Навигация
Автоматизация установки барабанной-гранулятор сушилки
39244
знака
8
таблиц
2
изображения
Реферат
Содержание
Введение
Характеристики основного технологического оборудования.
Характеристики сырья и материалов, применяемых в производстве.
Выбор элементов и контроля технологической операции Выбор схемы автоматизации контроля и управления температуры на выходе БГС.
1. Пояснительная записка:27 стр., 4 рис, 8 литературных источников
2. Пояснительная записка состоит из трех разделов. В введении описывается назначение и цели курсового проектирования. В организационно-технологической части дается характеристика технологического процесса получения моно фосфата аммония и описание установки барабанной-гранулятор сушилки. В технической части произведено краткое описание работы БГС, и функционально-технологической схемы установки БГС. Так же в этом разделе подбираются элементы контроля и управления технологической операции.
В расчетной части рассчитывается надежность, вероятность отказов системы автоматики и контроля технологической операции
Содержание
Реферат………………..…………………………………………………………..3
Введение…………………………………….…………………………………....5
Организационно-технологическая часть ..………..……………………………7
Описание технологического процесса……………………………………….7
Характеристики основного технологического оборудования……………. 12
Характеристики сырья и материалов, применяемых в производстве……..13
Выбор элементов и контроля технологической операции……………………14
Выбор схемы автоматизации контроля и управления температуры на выходе БГС………………………………………………………….……………………14
Принцип работы схемы автоматизации……………………………………..14
Выбор приборов для автоматизации, контроля и управления технологической операцией…………………………………………………14
Технологическая карта……………………………………………………….14
Описание элементной базы……………………………………………………..15
Блок преобразования сигнала термопар БПТ-22……………………………15
Микроконтроллер АТ89С2051……………………………………………….18
Расходомер Метран – 335…………………………………………………….19
Электромагнитный клапан ВН1М-1К……………………………………….21
Источник питания постоянного тока БП96-24……………………………...22
Расчетная часть…………………………………………………………………..23
Анализ основных показателей надежности………………………………….23
Расчет надежности блоков питания в функционально-технологической схеме…………………………………………………………………………...23
Заключение………………………………………………………………………26
Список литературы……………………………………………………………..27
Введение
Автоматизация – одна из ведущих отраслей науки и техники, развивается особенно динамично, она проникает во все сферы человеческой деятельности. Автоматизация качественно изменяет характер труда рабочих. В цехах с автоматизированным производством главной фигурой становится специалист новой формации – оператор, программист, рабочие других ранее не существующих профессий. Автоматизация технологических процессов является одним из решающих факторов повышения производительности и улучшений условий труда. Современными проектами производств в нефтепереработки, химии и нефтехимии, объектах производства минеральных удобрений, энергетики, и др., предусматривается комплексная автоматизация технологических процессов.
В ходе автоматизации производственных процессов сокращается тяжелый труд, увеличивается производительность труда: наступает новый этап машинного труда – автоматизация, - когда человек освобождается от непосредственного участия в производстве. Функции контроля и управления технологическими процессами предаются автоматическим установкам. Это приводит к улучшению основных показателей эффективности производства и снижению себестоимости продукции.
В течении ряда десятилетий под автоматикой понималось прежде всего выполнение без участия человека некоторых действий, однозначно связывающих причину и следствие.
Сущность современного этапа развития автоматизации можно было бы кратко охарактеризовать как переход от автоматизации «действий» к автоматизации «принятия решений». То есть, переход от так называемой цикловой (обеспечивающей выполнение чисто повторных действий) автоматики и автоматической стабилизации технологических режимов к использованию средств, обеспечивающих оптимизацию процессов, к осуществлению органической связи основного производственного оборудования с автоматикой.
В каждом производственном процессе, наряду с «вещественными потоками», существуют совершенно другие потоки, которые можно назвать «информационными». Они представляют собой некоторую первичную информацию о ходе производственного процесса и необходимы для контроля и управления. Эта информация передается на соответствующие пункты управления (например, в операторную, диспетчерскую и т. п.), где подвергается обработке и используется для принятия решений при управлении процессом.
Автоматическое регулирование технологических процессов на различных предприятиях позволяет получить высокую производительность при наименьших производственных затратах и высоком качестве продуктов. Однако системы автоматического регулирования оказываются не достаточно эффективными, если они спроектированы только на основании общих положений теорем автоматического регулирования. Для наиболее эффективной работы таких систем их необходимо проектировать с учетом особенностей технологических процессов, для которых они предназначены.
Довольно часто системы автоматики, разработанные непосредственно на предприятиях, работают вполне удовлетворительно. Это указывает с одной стороны, на то, что заводские инженеры в состоянии справится с решением таких задач, а с другой стороны – на то, что успешное проектирование систем автоматики иногда может быть выполнено без применения очень сложного математического аппарата. Такое положение объясняется наличием простых правил установки и наладки автоматических регуляторов.
В настоящее время рядом ученых в различных лабораториях и университетах созданы более прогрессивные принципы проектирования систем автоматического регулирования. Однако прелагаемые ими методы обычно не реализуются полностью, если в разработке систем не участвуют люди, которые должны их эксплуатировать. Проблемы, связанные с автоматическим регулированием технологических процессов, как правило, возникают на заводе, поэтому должны решаться на самом предприятии. До тех пор, пока проектировщики систем автоматического регулирования и эксплуатационники не будут связанны между собой, их общие проблемы остаются нерешенными. Несмотря на то, что решение задач автоматического регулирования возможно математическими методами, эти же задачи приближенно могут быть решены путем довольно не сложных приемов. Таким образом, уравнение высокого порядка и быстродействующие вычислительные машины целесообразно применять лишь там, где более простыми методами решить задачи не удается.
Блестяще разработанные общие положения о системах автоматического регулирования, а также математическое описание процесса регулирования сами по себе никакой ценности не представляют. Системы автоматического регулирования должны учитывать свойства технологического процесса с целью обеспечения оптимального протекания процесса.
Без глубокого знания технологического процесса, система регулирования не может быть спроектирована квалифицированно. Для автоматического регулирования необходимо максимально знать требования, предъявляемые к химико-технологическим процессам.
Организационно-технологическая часть Описание технологического процессаВ настоящее время аппаратурное оформление процесса производства ведется с применением новых более совершенных технологий, и используют комбинированные аппараты барабанные-грануляторы сушилки, барабанные-грануляторы сушилки-холодильники, в которых осуществляется несколько технологических процессов, например: в конкретном производстве аммофоса – грануляция и сушка.
В комплект оборудования сушки и грануляции аммофоса входит: барабанный-гранулятор сушилка поз. 44/1 (44/2), элеватор поз. 54/1 (54/2), грохот поз. 56/1 (56/2, 56/3, 56/4), дробилки поз. 59/1 (59/2), охладитель гранул поз. 60/1 (60/2), циклон поз. 63/1 (63/2), скруббер поз. 26/1 (26/2, 26/3), конвейер поз. 30, газо-воздушный калорифер (ГВК-6) поз. 45/1 (45/2), вентиляторы к газо-воздушному калориферу (ГВК-6) поз. 46/1 (46/2), циклон 48/1 (48/2), вентилятор мельничный поз. 51/1 (51/2), скруббер барботажный поз. 52/1 (52/2), бак расходный поз. 37/1 (37/2), бак циркуляционный поз. 66/1 (66/2), насос поз. 71/1 (71/2), запорно-регулирующая арматура, приборы КИПиА.
Упаренная пульпа с содержанием влаги 35-40% из бака поз. 71 или не упаренная пульпа из баков поз. 5/1 (5/2), насосом поз. 9 подается на форсунку барабанного-гранулятора сушилки поз. 44/1 (44/2), где сжатым воздухом распыляется на мелкие частицы и наносится на мелкие частицы аммофоса находящегося в барабанном-грануляторе сушилке, происходит грануляция то есть обкатка и укрупнение гранул.
Аппарат барабаный-гранулятор сушилка представляет собой барабан диаметром 3200 мм и длинной 22 метра, с углом наклона 1,5° и скоростью вращения 4 об/мин. В зоне загрузки внутренняя поверхность барабана оснащена короткой винтовой насадкой, а на остальной длине барабана – расположена подьемно-лопастная насадка Г-образной формы и обратным шнеком. При вращении барабанного-гранулятора сушилки подъемно-лопастная насадка создает во вращающемся аппарате мощную завесу материала, ссыпающегося с лопаток. Усеченный конус, обращенный меньшим основанием в сторону выгрузки, обеспечивает необходимое заполнение барабана продуктом и одновременно служит устройством для отделения мелкой фракции гранул, которую обратным шнеком возвращают на гранулирование, также в головную часть поступает мелкая фракция аммофоса из грохотов поз. 56 и циклонов поз. 63. Имея непрерывное перемешивание аммофоса и сплошную завесу, мелкодисперсная пульпа из форсунки непрерывно орошает частицы аммофосной завесы, увеличивая их размеры.
При вращении барабанного-гранулятора сушилки происходит процесс окатывания, укрупнение частиц ретура. Одновременно с образованием укрупненных частиц, в барабанный-гранулятор сушилку прямотоком с температурой 850 °С от газо-воздушного калорифера поз. 45 подается теплоноситель (продукт сгорания природного газа в смеси с воздухом), который высушивает влажные гранулы аммофоса.
Высушенный и гранулированный аммофос за счет угла наклона 1,5° и вращения барабанного-гранулятора сушилки, перемещается к разгрузочной камере. Из разгрузочной камеры сухой продукт (влажность гранул аммофоса в пределах 0,4-1%) по течке поступает на элеватор поз. 54, а затем подается на рассев грохотами поз. 56 (на каждой системе по два грохота)
На грохотах происходит разделение крупной фракции на сите 3,5´3,5 мм готового продукта и мелкой фракции через сито 2´2 мм. Крупная фракция с верхнего сита поступает на дробилку поз. 58 (под каждым грохотом одна дробилка). Молотковая дробилка представляет собой измельчающую машину ударного действия, имеющею быстро вращающийся диск, к которому шарнирно прикреплены стальные молотки. Материал подается на измельчение в дробилку с верху, подхватывается молотками и измельчается ими. Отскакивая, от молотков материал ударяется о броневые плиты и при этом измельчается. Готовый продукт выводится из дробилки через разгрузочную решетку.
Мелкая фракция от грохотов по течке поступает на конвейер поз. 59, далее на конвейер поз. 28 и в головню часть барабанного-гранулятора сушилки.
Готовый продукт (1÷4 мм) поступает на конвейер поз. 35, далее в охладитель гранул поз. 60, а затем на конвейер поз. 301 и на склад готового продукта.
В процессе сушки гранулированного аммофоса, помимо испарения влаги из гранул происходит выделение аммиака и фтористых газов за счет разложения (NH4)2SiF6 и H2SiF6, содержащихся в аммофосной шихте и в пульпе.
(NH4)2SiF6 → 2NH3 + SiH4 + 2HF
H2SiF6 → SiF4 + 2HF
С увеличением температуры продукта в барабанном-грануляторе сушилке увеличивается выделения аммиака и фтора, поэтому процесс сушки в барабанном-грануляторе сушилке ведут с температурой отходящих газов не более 120 °С, а продукта на выходе из барабанного-гранулятора сушилки до 95 °С. Пыль аммофоса, газы и испаряемая влага из барабанного-гранулятора сушилки (пылегазо-воздушная смесь) протягивается хвостовым вентиляторам поз. 51, через систему очистки в циклоне поз. 48 и скруббере барботажном поз. 52. В циклоне поз. 48 происходит мокрая отчистка от аммофосной пыли и частично от аммиака. Циклон имеет цилиндрический корпус с коническим днищем. Пыле газо-воздушная смесь в водится в циклон тангенциально через патрубок со значительной скоростью, при этом прямолинейное движение газо-воздушного потока преобразуется во вращательное. Поток запыленного газа движется вниз по спирали. Частицы пыли, как более тяжелые, прижимаются к внутренней поверхности циклона и сползают вниз через патрубок. Газ, не доходя до конической части циклона и не находя выхода, меняет направление, закручивается по меньшему радиусу и выходит по трубе (в верхней части циклона).
Орошение циклона осуществляется из бака поз. 66, куда подается конденсат от выхлопных труб, который насосом непрерывно подается на орошение циклона в замкнутом цикле: поз.66, циклон, поз. 48 с переливом насыщаемой пульпы в поз. 37/1 (37/2). После циклона отходящие газы вентилятором поз. 51 подаются на очистку в скруббере поз. 52. Аппарат представляет собой камеру, внутри которой находятся перфорированные тарелки. Пульпа на орошение скруббера подается с верху, а загрязненный газ подается в аппарат снизу. Проходя, через отверстия тарелок, газ барботирует сквозь жидкость и превращает ее в слой подвижной пены. В слое пены пыль поглощается жидкостью, основная часть которой (примерно 80%) удаляется с тарелок вмести с пеной через регулируемые пороги. Оставшаяся часть жидкости (около 20%) сливается через отверстия в тарелке и улавливает в подтарельчатом пространстве более крупные частицы. Орошение скруббера осуществляется пульпой с рН=3,0– 4,5, γ=1,2–1,24 (гр./см.3) в замкнутом цикле: бак поз. 37, скруббер поз. 52 с выводом пульпы по мере насыщения на скоростной аммонизатор испаритель, баки поз. 5 или в отделение экстракции.
После скруббера отходящие газы проходят каплеотбойник и выбрасываются в атмосферу. Образующейся конденсат в газоходах и в выходной трубе (свече) собирается в бак поз. 37б, откуда насосом поз. 38 подается на орошение циклонов 48/1 (48/2). Топочные газы получаются при сгорании топлива – природного газа в газо-воздушном калорифере (ГВК–6) поз. 45/1 (45/2). Температура на входе в барабанный-гранулятор сушилку регулируется количеством подаваемого топлива в заданном соотношении с первичным воздухом и количеством вторичного воздуха, нагнетаемого вентиляторами поз. 46/1 (46/2).
Характеристики основного технологического оборудования.
В процессе сушки и грануляции аммофосной пульпы используется следующее технологическое оборудование:
| 1. Барабаный-гранулятор сушилка поз.44/1 (44/2) | Предназначен для окатки и сушки аммофосной пульпы и выдачи готового продукта на рассев. Диаметр 3200 мм, длина 22000 мм, угол наклона 1,5°. |
| 2. Газо-воздушный калорифер поз.45/1 (45/2) | Предназначен для получения смеси топочных газов с воздухом, производительность – 6 Гкал/час. |
| 3. Вентилятор поз.51/1 (51/2) | Предназначен для отсоса газо-пылевоздушной смеси из барабаного-гранулятора сушилки, Q=100000 м3/час, напор 10,00 кПа, Дж=17 жн, привод от электродвигателя АО/ДА 30-12-36-4, мощность – 320 кВт n=1500 об/мин. |
| 4. Вентилятор ДД – 12 поз.46/1 (46/2) | Предназначен для подачи вторичного воздуха на горение Q=50000-55000 м3/час напор H=3,43 кПа. |
| 5. Абсорбер пенный скоростной поз.49/1 (49/2) | Предназначен для отчистки газов, выходящих из барабаного-гранулятора сушилки от фтора, аммиака и аммофосной пыли мокрым способом последовательно в четыре ступени. |
| 6. Циклон поз.48/1 (48/2) | Предназначен для очистки газов, выходящих из барабаного-гранулятора сушилки от аммофосной пыли (грубая очистка). |
| 7. Приемный бак поз. 70 | Предназначен для приема упаренной пульпы и дальнейшей передачи ее в барабанный-гранулятор сушилку, V=16 м3. |
| 8. Насос погружной поз. 71 | Предназначен для подачи пульпы из бака поз. 70 в барабанный-гранулятор сушилку и для циркуляции пульпы из бака на выпарной аппарат. |
В процессе производства аммофоса применяется много разнообразных материалов и полупродуктов. В ходе процесса сушки аммофосной пульпы в барабаном-грануляторе сушилке при производстве аммофоса используются:
| Аммофосная пульпа | |
| Влажность – | Не более 50 % |
| Водородный показатель pH – | 4,0 – 4,5 |
| Температура – | 115 °С |
| Удельный вес – | 1,3 – 1,36 г/см3 |
| Природный газ, имеющий состав: |
|
| Метан (CH4) – | 93,2% |
| Тяжелые углеводороды – | 1,1–6,3% |
| Азот и инертные газы – | 0,4–0,5% |
| Плотность при температуре 0°С и давлении 760 мм. рт. ст. – | 0,718 кг/м3 |
| Температура воспламенения – | 630-645 °С |
| Теплотворная способность – | 8310-8550 Ккал/м3. |
| Пределы взрываемости – | 5–15% |
Выбор элементов и контроля технологической операции Выбор схемы автоматизации контроля и управления температуры на выходе БГС.
Цель: автоматизировать процесс поддержания температуры на выходе БГС с помощью технологического оборудования и аппаратуры контроля и автоматики.
В недавнее время контроль и управления этой технологической операции поддержания температуры на выходе БГС осуществлялся частично. Контроль температуры велся с помощью морально устаревших приборов КИПиА
Проблема состояла в том, что приборы имели большую погрешность измерений, из-за этого осложнялся контроль за температурой на выходе БГС, что приводило к ухудшению качества продукта. Вследствие этого падала производительность, повышалась себестоимость продукта. Поэтому я предлагаю эту технологическую операцию автоматизировать с помощью блока преобразования сигналов термопар (с блоком питания БП96-24), расходомером типа Метран-335, электромагнитного клапана типа ВН6М-1К, микроконтроллера АТ89С2051.
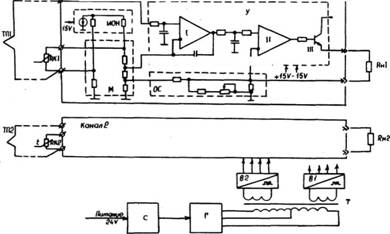
Структурная схема автоматизации представлена на листе 1 графической части проекта.
Принцип работы схемы автоматизацииТемпература на выходе барабанной - гранулятор сушилки регулируется подачей топочных газов в голову БГС, которые образуются при сжигании природного газа в газовоздушном калорифере.
Измерение температуры производится термопарой типа ТХК, сигнал поступает на блок преобразования сигнала термопар БПТ-22, где сигнал преобразуется и поступает на вход микроконтроллера АТ89С2051. На вход микроконтроллера также поступает сигнал с расходомера Метран-335, который определяет количество природного газа поступающего в ГВК. Исполнительным устройством данной системы является электромагнитный клапан ВН6М-1К, который регулирует подачу природного газа в ГВК.
Выбор приборов для автоматизации, контроля и управления технологической операцией. Технологическая карта| № | Единицы измерения | Диапазон измерений | Условия работы | Инерционность процесса | Параметр |
| 54д | t, C | 0-150 | Нормальные | Инерционный | Тем-ра на выходе |
| 53а | t, C | 0-900 | Нормальные | Инерционный | Тем-ра на входе |
| 41а | м3/ч | 0-9000 | Нормальные | Инерционный | Расход 1-ого воздуха |
| 38а | м3/ч | 0-25000 | Нормальные | Инерционный | Расход 2-ого воздуха |
| 51а | м3/ч | 0-20 | Кислотная среда | Инерционный | Расход пульпы |
| 47а | м3/ч | 0-900 | Взрывобезопасное исполнение | Инерционный | Расход газа |
| 48а | кгс/см2 | 0-900 | Взрывобезопасное исполнение | Инерционный | Давление газа |
Для повышения качества продукта автоматизируем контур регулирования связанный с регулированием температуры на выходе БГС, так как именно этот контур является самым важным в получении готового продукта. Автоматизация других приборов не приведет к значительному повышению производительности, поэтому экономически не выгодна.
Описание элементной базы Блок преобразования сигнала термопар БПТ-221.1 Блок БПТ-22, предназначен для преобразования сигналов низкого уровня и термопар типа ТХА(K), ТХК(L), ТВР, ТПП(S), ТПР(B) в унифицированный сигнал постоянного тока 0-5 мА,0-20 мА, 4-20 мА. Блок БПТ-22 имеет два идентичных, гальванически не связанных канала преобразования. Блок обеспечивает компенсацию термо Э.Д.С. свободных концов термопары, а также подавление нуля входного сигнала и масштабирование диапазона измерения входног осигнала.
1.2 Оба канала БПТ-22 рассчитаны на подключение одинаковых термопар, имеющих одинаковую настройку. БПТ-22 может использоваться не только для преобразования сигнала термопар, но также для усиления напряжения низкого уровня (0÷100) мВ, полученного от источника Е.
1.3 Преобразователь может быть использован в системах автоматизированного регулирования и управления технологическими процессами в энергетике, металлургии, в измерительных системах и измерительно-вычислительных комплексах.
2.1 Основные технические характеристики БПТ-22 приведены в табл. 1 и 2.
Таблица 1
| Название параметра и размер | Единица измерения | Норма |
| 1 Количество независимых каналов | шт. | 2 |
| 2 Схема подключения датчика | Двухпроводная | |
| 3 Начальное значение входного сигнала | мВ | 0; 2; 4; 6; 8; 10; 12; 14; 16; 18; 20; 25; 30; 40. |
| 4 Номинальный диапазон изменения входного сигнала | мВ | 1;2;5; 10; 15; 25; 40; 60; 80; 100. |
| 5 Сопротивление нагрузки для выходного сигнала: 0-5мА, не более 0-20мА, не более 4-20мА, не более | Ом | 2000 500 500 |
| 6 Основная погрешность преобразования входного сигнала, выраженная в процентах от номинального диапазона изменения выходного сигнала не превышает | % | ± 0,25 - для блоков с диапазоном изменения входного сигнала ∆U≥ 10 мВ ± [0,25+0,25*(10/∆U-1)] - для блоков с диапазоном изменения входного сигнала ∆U< 10 мВ |
| 7 Напряжение питания, от неста-билизированого источника постоянного тока | В | 24 ±15% |
| 8 Ток потребления, не более | мА | 120 |
| 9 Габаритные размеры | мм | 125x75x26 |
| 10 Степень защиты | IP30 | |
| 11 Масса, не более | кг | 0,2 |
| Таблица 2 - | |||||
| Тип Датчика | ТПР(B), Е | ТПП(S) | ТВР | ТХА(K) | ТХК(L) |
| Коэффициент преобразования | 0 | 0,0060 | 0,0126 | 0,0404 | 0,0660 |
2.2 По стойкости к климатическому воздействию БПТ-22 отвечает исполнению УХЛ категории размещения 4.2 по ГОСТ 15150 - 69, но для работы при температуре от +1 до +40 °С. При внешнем принудительном охлаждении корпуса допускается работа при температуре до +50 °С.
2.3 По стойкости к механическому воздействию БПТ-22 выполнены в вибростойком исполнении L3, по защите от действия окружающей среды в обычном исполнении по ГОСТ 2997-84.
2.4 Блок БПТ-22 может эксплуатироваться только в закрытых взрывобезопасных
помещениях.
2.5 Средний срок эксплуатации не менее 10 лет.
2.6 Средний срок хранения 1 год в условиях по группе 1 ДСТ 20790 - 82.
2.7 Граница допустимого значения дополнительной погрешности преобразования при изменении напряжения питания от номинального значения в границах указанных в таблицы 1 не превышает ±0,1% от диапазона изменения соответствующего сигнала.
2.8 Граница допустимого значения дополнительной погрешности преобразования при изменении температуры окружающей среды на каждые 10 °С в диапазоне от 1 до 50 °С не превышает ±0,2% от диапазона изменения соответствующего сигнала.
2.9 Граница допустимого значения дополнительной погрешности преобразования при действии постоянных магнитных полей или переменных полей сетевой частоты с напряженностью до 400 А/м не превышает ±0,2% от диапазона изменения соответствующего сигнала.
Похожие работы
... Для повышения качества продукта автоматизируем контур регулирования связанный с регулированием температуры на выходе БГС, так как именно этот контур является самым важным в получении готового продукта. Автоматизация других приборов не приведет к значительному повышению производительности, поэтому экономически не выгодна. Описание элементной базы Блок преобразования сигнала термопар БПТ-22 ...
... в закрытых складах. Санитарно-технические изделия, прошедшие сортировку и комплектование арматурой, упаковывают в специальные ящики и хранят в закрытых складах. 12 Основные технологические схемы производства различных видов керамики: керамического кирпича, камней, искусственных пористых заполнителей, керамической облицовочной плитки, огнеупорных материалов и изделий, технической керамики ...
... ремонт или смазку машин при их работе, обязательная проверка неисправности оборудования перед началом работы на нем. [22,25] 2. Расчетная часть 2.1 Материальные расчеты Технологический процесс изготовления вкладыша-пустотообразователя состоит из ряда стадий, потери материала на которых составляют, % (масс): хранение и транспортировка - 5; литье изделий - 3; отделение литников - 3,8; ...
... новых технологий, оборудования и машин. 2.7 Выводы по анализу производственной деятельности Проведя анализ деятельности данного хозяйства, можно с уверенностью сказать, что хозяйство идёт по интенсивному пути развития, т.к. предприятие по сравнению с отчётным годом повысило свои основные экономические показатели, при этом увеличило количественный и качественный состав своего парка техники. ...
0 комментариев