки оказывает неравномерность снимаемого припуска, так как в начале обработки выступающие участки катода располагаются ближе к плоской поверхности заготовки (анода).
Вследствие этого на этих участках за счет меньшего сопротивления электролита проходит ток большей плотности, что ведет к более интенсивному местному растворению. Таким образом, для того чтобы обработать заданную конфигурацию детали, необходим дополнительный слой металла; толщина его определяется степенью неравномерности припуска и требуемой точностью обработки. Поэтому заготовки, поступающие на обработку, должны иметь минимально необходимый припуск. Он может быть определен по методике , аналогичной методике, предложенной проф. А. П. Соколовским для определения точности механической обработки, или по экспериментальной зависимости, представленной на рис. 8.
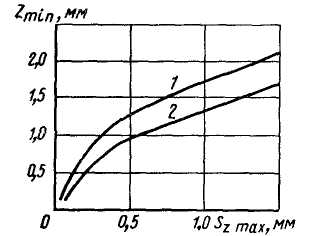
Рис. 8. Зависимость величины минимально-необходимого припуска Zmin от максимального зазора sZ mах между электродами: 1 – dэ = 0,6 мм; 2 – dэ = 0,3 мм
Интенсивность выравнивания припуска характеризуется разностью скоростей съема металла на выступах и впадинах; исходя из законов Фарадея и Ома.
Точность размеров детали и воспроизводимость профиля катода зависят и от локализации процесса, которая определяется составом электролита, плотностью тока, межэлектродным промежутком, характером рабочей поверхности электрода-инструмента и способом изоляции нерабочей части его. Для этого используются покрытие катодов эмалью, капроном, фторопластом-3 и установка эбонитовых втулок. Осаждение на поверхности электрода-инструмента малейшего слоя металла существенно влияет на точность воспроизводимого профиля. Инструмент-катод изготовляют из различных хорошо токопроводящих материалов (меди и ее сплавов, латуни, нержавеющей стали и др.). При монтаже катода следует обеспечивать его изоляцию для защиты от блуждающих токов. При проектировании катода-инструмента надо вводить соответствующую корректировку его формы: например, если необходимо получить плоскую поверхность, то используют электрод-инструмент со слегка выпуклым профилем, так как металл быстрее удаляется с краев заготовки. Кроме того, следует учитывать, что острые углы на поверхности электрода-инструмента на детали не воспроизводятся, места переходов получаются с радиусом не менее 0,2 мм. При изготовлении цилиндрических отверстий надо предусматривать корректировку возникающей конусности. Отсутствие практически износа электрода-инструмента способствует большей точности электрохимического метода обработки.
2.3 Шероховатость
Шероховатость поверхности, получающейся после электрохимической обработки, обычно не высока и достигает 1,25 – 0,16 мкм. Она зависит от шероховатости поверхности заготовки и величины припуска, кроме того, на ее величину влияют и другие факторы. Так, с увеличением скорости движения электролита шероховатость поверхности снижается. Увеличение плотности тока при неизменной скорости движения электролита повышает шероховатость поверхности. Поэтому для получения высокого класса чистоты поверхности при электрохимической обработке повышение плотности тока должно сопровождаться увеличением скорости движения электролита. В процессе обработки происходит сглаживание поверхностных неровностей по мере удаления слоев металла с поверхности обрабатываемой заготовки. Эффект сглаживания можно объяснить наличием на поверхности детали тонкого прианодного слоя, отличающегося пониженной электропроводностью.
Наряду с высокой чистотой поверхности электрохимическая обработка не приводит в отличие от обработки резанием к появлению в поверхностном слое микротрещин и остаточных внутренних напряжений. Это объясняется отсутствием значительной нагрузки в системе заготовка–инструмент. Усилия, возникающие в рабочем зазоре при циркуляции электролита с большой скоростью, не вызывают никаких изменений физико-механических свойств поверхностного слоя. При электрохимической обработке сложных по структуре жаропрочных сплавов (например, никелевых) отдельные фазы подвергаются анодному растворению в разной мере. Поэтому в процессе анодного растворения выявляются форма зерен и наличие разных фаз; оба явления ведут к снижению качества поверхности. Это относится и к различным включениям, которые также приводят к неравномерному съему и образованию таких дефектов, как местное растравливание, питтинги, межкристаллитная и внутрикристаллитная коррозия. Наиболее заметны эти дефекты в зонах обработки, имеющих малые плотности тока; при увеличении плотности тока растравливание уменьшается. Улучшение качества поверхности в этом случае объясняется влиянием вязкости концентрированного слоя продуктов растворения анода на электрическую миграцию ионов. Повышение температуры электролита приводит к формированию на поверхности плохо удаляемого слоя и увеличению степени растравливания. Она повышается также с ростом содержания примесей в сплаве. Подбор оптимальных режимов практически исключает эти отрицательные явления. Так, при обработке сплава ЭИ437Б происходило растравливание металла по границам зерен; повышение плотности тока до 50–60 А/см2 ликвидировало это явление.
После электрохимической обработки поверхность имеет матовый оттенок; это требует проведения последующего полирования. Причиной матовости является образование на поверхности тонких пленок; их химический состав определяется реакциями, протекающими между материалом детали и электролитом в процессе анодного растворения; толщина пленок равна примерно 0,003 мм.
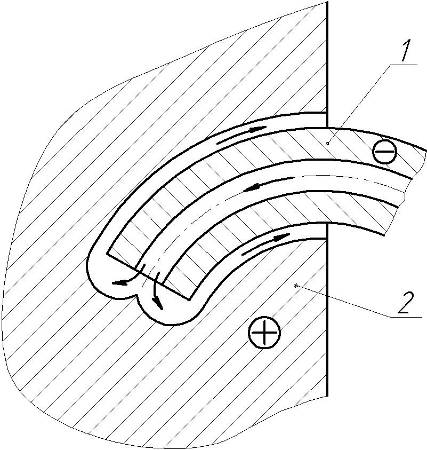
Схема электрохимической обработки криволинейного отверстия: 1 – электрод-инструмент; 2 – обрабатываемая заготовка.
3. Электроэрозионно-химическая обработка
Электроэрозионно-химическая обработка основана на сочетании электроэрозионной и электрохимической обработки. Применение в качестве рабочей жидкости электролита позволяет при одинаковых напряжениях значительно увеличить межэлектродный зазор. Это улучшает условие удаления продуктов эрозии; кроме того, этому способствует уменьшение их размеров вследствие их частичного растворения.
Механизм возникновения пробоя в электролите резко отличается от пробоя в диэлектрике, так как электролит обладает весьма большой проводимостью. Поэтому в этом случае для создания пробоя необходимо наличие плохо проводящего слоя между электродами и электролитом. Производительность этого метода обработки определяется соотношением между током эрозии и током анодного растворения.
Особые требования при этом методе обработки предъявляются к материалу инструмента; он должен быть теплостойким и прочным и обеспечивать прочное сцепление восстановленного слоя инструмента. Этим требованиям удовлетворяет графит (например, марки ЭЭГ). Для восстановления инструмента рекомендуется вводить в электролит газ, содержащий углерод (пропан). В этом случае при химическом разложении на поверхности инструмента осаждается пироуглерод или пирографит. Введение газа снижает износ инструмента с 2,0–2,5% до 0,5–09%. Следует учитывать, что во всех случаях уменьшение доли эрозионного разрушения ведет к снижению интенсивности износа инструмента. Электроэрозионно-химическая обработка рекомендуется для выполнения черновых операций, когда требования точности изготовления невелики, например, для прошивания щелей, отверстий, окон в вырубных штампах, фильер и т. д.
Процесс анодного растворения создает хорошие условия для пробоя промежутка, так как на катоде-инструменте имеется парогазовый слой. Эрозия обрабатываемой поверхности, в свою очередь, способствует удалению пассивирующей пленки, значительно ускоряя диффузию и вынос продуктов обработки.
Электрическая эрозия сильно сказывается на размерах шероховатости поверхности. На ней возникают углубления, которые несколько сглаживаются анодным растворением. Энергоемкость такого метода значительно ниже, чем электроэрозионного. Это объясняется лучшими условиями протекания процесса и за счет этого снижением числа разрядов, не производящих удаление металла.
Заключение
Изобретение электроэрозионной обработки вот уже несколько десятилетий позволяет машино- и приборостроителям решать сложные технологические задачи при изготовлении деталей сложной конфигурации из обрабатываемых материалов. ЭЭО позволяет конструкторам и технологам выбрать оптимальный вариант конструкции, материала детали и технологического процесса.
Список использованной литературы
1. Артамонов Б.А., Волков Ю.С. и др. Электрофизические и электрохимические методы обработки материалов. Москва, "Высшая школа", 1983
2. Лившиц А.Л. Электроэрозионная обработка металлов. Москва, "Высшая школа", 1979
3. Подураев В. Н. И Камалов В. С. Физико-химические методы обработки. М., "Машиностроение", 1973, 346 с.
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... обработка – обработка абразивным инструментом (в т. ч. алмазно-абразивным), изготовленным на основе проводящих материалов. Введение в зону обработки электрической энергии значительно сокращает износ инструмента. [4] 3.5 Область применения (ЭЭО) Типовые операции электроэрозионной обработки. По технологическим признакам устанавливаются следующие виды ЭЭО:1. Прошивание отверстий: При ЭЭО прошивают ...
... ; проверять надёжность крепления молотка на рукоятке; удалять пыль и окалину с разметочной плиты только щёткой, а с крупных плит – метлой. РУБКА МЕТАЛЛА 15.Общие сведения Рубкой называется слесарная операция, при которой с помощью режущего (зубила, крейцмейселя и др.) и ударного (слесарного молотка) инструмента с поверхности заготовки (детали) удаляются лишние слои металла ...
... обработки (схема 1). При электроэрозионных способах обработки съем металла и изменение свойств поверхности детали являются результатом термического действия электрического тока. В свою очередь, электроэрозионные способы обработки металлов по назначению различаются на способы, при помощи которых осуществляется: а) электроэрозионная размерная обработка металлов (съем металла и придание ...
0 комментариев