А-2. Изготовление печатей и штампов с помощью строкоотливного набора (линотипа)
А-4. Изготовление печатей и штампов с использованием лазерного гравирования
А-5. Изготовление печатей и штампов с использованием японской технологии "SPRING"
Иногда в оттиске не отображаются не только тонкие штрихи, а целые фрагменты печати, что также характерно для данного способа изготовления п/формы
Рисование изображения наиболее простой способ воспроизведения оттиска печати или штампа и документа
Влажное копирование с плоских печатных форм (клише) рисованных пером
Навигация
Изготовление печатей и штампов
Изготовление печатей и штампов
78643
знака
0
таблиц
0
изображений
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
ГЛАВА №1 СОВРЕМЕННЫЕ СПОСОБЫ ИЗГОТОВЛЕНИЯ И ИССЛЕДОВАНИЯ ПЕЧАТЕЙ И ШТАМПОВ А
1.1 СОВРЕМЕННЫЕ СПОСОБЫ ИЗГОТОВЛЕНИЯ ПЕЧАТЕЙ И ШТАМПОВ
1.1.1 А-1. Ручной набор
1.1.2 А-2. С использованием линотипа
1.1.3 А-3. С использованием фотополимерных материалов
1.1.4 А-4. С использованием лазерного гравирования
1.1.5 А-5. С использованием японской технологии "SPRING"
1.1.6 А-6. С использованием технологии '' Lazer-graver 1000 sr ''
1.2 СОВРЕМЕННЫЕ СПОСОБЫ ИССЛЕДОВАНИЯ ПЕЧАТЕЙ И ШТАМПОВ
ГЛАВА №2 СПОСОБЫ ПОДДЕЛКИ ОТТИСКОВ ПЕЧАТЕЙ И ШТАМПОВ
ГЛАВА № 3 АВТОМАТИЗИРОВАННЫЙ СПОСОБ ИССЛЕДОВАНИЯ ПОДДЕЛКИ ОТТИСКОВ ПЕЧАТЕЙ И ШТАМПОВ
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
Введение
Печати и штампы являются удостоверительными печатными формами, средством защиты документа от подлога. Их оттиски в документах служат для подтверждения подлинности фактов, изложенных в документах, и официального характера документа.
В период с 1978 г. по 1992 г. изготовление и использование печатей и штампов было регламентировано специальной инструкцией, утвержденной Приказом МВД СССР N 34 от 13 февраля 1978 г. Выполнение данной инструкции упорядочивало производство удостоверительных печатных форм, определяло порядок их учета и хранения. Инструкция предъявляла определенные требования к форме, размерам печатей и штампов и размещению в них текстов. Был установлен определенный порядок открытия штемпельно-гравельных предприятий (мастерских).
Руководствуясь данной инструкцией и пользуясь разработанной методикой, эксперты могли определить, изготовлены ли печати и штампы по правилам фабричного производства или с их нарушением. В дальнейшем следователь решал вопрос об их подлинности или поддельности.
Действие приказа ограничивало способы производства фабричных печатей и штампов, а также число их изготовителей. Существовала разрешительная система открытия штемпельно-граверных предприятий. Все это затрудняло способы подделки удостоверительных печатных форм, что облегчало работу экспертов.
С тех пор, как перестала действовать инструкция, значительно возросло количество производителей удостоверительных печатных форм, увеличилось число регистрируемых предприятий, производящих печати и штампы, реорганизованы уже существующие. Широкое распространение получили технологии, которые раньше не использовались: фотополимерная технология, изготовление матрицы фрезерованием, гравирование лазером по резине и др. При наличии несложного и легко доступного оборудования стало возможным подделать удостоверительную печатную форму без особого труда и в кратчайший срок. Современные технологии позволяют изготавливать практически неограниченное количество копий печатей и штампов с оттиска одной и той же печатной формы.
В настоящее время фотополимерная технология, а также способы лазерного гравирования, используемые для получения удостоверительных печатных форм, совершенствуются. Описание этих технологий можно найти в специальной полиграфической литературе и инструкциях, имеющихся на предприятиях.
Применение компьютерной техники для получения оригинал-макетов и воспроизведение последних в виде печатей или штампов способом лазерного гравирования непосредственно по резине, а также в виде матрицы путем фрезерования и фотоформ при использовании фотополимерной технологии - все это позволило значительно улучшить качество удостоверительных печатных форм, изготавливаемых с помощью перечисленных технологий. Производство их стало менее трудоемким, а по качеству зачастую они не только не уступают традиционным печатям и штампам, но и превосходят.
В данной дипломной работе перечислены наиболее распространенные способы изготовления печатей и штампов и способы подделки оттисков этих печатей и штампов. Но главный вопрос, рассматриваемый в данной работе, это вопрос о способах и средствах защиты при производстве печатей и штампов, которые с недавнего времени начали внедряться в производство.
ГЛАВА № 1 СОВРЕМЕННЫЕ СПОСОБЫ ИЗГОТОВЛЕНИЯ И ИССЛЕДОВАНИЯ ПЕЧАТЕЙ И ШТАМПОВ
1.1 СОВРЕМЕННЫЕ СПОСОБЫ ИЗГОТОВЛЕНИЯ ПЕЧАТЕЙ И ШТАМПОВ
Оттиски печатей и штампов являются одним из средств защиты документов от подделок. Личные документы, выдаваемые учреждением, предприятием или организацией, действительны при наличии на них подписей должностных лиц и соответствующих оттисков печатей. Некоторые личные документы снабжаются еще оттисками штампов, которые удостоверяют дополнительные факты.
Раньше печати изготовляли в государственных штемпельно-гравюрных мастерских (гербовые - с ведома специальной разрешительной службы). Но уже несколько лет печати производят без разрешений на различных, (в том числе и частных) предприятиях.
В зависимости от назначения печати бывают гербовые и простые. Гербовые содержат, кроме текста, в центре изображение государственного герба страны. Простые печати, кроме текста, могут содержать различные эмблемы.
Печати и штампы бывают двух видов: каучуковые и металлические. Металлические печати и штампы, употребляют для нанесения рельефно окрашенных оттисков, а также для нанесения рельефных оттисков. Каучуковые печати и штампы дают окрашенные оттиски.
Существует несколько способов изготовления печатей и штампов, каковыми являются: ручной набор, набор с использованием линотипа, набор с использованием фотополимерных материалов, лазерное гравирование, набор с использованием японской технологии "SPRING" и набор с использованием технологии . Рассмотрим подробно каждый из этих способов.
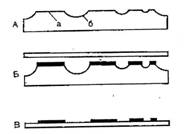
1.1.1 А-1. Изготовление печатей и штампов с помощью ручного набора
Процесс изготовления печатей и штампов с помощью ручного набора включает в себя следующие основные операции:
1. Сборка печатной формы;
2. Получение матрицы;
3. Изготовление клише.
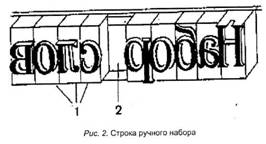
Текст набирают вручную с использованием пробельных материалов (шпации). Литеры, составляющие текст круглой печати, и разделительные знаки закрепляются в металлические кольца или ободки, а при изготовлении печати или штампа в форме треугольника литеры текста закрепляются в рамки.
При изготовлении гербовых печатей в среднюю часть набора помещают сердечник с изображением герба, герб нанесен на металлическую пластинку. Изображение герба получают гравированием по металлу или цинкографическим способом.
Полученной наборной печатной формой делают оттиск на массе из гипса, каолина и крахмала смешанных с водой, полученный оттиск наборной формы служит матрицей, получается форма по рельефу обратная (зеркальная) набору. Затем, полученную форму помещают в электрическую печь, где она обрабатывается сушкой и обжигом при температуре 150° С.
После этого в матрицу вдавливают каучук (резину) для получения печатной формы или клише, рельеф которой соответствует набору. Каучук вдавливается в матрицу специальным прессом при температуре до 110-130 °С в течении двух минут. Каучук при остывании вулканизируется и приобретает качества присущие обычной резине: печатающие элементы хорошо сохраняют форму и упругость, что обеспечивает возможность длительного использования печати или штампа. При изготовлении клише могут образоваться различные дефекты в виде отдельных бугорков резины, которые удаляются механическим способом. После обработки клише обрезают и наклеивают на деревянные колодки с матерчатой прокладкой.
Для нанесения оттисков каучуковой печатью или штампом применяется специальное красящее вещество различных цветов -мастика, поэтому каучуковые печати часто называют мастичными печатями.
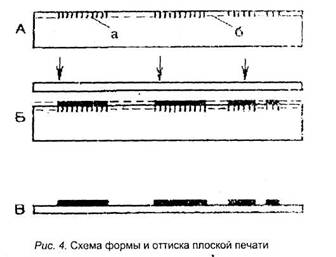
Для штрихов оттисков каучуковых печатей и штампов характерны признаки плоской печати, а именно: отсутствие рельефности (натиска) на бумаге; красящее вещество в штрихах распределяется относительно равномерно как в середине штрихов, так и, но краям, иногда встречаются фрагменты со слабым отложением красителя или полным его отсутствием. Обычно это происходит в результате неодинаковой интенсивности окрашивания печатающих элементов мастикой, а иногда из-за неравномерного давления печати или штампа на поверхность документа.
Изготовление печатей и штампов с помощью ручного набора наиболее старый способ и, поэтому наиболее распространенный, также распространенным способом изготовления печатей и штампов является строкоотливной набор.
Похожие работы
... которых находится в одной точке; расположение продольных осей букв по направлению радиусов внешней окружности. Криминалистическим исследованием оттисков печатей решаются следующие вопросы: 1) каков способ нанесения оттиска, вид клише и способ его изготовления; 2) нанесен ли оттиск (оттиски) печатью (штампом), образцы оттисков которой (или сама печать) представлены на экспертизу; 3) одним или ...
... зависеть исход спорных дел в будущем. В первую очередь это касается правовых последствий, которые связаны с возникновением сложностей во взаимоотношениях между учредителями. Если регистрация предприятия поручена специализированной фирме, не поленитесь и внимательно прочитайте все подготовленные ею документы. Подготовленные к регистрации документы должны отвечать следующим требованиям: в тексте ...
... -криминалистические - используются в области технико-криминалистических научных исследований: фотографических, трасологических, одорологических, баллистических и др. - структурно-криминалистические - методы построения в криминалистике определенных структурных систем (например, плана расследования по уголовному делу, тактического приема, методической рекомендации) По источнику происхождения ...

... целого документа по его частям; определение материалов письма или печати (например, выполнена ли запись пастой, содержащейся в конкретном стержне авторучки) и др. В технико-криминалистическом исследовании документов широко применяются различные устройства, основанные на использовании невидимых лучей электромагнитного спектра, светофильтры, рентгеновские приборы и радиоактивные индикаторы, а ...
0 комментариев