Навигация
Ремонт головки блока цилиндров
32840
знаков
4
таблицы
0
изображений
7. Ремонт головки блока цилиндров
Конструктивные особенности.Головка цилиндров отлита из алюминиевого сплава имеет камеры сгорания клиновидной формы. Запрессованные седла и направляющие втулки клапанов. Седла клапанов изготавливаются из специального чугуна. Чтобы обеспечить высокую прочность при воздействии ударных нагрузок. Рабочие фаски седел обрабатываются после запрессовки в сборе с головкой цилиндров. Чтобы обеспечить точную соосность фасок с отверстиями направляющих втулок клапанов.
Направляющие втулки клапанов также изготавливаются из чугуна и запрессовываются в головку цилиндров с натягом. На наружной поверхности направляющих втулок имеется проточка. Куда вставляется стопорное кольцо. Оно обеспечивает точность положения втулок при запрессовке их в головку цилиндров и предохраняет втулки от возможного выпадения. Отверстия во втулках обрабатываются после запрессовки их в головку цилиндров. Это обеспечивает узкий допуск на диаметр отверстия и точность его расположения по отношению к рабочим фаскам седла и клапана. В отверстиях направляющих втулок имеются спиральные канавки для смазки. У втулок впускных клапанов канавки нарезаны до половины длины отверстия, а у втулок выпускных клапанов - на всей длине отверстия.
Сверху на направляющие втулки надеваются масло отражательные колпачки из тепло-маслостойкой резины со стальным арматурным кольцом. Колпачки охватывают стержень клапана и служат для уменьшения проникновения масла и камеру сгорания через зазоры между направляющей втулкой и стержнем клапана.
ПРОВЕРКА ТЕХНИЧЕСКОГО СОСТОЯНИЯ ДЕТАЛЕЙ И ИХ РЕМОНТ.
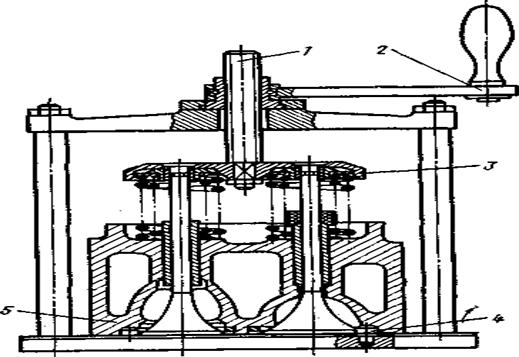
Перед проверкой устанавливают головку цилиндров на подставку в виде металлической или деревянной рамки, удаляют нагар со стенок камер сгорания и с поверхности выпускных каналов обычной металлической щеткой или приводимой во вращение электрической дрелью. Очищают и осматривают впускные каналы и каналы подвода масла к рычагам привода клапанов. Если наблюдались случаи попадания охлажденной жидкости в масло, то проверяют герметичность головки цилиндров, для чего устанавливают на головке заглушки с прокладками, входящие в комплект приспособления А.60344, и закрепляют болтами нижнюю плиту. Устанавливают фланец со штуциром подвода воды и нагнетают насосом воду внутрь головки под давлением 5 кгс/ см 2. В течение 2 минут не должно наблюдаться течи воды из головки цилиндров двигателя.
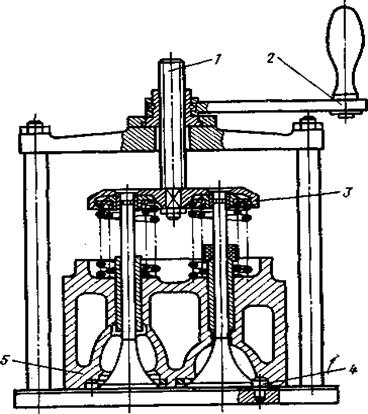
Можно проверять головку цилиндров сжатым воздухом, для чего устанавливают на головке цилиндров детали, входящие в комплект приспособления А.60334. опускают ее в ванну с водой, нагретой до 60-80 С, и дают ей прогреться в течение 5 минут. Подают внутрь головки сжатый воздух под давлением 1,5-2 кгс/ см2. В течение 1-1,5 минут не должно наблюдаться выхода воздуха из головки. При обнаружении трещин головку цилиндров заменяют.
8. Операции, наиболее часто применяемые в комплексном ремонте головки блока цилиндров
В самом деле, никого не надо убеждать в том, что высокая мощность, экономичность и экологические показатели любого двигателя во многом определяются конструкцией и состоянием газораспределительного механизма. И не удивительно, что основные изменения в новых, более мощных, модификациях моторов касаются именно головки блока цилиндров. Тем не менее, комплексный и качественный ремонт головки блока у нас пока еще продолжает оставаться редкостью. Это тем более странно, что по сегодняшней жизни цена новой головки блока на 8-10-летнюю иномарку вполне сравнима с ценой всего автомобиля.
За границей наблюдается совсем иная картина. Например, на финском ремонтном предприятии Tammer Diesel OY участок ремонта головок - один из самых загруженных. В Венгрии на фирме Szakal-met-al также всерьез восстанавливают головки блока. Даже поддерживают приличный обменный фонд. И занимаются они ремонтом головок, уж поверьте, не от бедности. Просто в Европе требования к качеству отремонтированных моторов выше, чем у нас «в среднем по стране», и экологические нормы там на порядок строже.
Учитывая отечественную специфику, можно отметить, что комплексное восстановление головок блока - дело для нас очень перспективное. Поэтому хотелось бы выделить и подробно рассмотреть операции, наиболее часто применяемые в комплексном ремонте головок.
Деформация головки блока чаще всего наступает из-за местного или общего перегрева. Но в результате накопленных механических и термических напряжений может деформироваться и нормально работавшая головка. Поэтому при каждом снятии с мотора головку блока следует обязательно проверять на плоскостность. Сильную деформацию позволяет выявить проверка лекальной линейкой. Более точные результаты обеспечивают притирочная плита или обкатка индикатором.
Восстановление плоскости алюминиевых или чугунных головок выполняется на фрезерном станке инструментом с одним резцом на высоких оборотах. Определенную сложность представляет обработка головок предкамерных дизелей. Предкамеры выполнены из жаропрочной стали, имеют высокую твердость и трудно обрабатываются. В таких случаях обычно используют специализированный станок. Обработка на нем ведется не резцом, а абразивными секторами с охлаждающей жидкостью, что дает хорошие результаты. Очень важно наличие поворотного стола. Это удобно при восстановлении сложных головок и при обработке приварочной плоскости коллекторов.
Восстановление изношенных направляющих втулок накаткой - известный метод, и о нем писали достаточно много. Например, инструментом Neway или Sunnen можно накатать внутри направляющей втулки клапана спиральную канавку, «уменьшив» тем самым диаметр, а затем развернуть в номинальный размер и фактически «обновить» направляющую втулку без ее замены. Но такая технология малоэффективна при больших износах или когда направляющие выполнены из твердых материалов.
Замена втулок - это более радикальная мера. Но перепрессовывать их нужно крайне аккуратно. Перед запрессовкой необходимо убедиться, что посадочные отверстия обеспечивают необходимый натяг и не имеют задирав и повреждений. Втулки запрессовывают «на горячую», предварительно подогрев головку до температуры около 200°С. Облегчает работу охлаждение втулок сухим льдом или охлаждающим спреем Freze 75. После запрессовки отверстия втулок обрабатывают разверткой, чтобы обеспечить требуемый зазор со стержнем клапана.
Обработка седла клапана - один из наиболее важных этапов ремонта. Правильная геометрия седла, как известно, обеспечивает надежное уплотнение камеры сгорания, хороший отвод тепла от тарелки клапана, что исключает перегрев клапана и увеличивает срок службы маслосъемных колпачков. Точная обработка рабочей фаски седла и ограничивающих фасок обеспечивает максимальный ресурс сопряжения «седло-клапан». Обеспечить эти требования традиционной притиркой невозможно.
В условиях небольших мастерских седла обычно правят ручным инструментом, например, твердосплавными зенкерами отечественного производства или американскими фрезами Neway.
Отечественные зенкеры просты и недороги, их при необходимости можно многократно затачивать, но они не дают достаточной точности и чистоты, и потому не позволяют исключить притирку. Кроме того, зенкеры не регулируются по диаметру, а существующие «жигулевские» и «волговские» готовые ремонтные комплекты не всегда устраивают.
Инструмент Neway более универсален и при соответствующем навыке дает неплохую точность. Резцы Neway имеют несколько режущих кромок и могут регулироваться по диаметру седла. Правда, такой инструмент значительно дороже, стоимость одной фрезы в среднем 80-100 долларов.
И все же наилучшую концентричность фасок и максимальную точность обеспечивает специализированное оборудование. Например, уже имеющийся на ряде ремонтных предприятий американский станок для обработки головок VGS20 фирмы Sunnen.
Обработка плоскости - традиционная операция при ремонте головок.
Обработка седла на таком специализированном станке ведется фасонным твердосплавным резцом. Это обеспечивает высокую производительность и позволяет создавать точный, а не упрощенный, как в случае работы ручным инструментом, профиль седла. Так, на многих современных моторах применяются радиусные ограничивающие фаски, а в моторах спортивного назначения часто применяют полностью радиусное седло. Станок же позволяет обеспечить любой сложный профиль с высокой точностью.
Еще одна важная особенность спецстанков - это возможность обрабатывать все седла на одинаковую глубину. Можно также проконтролировать, а при необходимости - исправить взаимное расположение осей направляющих втулок клапанов. Вручную это сделать невозможно.
Обработка седла на станке обеспечивает высокую чистоту и позволяет обойтись без притирки. Значит, избавляет от лишней операции и исключает «втирание» абразивных зерен в материал седла и тарелки клапана, значительно снижающее ресурс деталей.
Замена седла - одна из главных изюминок серьезного ремонта головок. Эта операция позволяет вернуть к жизни, казалось бы, безнадежно загубленные головки. Согласитесь, приятно предложить клиенту выбор: заплатить от 600 долларов за новую головку или за 400-500 руб. просто поменять седло на старой.
Аналогичную операцию приходится выполнять и при форсировании двигателей, например, для спортивных соревнований. В этом случае требуется увеличить диаметры каналов в головке блока, а затем установить новые седла большего диаметра.
Старое седло удаляется специальной резцовой головкой, которая легко выставляется на размер с помощью простого приспособления. Вся операция по удалению седла занимает 5-7 минут. Новые седла поставляются в запчасти готовыми или в виде заготовок. Например, импортные заготовки обходятся в 5-6 долларов. Вытачивая седла самостоятельно, мы получаем возможность заменять седла даже в случае повреждения посадочного места. Для алюминиевых головок блока при замене седла обеспечивается натяг 0,10-0,12 мм. Новое седло запрессовывается «на горячую» и затем профильным резцом обрабатываются фаски седла.
К сожалению, отечественная промышленность не выпускает специальных «головочных» станков. Из импортных, кроме Sunnen, наиболее известны станки Serdi, AMC, Berco. И если научиться (а это не так трудно, как кажется) значительную часть оснастки к подобному станку делать самостоятельно, то есть надежда, что в будущем удастся освоить выпуск упрощенного варианта «головочного» станка, к примеру, на базе обычного координатно-расточного.
Ремонт постелей распределительного вала в головке блока- тоже очень важная операция при ремонте двигателя. Подшипники распредвала у изрядно походивших моторов оказываются изношены и нередко имеют задиры - ведь масло до распредвала, расположенного в верхней части двигателя, доходит, как известно, в последнюю очередь. Проблему можно решить с помощью специализированного горизонтально-хонинговального станка, если «занизить» крышки подшипников на 0,1-0,3 мм по плоскости разъема, после чего обработать постели хонингованием в номинальный размер.
Обработка седел клапанов на специализированном станке дает наивысшую точность и чистоту поверхности. Притирка после этого не требуется
Заварка трещин остается отдельной и весьма «деликатной» областью ремонта головок блока. Высокие термические деформации, наличие легирующих элементов и вспенивание металла сварного шва могут привести к образованию скрытых дефектов. Поэтому после сварки головка блока обязательно должна быть испытана на герметичность под давлением. (см. рис. 3. Проверка герметичности головки цилиндров на приспособлении А. 60334).
Растачивание гнезд под седла - на специализированном станке выполнить эту операцию не составит большого труда
Таковы вкратце основные операции при ремонте головок блока. Это тот необходимый минимум, который должно обеспечивать ремонтное предприятие, выполняющее так называемый «серийный» ремонт. Но и индивидуальный мастер или владелец автомобиля, решивший отремонтировать двигатель самостоятельно, должны уделить головке блока самое серьезное внимание.
ЗАКЛЮЧЕНИЕ
В ходе выполнения курсовой работы закрепил и углубил знания, полученные при изучении дисциплины «Надежность и ремонт машин», по организации и технологии ремонта машин в мастерских колхозов, совхозов и других сельскохозяйственных предприятиях.
При выполнении курсовой работы овладел методикой и получил навыки самостоятельного решения конкретных инженерных задач, связанных с организацией ремонта, проектированием ремонтных предприятий.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Д.Ф. Гуревич, А.А. Цырин Ремонтные мастерские совхозов и колхозов. - Справочник. – Ленинград, 1988.
2. Н.Ф. Тельнов Ремонт машин – М., 1990 г.
3. И.С. Левицкий Организация ремонта и проектирование с/х ремонтных предприятий - 1977.
4. С.М. Бабусенко Проектирование ремонтных предприятий – М., 1981 г.
5. Черепанов С.С. Оборудование для текущего ремонта с/х техники. - 1982 г.
Похожие работы
... Общая характеристика хозяйства Колхоз "Мир" организован в 1920 году в результате объединения мелких хозяйств "Первое Мая" и "Красное знамя". Землепользование колхоза расположено в юго-западной части Дебёсского района Удмуртской Республики и состоит из основного участка и шести участков постоянного пользования. Территория основного участка имеет вытянутую форму, протяжённостью с юга на север ...
... тракторов МТЗ 80/82. В основном производственном корпусе помещается оптимальное количество ремонтируемых агрегатов при производственной программе в 10000 тракторов. В агрегатноремонтном цехе производится ремонт и модернизация следующих узлов трактора МТЗ – 80/82: коробка передач (КП) механическая, ступенчатая с шестернями по- стоянного зацепления, переключение переда внутри диапазонов с ...
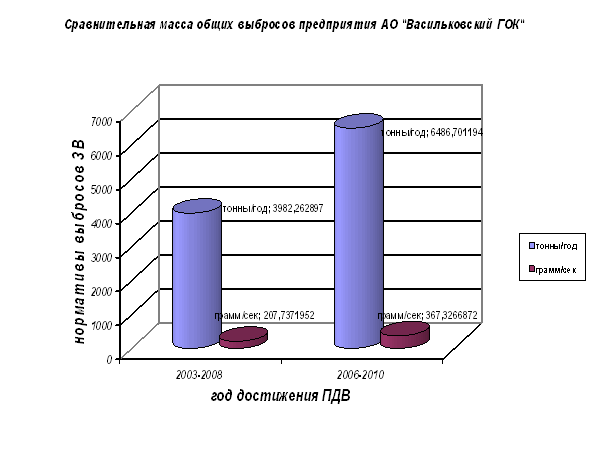
... Величина ∑ КОП для АО «Васильковский ГОК» составляет 312407.4 что КОП<103. Пограничным условиям для деления предприятий на категории опасности АО «Васильковский ГОК» относится к II категории опасности. 2.7 Влияние АО «Васильковский ГОК» на состояние окружающей среды Климатические условия. Климат района резко континентальный с долгой, холодной зимой и коротким, жарким летом. На ...
... площади ремонтной мастерской Занимаемая ремонтной мастерской общая площадь включает в себя площадь производственных, административно-конторских, бытовых и складских помещений. К производственным площадям участков ремонтной мастерской относятся площади занятые технологическим оборудованием, рабочими местами (в том числе верстаками, рабочими стендами и др.), заготовками, деталями и узлами, ...
0 комментариев