Навигация
Проектирование исходной заготовки
28049
знаков
10
таблиц
7
изображений
3.3 Проектирование исходной заготовки
Начертим расчетную схему определения размеров заготовки
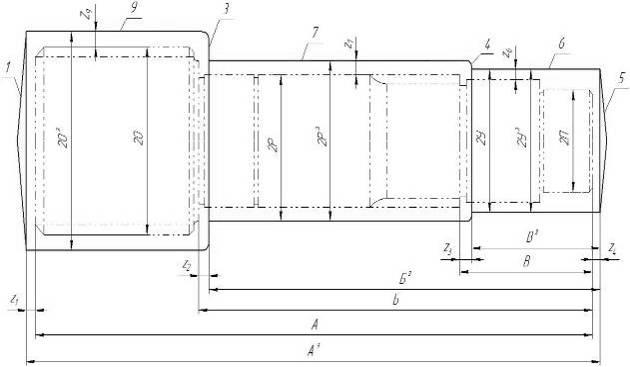
Рисунок 3.1 – Расчетная схема определения размеров исходной заготовки
Таблица 3.1 – Расчет размеров заготовки [5]
| Параметры детали | Припуск на сторону | Параметры заготовки | |||||||
| Код размера | Размер, мм | № поверхности | Шероховатость, Ra | Основной Z0, мм | На смещение штампа, Zсш, мм | На отклонение формы Zф, мм | Суммарный Zi, мм | Допуск и отклонения, мм | Размер, мм |
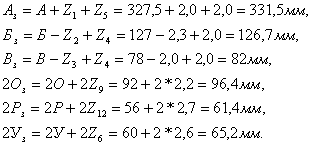
| А | 327,5 | 1, 5 | 1-12,5 5-12,5 | 1,7 1,7 | 0,3 | - | 2,0 2,0 |
|
|
| Б | 78 | 3, 5 | 3-1,6 5-12,5 | 2,0 1,7 | 0,3 | - | 2,3 2,0 |
|
|
| В | 31 | 4, 5 | 4-1,6 5-12,5 | 1,7 1,4 | 0,3 | - | 2,0 1,7 |
|
|
| 2О | 92 | 9 | 9-12,5 | 1,4 | 0,3 | 0,5 | 2,2 |
|
|
| 2Р | 65 | 12 | 7-1,25 | 1,9 | 0,3 | 0,5 | 2,7 |
|
|
| 2У | 60 | 6 | 6-1,25 | 1,8 | 0,3 | 0,5 | 2,6 |
|
|
Расчет значений размеров исходной заготовки
Остальные параметры указаны в чертеже заготовки ( ).
4. Разработка технологического маршрута и плана изготовления детали
4.1 Предварительная разработка технологического маршрута изготовления детали
Процесс изготовления детали «первичный вал раздаточной коробки» будем проводить по такой последовательности, сведенной в таблице 4.1
Таблица 4.1 - Предварительный технологический процесс изготовления детали
| Операция | Оборудование |
| Заготовительная | КГШП |
| Фрезерование торцов и зацентровка | Сверлильно-фрезерно-расточной |
| Токарная обработка | Токарно-винторезный |
| Предварительное шлифование | Кругло шлифовальный |
| Фрезерование шлицев | Шлице-фрезерный |
| Термообработка | Термический цех |
| Окончательное шлифование поверхности | Кругло шлифовальный |
| Шлифование шлицев | Шлице шлифовальный |
| Контроль | Стол контрольный |
4.2 Технологический маршрут изготовления детали
Таблица 4.2 – Технологический маршрут изготовления вала
| № операции | Наименование операции | Оборудование | Содержание операции |
| 005 | Заготовительная | КГШП | Штамповать исходную заготовку |
| 010 | Комбинированная с ЧПУ | Сверлильно-фрезерно-расточной | Поз. А: 1.Фрезеровать торец 1; 2. Сверлить центровое отверстие на торце 1. Поз. Б: 1.Фрезеровать торец 6; 2. Сверлить центровое отверстие на торце 6; |
| 015 | Токарная черновая | Токарно-винторезный | Установ А: 1. Точить поверхности 7, 8, 9; 2.Подрезать торцы 5, 4, 3, 2. Установ Б: 1. Точить поверхность 10. |
| 020 | Токарная чистовая | Токарно-винторезный | Установ А: 1. Точить поверхности 7, 8, 9. 2. Подрезать торцы 4, 3, 2; 3. Точить фаску 17, 19, 20; 4. Точить канавку 11, 12, 13, 14. Установ Б: 1. Точить поверхность 10 2. Точить фаску 20. |
| 025 | Фрезерная | Вертикально-фрезерный | Фрезеровать шлицы 15. |
| 030 | Фрезерная | Вертикально-фрезерный | Фрезеровать шлицы 16. |
| 035 | Термическая | Термический цех | |
| 040 | Центрошлиф-овальная | Центрошлифовальный | Шлифовать центровые отверсия 21, 24. |
| 045 | Торцекругло-шлифовальная предварительная | Круглошлифовальный | 1.Шлифовать цилиндрические поверхности 8, 22, 23. 2. Шлифовать торцы 4 и 3. |
| 050 | Шлицешлифовальная | Шлицешлифовальный | Установ А: Шлифовать шлицы 16. Установ Б: Шлифовать шлицы 15. |
| 055 | Моечная | ||
| 060 | Контрольная |
4.3 План изготовления детали
План изготовления детали – это графический иллюстративный документ учебного характера, разрабатывается на базе маршрутной технологии и служит для проектирования технологических операций. План изготовления детали приведен в графической части курсового проекта.
5. Выбор технологической оснастки
5.1 Выбор станочных приспособлений
В среднесерийном производстве целесообразно применение специализированных групповых переналаживаемых приспособлений для обработки обработки однотипных заготовок, отличающихся размерами и некоторыми конструктивными элементами. Станочные приспособления по составленному технологическому маршруту приведены в таблице 5.1
Похожие работы

... комплекса (выходные формы); - производит анализ по результатам обработки информации и передает материалы руководству для принятия конкретных мер и разработки мероприятий по совершенствования работы информационно технической системы автотранспортного предприятия; - в лицевых карточках автомобиля ведет учет цепочки пробега, отмечает случаи замен основных агрегатов (двигателя, коробки передач, ...
... с внутренними шлицами полуосевой шестерни дифференциала. Наружный конец каждой полуоси опирается на шариковый подшипник, запрессованный в кожух полуоси. 1.5.4. Колёсный редуктор. Автомобиль УАЗ-31512 является автомобилем повышенной проходимости, поэтому он снабжены ведущими передними и задними мостами. Основным конструктивным отличием ведущих мостов является применение колёсных редукторов в ...
... Р-2 или Р-402. 1.4 Оборудование и инструмент, применяемые при спускоподъемных операциях 1.4.1 Оборудование, применяемое при проведении спускоподъемных операций Для выполнения подземных ремонтов скважин применяют различные комплексы оборудования и инструментов в сочетании с технологическими установкам. Оборудование это можно поставлять отдельными комплектами или узлами. К основному ...
... материала, из которого они изготовлены и др. В автомобиле появляются различные неисправности (дефекты), которые снижают эффективность его использования. Для предупреждения появления дефектов и своевременного их устранения автомобиль подвергают техническому обслуживанию и ремонту. Выполнению работ по техническому обслуживанию и ремонту автомобиля предшествует оценка его технического ...
0 комментариев