Навигация
1.4 Паяння друкованих плат
Одним з останніх етапів у складанні друкованих плат є паяння. При паянні необхідно забезпечити механічне закріплення і електричний контакт між провідником і ЕРЕ. Паяння проводиться на повітрі з застосуванням різних флюсів, які захищають поверхні з’єднуваних елементів від окислення в процесі нагріву.
Окремі технологічні операції, що забезпечують якісні паяні з’єднання наступні (додаток 1):
· отримання металевих поверхонь шляхом очищення від поверхневих шарів при допомозі флюсу;
· нагрівання вище точки плавлення припою;
· витіснення флюсу з допомогою наступального припою;
· розпливання рідкого припою по металевій поверхні – процес змочування;
· дифузія атомів з твердої металевої фази в рідкий припой і навпаки – утворення сплавної зони;
· наступна обробка паяльних з’єднань – очищення, коли видаляються флюси, що сприяють корозії.
Перед паянням всі зпаювані поверхні очищають від захисних покрить. Припой, який застосовується при паянні, повинен мати температуру плавлення не менше, ніж на 60°С нижче температури плавлення з’єднуваних металів і не більше 300°С, так як її обмежує відносно невисока термічна стійкість майже всіх ЕРЕ і друкованих плат. Найчастіше для гарячого лудіння провідників друкованих плат використовується сплав Розе (олово – 28%, свинець – 22%, вісмут – 50%), а для паяння – олов’яно-свинцевий припой ПОС-61(олово – 60-62%, свинець – 40-38%).[3]
Флюс є неметалевим матеріалом, який створює передумови для міцності у місці паяння. При флюсуванні здійснюються наступні операції:
· швидке і повне змочування металевої поверхні завдяки впливу сил поверхневого натягу;
· видалення окислених шарів на контактуючих металах, а також розчинення і видалення продуктів реакцій при температурі нижче температури плавлення припою;
· захист очищеної металевої поверхні від нового окислення.
Залишки флюсу повинні легко видалятися або бути нейтральними, тобто не повинні змінювати електричні параметри початкового матеріалу і не викликати корозії. Найбільш придатним є флюс ФКТ (соснова каніфоль – 10-40%, етиловий спирт – 59,9-89,9%, нітробромідіксітен – 0,05-0,1%).[3]
ІІ. Методи паяння
При паянні компонентів зі стержневими виводами (дискретних ЕРЕ, ІС в пластмасових корпусах зі стержневими виводами) для контактування використовується тільки та сторона друкованої плати, де проводиться паяння. Дротові виводи, що виступають над платою до 3 мм міцно з’єднуються тільки методом групового паяння. Таким методом є паяння зануренням, при якому металеві поверхні зі сторони паяння під час занурення в паяльну ванну покриваються припоєм. Інколи металеві поверхні на платі захищають від змочування припоєм, залишаючи вільними контактуючі поверхні зі стержнями, щоб запобігти утворенню перемичок та зекономити припой. Це селективне паяння досягається за допомогою паяльних масок, які утворюють шляхом покриття провідників захисним паяльним лаком. Паяльна маска залишає чистими тільки ті місця, які повинні бути покриті припоєм. Для інших металевих провідників захисний паяльний лак є не тільки відштовхувальною припой речовиною, але на основі свого складу (модифікована епоксидна смола) засобом корозійного захисту. Методи паяння повинні задовольняти вимоги поточного виробництва і гарантувати надійність зпаюваних з’єднань (щоб менше 1% зпаюваних з’єднань підлягали наступному допаюванню). Якщо паяння зануренням не можливе (обумовлена комбінація речовин, невелика партія, особлива форма компонентів), то доводиться застосовувати інші методи, наприклад, інфрачервоне паяння. Ручне паяння паяльником застосовується тільки під час ремонтних робіт для паяння стержневих виводів ЕРЕ. Для цього існують удосконалені багаточисленні паяльники і допоміжні засоби, які дозволяють виділяти певну кількість тепла, вносити дозовану кількість припою і відсмоктувати зайву його кількість від місця паяння.
2.1 Паяння зануренням
При паяння зануренням складена плата стороною паяння опускається в розплавлений припой (паяльна ванна). При цьому на стороні паяння всі виводи ЕРЕ, що виступають із монтажних отворів, з’єднуються з контактними площадками плати. Одночасно всі металеві поверхні (провідники, монтажні отвори) змочуються припоєм, оскільки вони не покриті паяльною маскою. В платах з металізованими отворами припой повинен піднятися до установочної сторони, завдяки чому підвищується надійність контакту.
При паянні зануренням паяльною ванною підводиться не тільки припой, але й необхідна кількість тепла. Так як перехід тепла від рідкого припою до твердих контактуючих металів проходить швидко, то температура паяння установлюється протягом 1-2 секунд.
Щоб втрати тепла ванни були незначні, сторона паяння друкованої плати попередньо підігрівається. Завдяки цьому вдається також запобігти теплового удару чутливих до нагріву базових матеріалів. Труднощі нагріву багатошарової друкованої плати в тім, що тепло швидко відводиться через багаточисельні проміжкові мідні поверхні. Щоб не змінилися умови паяння, необхідно підтримувати постійний температурний режим паяльної ванни.
Температура паяння повинна бути по можливості більш низькою, щоб зменшились втрати припою за рахунок окислення. Продукти окислення плавають на поверхні ванни і забруднюють її. Перед паянням вони повинні бути видалені, так як є перепоною до утворення якісних паяних з’єднань й іноді у вигляді плівки залишаються на друкованій платі. Видалення продуктів окислення проводиться майже виключно за допомогою механічних пристроїв (очищення, фільтрування), так як інші методи, наприклад, покриття маслом, каніфоллю чи воском, придатні тільки умовно. Недоліком є те, що захисні засоби забруднюють сторону паяння і при наступній обробці повинні видалятися при допомозі розчинників і миючих засобів. [4]
При паянні зануренням паяльна ванна поряд з віддачею певної кількості припою і теплоти виконує ще й функцію активізації флюсу. Флюс наноситься на сторону паяння зануренням, розбризкуванням, намазуванням або валиками. Летючі компоненти під час сушіння при попередньому підігріві випаровуються. Активна частина флюсу – каніфоль – рівномірно вкриває паяну поверхню. При зануренні в розплавлений припой флюс стає активним, відновлюються окисли і витісняються припоєм разом з продуктами відновлення з паяних з’єднань. На металевій очищеній поверхні здійснюється процес паяння.
Методи паяння зануренням поділяються на методи зі спокійною та переміщуваною поверхнею ванни (додаток 2):
· паяння зануренням з вертикальним переміщенням;
· паяння зануренням з нахилом плати;
· паяння з використанням коливальних рухів;
· поверхневе паяння і паяння протягуванням;
· маятникове паяння;
· струменеве паяння (спосіб sylvania);
· каскадне паяння;
· паяння хвилею припою. [4]
2.2 Паяння хвилею припоюПаяння хвилею припою найбільш придатне при контактуванні стержневих ЕРЕ з друкованою платою. Переважна більшість всіх односторонніх друкованих плат і друкованих плат з металізованими отворами в масовому виробництві контактують за допомогою хвилевого паяння.
Принцип методу полягає в тому, що плата прямолінійно рухається через гребінь хвилі припою. Хвиля припою залишається вільною від окислів завдяки постійному рухові, і друкована плата теоретично занурюється тільки на невеликій площі. Для якості паяння важливий кут входу і виходу, а також форма хвилі припою. Завдяки цьому в основному вирішується питання, утворяться чи ні перемички й висячі краплини. На заповнення металізованих отворів впливає форма хвилі, яка формується завдяки геометричному виконанню хвилеутворюючих сопел в широких межах (додаток 5).
Доведено, що найбільш сприятливою умовою паяння є рух друкованої плати назустріч припою і при цьому витримується кут від 0° до 10° відносно хвилі припою. Злегка навпроти текуче дзеркало припою запобігає утворенню перемичок. Вторинною хвилею, яка підтримується трохи нижче, ніж основна хвиля розплавляються висячі краплини, так що паяні з’єднання не перевищують встановленої довжини.
Плоска хвиля забезпечує більш довгочасний контакт з друкованою платою. Завдяки цьому забезпечується паяння металізованих отворів, але підвищується теплове навантаження.
Сучасні машини паяння хвилею припою є комплексними нормалізованими вузлами, котрі розміщуються в кінці складальної лінії. Вони виконують одна за одною наступні етапи (Мал. 3.1): [3] [4]
ІІІ. Роль флюсу при паянні
По питанню про ролі флюсу в процесі паяння (так само як і при лудінні) дотепер ще не створено єдиного подання. На думку одних дослідників роль флюсу зводиться до очищення поверхні твердого металу; інші вважають, що флюс насамперед зменшує поверхневий натяг розплавленого металу; треті відзначають головним чином процес висаджування на поверхні твердого металу металевих іонів, як наявних у самому флюсі, так й, що утворяться за рахунок розчинення припою у флюсі. Численні й різнобічні досвіди показують, що звести механізм дії флюсу до якого-небудь одного фактора, очевидно, неможливо. Більш правильно вважати цей механізм комплексним, що включає в себе цілий ряд взаємозалежних процесів, що протікають паралельно.
Умови змочування твердого металу присіваємо. Для одержання якісної пайки необхідно насамперед, щоб розплавлений припій добре змочував поверхню металу, що паяє. Якість змочування залежить від чистоти поверхні, що, та від наявності або відсутності на ній окісних плівок і від характеру фізико-хімічної взаємодії між припоєм і твердим металом. Там же було показано, що коефіцієнт змочування визначається співвідношенням величин трьох сил поверхневого натягу: твердого металу на границі з газовим середовищем (![]() ), рідкого припою на границі з газом (
), рідкого припою на границі з газом (![]() ) і твердого металу на границі з розплавленим припоєм (
) і твердого металу на границі з розплавленим припоєм (![]() ). При досягненні рівноваги між цими трьома силами встановлюється певний рівноважний крайовий кут змочування (
). При досягненні рівноваги між цими трьома силами встановлюється певний рівноважний крайовий кут змочування (![]() ), що характеризує змочуваність даного твердого металу розплавленим припоєм. Дослідження показують, що умови рівноваги цих трьох сил можуть бути кардинальним образом змінені в потрібному нам напрямку шляхом заміни в цій системі газового середовища яким-небудь рідким середовищем, що змінює величини сил, що беруть участь у рівновазі, поверхневих натягів. Таким рідким середовищем у практиці є флюс. [5]
), що характеризує змочуваність даного твердого металу розплавленим припоєм. Дослідження показують, що умови рівноваги цих трьох сил можуть бути кардинальним образом змінені в потрібному нам напрямку шляхом заміни в цій системі газового середовища яким-небудь рідким середовищем, що змінює величини сил, що беруть участь у рівновазі, поверхневих натягів. Таким рідким середовищем у практиці є флюс. [5]
При наявності рідкого середовища умови рівноваги краплі розплавленого припою на поверхні твердого металу виразяться рівнянням:
![]() ,
,
Звідки
![]() ,
,
де ![]() - поверхневий натяг на границі твердий метал - флюс;
- поверхневий натяг на границі твердий метал - флюс;
![]() - поверхневий натяг на границі твердий метал - припій;
- поверхневий натяг на границі твердий метал - припій;
![]() - поверхневий натяг на границі розплав ленний припій - флюс;
- поверхневий натяг на границі розплав ленний припій - флюс;
![]() - крайовий кут змочування.
- крайовий кут змочування.
Підбираючи відповідним чином склад флюсу можна так змінити величини поверхневих натягів (наприклад, зменшити ![]() ), що крайовий кут змочування буде значно зменшений або навіть доведений до нуля Досвіди показують, що більшість флюсів дійсно знижують поверхневий натяг припою.
), що крайовий кут змочування буде значно зменшений або навіть доведений до нуля Досвіди показують, що більшість флюсів дійсно знижують поверхневий натяг припою.
1 Флюсування. Під час цієї операції на сторону паяння наноситься флюс. При хвилевому флюсуванні у відповідному пристрої створюється хвиля флюсу заввишки біля 1 см та шириною 30-35 см, над якою проходить друкована плата. При цьому флюс змочує поверхню і на основі капілярної дії проникає на сторону установки ЕРЕ.
При продуванні повітрям певного тиску через вузькі сопла флюс запінюється. Якщо із хвилі рідини виходить пінна хвиля, то говориться про пінне флюсування. Товщина плівки флюсу, що наноситься, не повинна перевищувати 3-4 мкм. Якщо товщина плівки велика, то в процесі паяння для її видалення необхідно багато тепла і це може стати передумовою недоброякісних паяних з’єднань.
2 Сушіння й попереднє підігрівання. Після флюсування друкована плата злегка підігрівається і частково продувається гарячим повітрям. При підігріванні з флюсу вивітрюється розчинник. Після цього друковані плати потрапляють на ділянку, де вони підігріваються зі сторони паяння за допомогою нагрітої шляхом теплової радіації плити. Це підготовлює відновлювальну дію флюсу, що починає плавитися при температурі вище 130°С. Друга мета попереднього нагріву – уникнути теплового удару друкованої плати. [5]
3 Паяння. При цій операції плата проводиться через гребінь хвилі. При цьому в першій фазі флюс стає активним. Утворюється металева поверхня, і після цього флюс разом з продуктами реакції витісняється припоєм. На очищеній металевій поверхні проходить бажаний процес зв’язку. Паяння проводиться при температурі 240-270°С. Вибрана температура підтримується постійною. При швидкості переміщення від 0,5 до 3,0 м/хв час паяння становить від 1 до 7 секунд. В залежності від довжини друкованих плат можна контактувати відповідно за годину від 200 до 800 плат
Важливою проблемою є окислення олово-свинець. Швидке переміщення припою відкриває доступ кисню повітря до вільної від окислів поверхні, тобто оксидний шар збагачується, а ванна, внаслідок цього, збіднюється оловом, тому в паяльну ванну необхідно додавати припой, збагачений оловом. [4]
Іноді, при хвилевому паянні для гальмування окислення і зменшенні шкідливої дії окислів на паяні з’єднання до рідкого припою додають жири (олія з земляного горіха, пальмова олія з незначною кількістю води). Добавляється жир накладанням олійної хвилі на хвилю припою чи безпосередньо змішуванням в припої. Завдяки цьому досягають деяких переваг (більш низька температура паяння, незначні витрати припою, блискуча поверхня паяних з’єднань). Після паяння необхідне якісне промивання, при якому жир видаляється без залишку, в гіршому разі утворюється поживна основа для всіляких грибкових колоній та знижується кліматична стійкість виробу. При перемішуванні жиру з припоєм в паяних з’єднаннях спостерігається вміст олії. Тому в більшості випадків працюють без жирів і підтримують хорошою фільтрацією незначний вміст окислів у ванні з припоєм.
4 Охолодження. Після проведення хвилевого паяння необхідне часткове чергове оброблювання. Воно може бути складовою в процесі промивання і очищення (жирове паяння). Залишки флюсу в основному не потребують видалення, так як застосовуються флюси, що не спричиняють корозії. Раптового охолодження необхідно уникати, так як із-за різноманітності коефіцієнтів лінійного розширення базового матеріалу і металевої фази (мідь, припой) можуть утворитися тріщини.
ІV. Перевірка паяних з’єднань
Процес хвилевого паяння закінчується візуальним контролем паяних друкованих плат. Огляд є важливою операцією для дотримання певних параметрів методу. Накопичення характерних дефектів (перемички, висячі краплини, незмочені місця) повинне приводити до термінової перепровірки і доналагоджування певних технологічних параметрів.
На малюнку 4 показано позицію процесу паяння хвилею у загальній технології виготовлення вузла. Рентабельність машинного паяння вимірюється процентом наступного допаювання. Паяння хвилею є ефективним, якщо менше 1% паяних з’єднань будуть підлягати наступному допаюванню.
Якісні паяні з’єднання мають всебічно замкнений конус припою, в якому неозброєним оком чітко проглядаються контури виводів ЕРЕ. Припой на виводах ЕРЕ повинен проглядатися по всій поверхні і бути вільним від дефектів. Поверхня паяного конуса повинна бути гладкою. При нормальному зорі на відстані до 25 см не повинні бути помітні пори і раковини. Ці вимоги відносяться до односторонніх плат і плат з металізованими отворами.
4.1 Повторне паянняПри повторному паянні виникає небезпека руйнування чутливих елементів із-за повторної дії тепла. Міцність зчеплення міді також обмежена, в основному при допаюванні відшаровуються контактні площадки. Зменшення високого проценту допаювання є важливим фактором в ефективності загального процесу. Тому повинні видалятися тільки такі дефекти, які знижують надійність вузлів чи однозначно не дають контакту. Такими дефектами є:
· холодні паяні з’єднання;
· невидимі контури провідників у паяному конусі;
· щілинні пори при переході паяного конуса до виводу;
· багаточисленні дрібні, круглі пори при переході паяного конуса до виводу;
· окремі великі, не круглої форми отвори в паяному конусі;
· непроникнення на складальну сторону припою;
· паяння після механічних навантажень.
Не повинні допаюватися друковані плати при таких дефектах:
· поглиблені пайки (кільце припою видно на обох сторонах і замкнене);
· при потовщенні паяного з’єднання (провід знаходиться в припої так, що контур чітко видно);
· при надлишку припою на провідниках;
· при наявності окремих маленьких пор в паяному конусі чи біля переходу до виводу з проводу (величина пор менше перерізу проводу).
Виконання вимог по усуненню тільки технічно обгрунтованих дефектів, а також однозначне визначення дефектів припускає високу кваліфікацію контролюючого і ремонтуючого персоналу. Всі труднощі повинні припадати на постійне розпізнавання і оцінку всіх виявлених дефектів з тим, щоб усувати їх за допомогою контролю і зміни окремих ступенів процесу паяння чи загального технологічного процесу.
Висновок
Процесу паяння була розроблено велика кількість сплавів, застосовуваних як припої. Багато які з них з появою нових, що володіють кращими властивостями, були забуті, але й у цей час число застосовуваних у практиці припоїв досить велике. При виконанні курсової роботи я ознайомився з багатьма методами пайки і побачив наскільки важливими вони є. Не дивлячись на розміри деталей все одно застосовуються різні методи методи пайки. Не зважаючи на стрімкий розвиток електроніки пайка являє собою один із основних методів з’єднання деталей в електроніці.
Список використаної літератури
1. Гусєв В.П. "Технологія радіоапаратобудування". М.:"Вища школа"–1972р.
2. “Нормативи часу на виготовлення апаратури на мікроелементах (серійне виробництво ).”Науково-дослідний інститут економіки і інформації по радіоелектроніці. Москва 1971р.
3. “Нормативи часу на наладко-регулювальні роботи радіотехнічних виробів.” Підприємство а/с В-8916.1984р.
4. Нормативи часу на регулювальні роботи апаратури далекого зв’язку (блоки, плати). Науково-дослідний інститут економіки і інформації по радіоелектроніці. Москва 1974р.
5. Посібник по курсовому та дипломному проектуванню по курсу “Технологія приладобудування” розділ “розрахунок технологічно обгрунтованих норм часу на складання і монтаж печатних плат” для студентів спеціальності “Приладобудування” усіх форм навчання (Уклад. В.М.Лукашенко.-Черкаси: ЧІТІ, 1997.-44с.)
Похожие работы
... що входять до складу припою, флюсів та миючих середовищ, до приміщень та робочих дільниць, де виконується паяння, ставляться особливі вимоги. 2.2. Вимоги до виробничих приміщень, технологічних процесів і обладнання Дільниці, на яких зосереджені операції паяння, виділяють н окреме приміщення. Опорядження приміщень, повітропроводів, комунікацій, опалювальних приладів має допускати їх очищення ...



... технологи НДІ постійно працюють з технологами КБ (більш детально питання розробки будуть розглянуті нижче). Технологи КБ повинні знати основи економіки даного виробництва і ціноутворення вироби для того, щоб розроблювальний технологічний процес дозволяв випускати продукцію більш низькою собівартістю, ніж аналоги. Розроблена технологічна документація з КБ надходить до служби головного технолога, ...

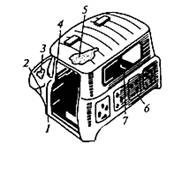

... іля: 1 - розривання зварних швів; 2 - розриви; 3 - вм’ятини і випуклість; 4 - згин і перекіс стійок; 5 - пробоїни; 6 - корозія; 7 - тріщини. Технологічний процес ремонту кузовів і кабін Технологічний процес ремонту кузовів і кабін разом включає розборку, повне чи часткове зняття старої фарби, дефектацію, ремонт складових частин чи його заміну, складання, фарбування, контроль якості. ...
... -78 "Суміші вибухонебезпечні", "Класифікація та методи досліджень (СТ СЭВ 2775-90)". 1.4. Безпечні умови праці при експлуатації будівельних машин та механізмів Повної безпеки праці можна досягти лише за умов обов'язкового виконання вимог і правил експлуатації, технічного обслуговування, підтримування робочого стану вантажопідйомних машин. Усі машини, що поступають у будівельну організацію, ...
0 комментариев