Навигация
Определим теоретическую среднюю плотность бетонной смеси
47760
знаков
5
таблиц
7
изображений
6 Определим теоретическую среднюю плотность бетонной смеси.
Определив расход всех компонентов (воды, цемента, крупного и мелкого заполнителя) на 1м3 бетонной смеси, вычисляем её расчетную среднюю плотность по формуле.
![]() кг/м3.
кг/м3.

Рисунок 1 – Внутренняя стеновая панель
Vбет=![]() 1,82 м3,
1,82 м3,
mбет=![]() 3076кг.
3076кг.
2. Описание технологического процесса изготовления изделий
При формовании на кассетной установке с применением вибрации арматурного каркаса или виброгребенки, бетонную смесь следует равномерно распределить по всей длине формовочного отсека. При этом обеспечиваются лучшие условия для выхода защемленного в ней воздуха. Бетонную смесь необходимо подавать в формовочные отсеки небольшими порциями, в результате чего достигается минимальное вовлечение воздуха в формуемое изделие.
Под действием вибрации бетонная смесь ведет себя как вязкая жидкость и создает давление, передающееся на стенки. Чем интенсивнее вибрация, тем больше это давление.
Если же бетонная смесь подвергается слабой вибрации или вибрируется не весь ее объем (как это происходит при вибрации через арматурный каркас), то боковое давление бетонных смесей будет значительно меньше.
Увеличение времени вибрации вызвано необходимостью равномерного распределения смеси по формовочному отсеку.
После укладки и уплотнения бетонной смеси верхнюю поверхность изделий заглаживают и покрывают пленкой или брезентом, чтобы предотвратить интенсивное испарение влаги с поверхности бетона, уменьшить усадку, термические напряжения из-за неравномерности прогрева бетона и снизить охлаждение бетона. Получить дополнительный прирост прочности бетона можно, применяя выдержку бетонной смеси в формовочных отсеках, включая подачу пара в паровые рубашки через 2-6 ч. после окончания формования. При этом прирост прочности колеблется от 5 до 20%, существенно удлиняется время оборачиваемости установки и снижается ее производительность.
Повторное вибрирование свежеуложенной бетонной смеси, не подвергающейся тепловой обработке, приводит, в конечном счете, к улучшению свойств бетона. Прочность бетона на сжатие увеличивается на 20-70%, уменьшается усадка, в большинстве случаев улучшается или не изменяется сцепление арматуры с бетоном, повышается морозостойкость.
После тепловой обработки производят распалубку изделия при достижении им распалубочной прочности. Существенно улучшаются условия распалубки за счет применения вибрации. В этом случае механизм перемещения небольшим усилием, приложенным к разделительной стенке, отрывает ее от изделия. Примерно на 5 сек. включают вибратор, установленный на отодвигаемой стенке. После отвода первой стенки изделие слегка приподнимают мостовым краном, тележку мостового крана откатывают на небольшое расстояние. При этом возникает незначительное усилие отрыва. Затем включают на короткое время вибратор, если изделие не отделилось от стенки, вибрацию повторяют. Длительную вибрацию при распалубке применять не рекомендуется, т.к. некоторые панели могут подвергнуться большим резонансным колебаниям, приводящим к трещинам.
Затем происходит чистка и смазка форм. От состояния поверхности разделительных стенок формовочного отсека, бортовой оснастки и вида смазки зависит качество изделия. Наличие на стенках даже тонкого слоя цементного раствора приводит к увеличению количества пузырьков защемленного воздуха и их размеров на поверхности изделия. Чистка ведется щеткой, тельфером чистка ведется снизу вверх.
Для смазки на предприятиях применяют прямую эмульсию следующего состава: 20% продукта ЭКС-А (эмульсол кислый синтетический с кислотным числом 8-10), 79,5% воды мягкой или конденсата, 0,5% кальцинированной соды. При ее применении поверхность получается хорошего качества. Также применяют обратные эмульсии.
После чистки и смазки установка готова к укладке и формованию бетонной смеси. Цикл повторяется.
3. Выбор и обоснование режима ТВО
При назначении режима ТВО изделий из легких бетонов существенное влияние оказывают не только особенности применяемого цемента, класса бетона, удобоукладываемость бетонной смеси, но и структура бетона, наличие в его составе вовлеченного воздуха и его объем, прочность и объемная концентрация крупного заполнителя, гидравлическая активность мелкого заполнителя.
Для обеспечения минимальной отпускной прочности следует правильно выбирать режим тепловой обработки бетона.
Такой режим может, осуществляется в тепловых установках периодического и непрерывного действия (в камерах ямного, туннельного и щелевого типов), оборудованных регистрами, ТЭНами, колориферами или теплогенераторами для сжигания природного газа. Максимальная температура среды в камерах сухого прогрева может быть повышена в зависимости от необходимой длительности тепловой обработки до 150°С. С целью обеспечения заданной влажности изделий камеры рекомендуется оборудовать системой вентиляции.
При тепловой обработке в термоформах не следует укрывать открытую поверхность изделий.
В целях экономичного использования тепловой энергии при назначении режимов ТВО следует учитывать последующее нарастание прочности бетона изделий вследствие его остывания в цехе в течение 12 ч.
В зависимости от способа тепловой обработки выбираем температуру и продолжительность изотермического прогрева. Для пропаривания в камерах паром температура tИЗ=85°С. При этом продолжительность изотермического прогрева t2=10ч. продолжительность изотермического прогрева должна определятся временем, необходимым для достижения в центре изделий температуры больше 80°С.
Скорость остывания поверхности изделий после изотермического прогрева не должна быть больше 40°С/ч. При выгрузке изделий из камеры температурный перепад между поверхностью изделий и температурой окружающей среды не должен превышать 40°С.
Температуру окружающей среды принимаем равной t0=20°C. Так как толщина изделия d=140 мм, следовательно длительность охлаждения в камере t3=4 ч.
Выбранный режим проверяем расчетом средних температур по сечению изделий к концу основных периодов ТВО:
Похожие работы
... украсить зеленью. Работа за день: 1. Готовил салат Греческий 2. Готовил Салат с тунцом 3. Делал заготовки для Оливье из телятины 4. Готовил Салат Вояж Занятие № 19 29 января 2010г. Тема: Приготовление блюд из запеченной рыбы. Запекание рыбы заключается в следующем. Рыбные продукты укладывают в неглубокую посуду с небольшим количеством жира, но без предварительного нагревания до ...
... . Ножка плотная, толстая, у основания расширена, белого цвета со слегка коричневой сеткой. Мякоть белая, на изломе цвет не меняется. Белые грибы пригодны для всех видов переработки (солки, кулинарной обработки в свежем виде, консервирования, маринования и сушки). Подосиновик произрастает в осиновых лесах. У молодых грибов шляпка оранжево-красная, у зрелых - буро-красная. Нижняя поверхность шляпки ...

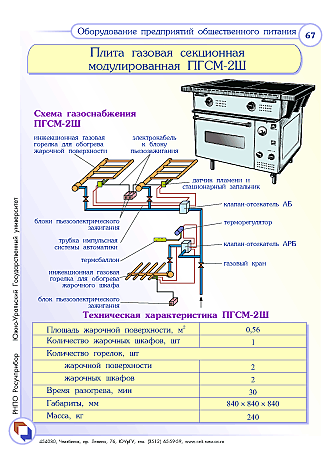

... конфорки (индукционные плиты). · По типу нагревательных элементов в газовых моделях: - с открытыми горелками; - с закрытыми горелками; - с комбинированной рабочей поверхностью. 3. УНИВЕРСАЛЬНОЕ ТЕПЛОВОЕ ОБОРУДОВАНИЕ 3.1 Электрические плиты Отечественная промышленность выпускает в основном секционные модульные электрические плиты типа ПЭСМ-4Ш, ПЭСМ-4ШБ, ПЭСМ-4, ПЭСМ-2, ЭП-7М, ...
... бисульфит натрия, цинковый купорос, гидросульфит натрия, пероксид водорода и фенол. Каждая партия поступающего материала должна сопровождаться документом, удостоверяющим его качество. Контроль производства желатина Входящие в состав коллагенсодержащего сырья неклееобразующие белки, жиры, минеральные вещества и пиrменты затрудняют извлечение желатина и клея и негативно влияют на качество ...
0 комментариев