Навигация
Автоматизация участка нагревательных печей и толстолистового стана кварто-2800
14009
знаков
2
таблицы
9
изображений
Курсовая работа
Тема: «Автоматизация участка нагревательных печей и толстолистового стана кварто – 2800»
Содержание
Введение
1. Технологический процесс прокатки стали 18ХН10Т на толстолистовом стане кварто-2800
2. Автоматизированная схема управления технологической линией
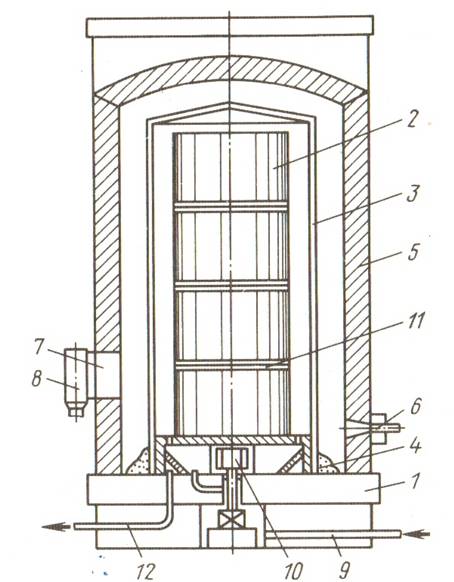
3. Автоматизация измерения температурного режима слитка в методической
печи
4. Автоматизация процесса регулирования толщины полосы на толстолистовом стане кварто 2800
5. Устройство и принцип работы AS-interface
Список использованной литературы
Введение
Практически давно было известно преимущество децентрализованной автоматизации. Принимая во внимание, что несколько лет назад тенденция управления и контроля технологическим процессом была отдана диспетчерам-операторам, то в настоящее время эта тенденция направлена к распределенным решениям, то есть к децентрализованным. Важные технологические моменты производственного процесса немедленно обрабатываются оператором на месте тем самым, обеспечивая децентрализованное управление. Только важная информация передается на центральный процессор. Преимущества таких решений очевидны:
· Небольшие и конкретные программы обеспечивают легкий ввод в действие участков цехов завода;
· Меньшее количество времени простоя, так как индивидуальные станции работают в реальном времени;
· Снижение процесса обмена данными между уровнями (диспетчерами) через систему шин;
· Более легкая, более быстрая установка и выбор систем расширения.
Из-за несложной структуры AS-i (Actuators Sensors Interface) является превосходным выбором для использования между датчиками / приводами и децентрализованным управлением.
1. Технологический процесс прокатки стали 18ХН10Т на толстолистовом стане кварто-2800
Слитки размером 1000–300–710 мм, весом до 3500 кг поступают из мартеновского цеха в листопрокатный цех №1, затем с помощью кранов транспортируются на линию печного рольганга и далее при помощи реечного толкателей задаются в методическую печь. Слитки нагреваются до температуры ![]() . После этого выдается при помощи гидравлического выталкивателя на главную линию стана. Прокатка осуществляется на стане кварто 2800 в несколько проходов. Раскат охлаждается под душирующей установкой до температуры
. После этого выдается при помощи гидравлического выталкивателя на главную линию стана. Прокатка осуществляется на стане кварто 2800 в несколько проходов. Раскат охлаждается под душирующей установкой до температуры ![]() . После чего поступает на участок отделки, где осуществляется разметка, порезка, маркировка и упаковка листа.
. После чего поступает на участок отделки, где осуществляется разметка, порезка, маркировка и упаковка листа.
Оборудование для производства толстолистового проката представляют собой комплексы технологически взаимосвязанных агрегатов нагревательных печей, прокатной клети, агрегатов правки, резки и отделки листов, а так же оборудование для транспортировки и взвешивания прокатываемого металла, расположенных последовательно, и образующих единую поточную линию.
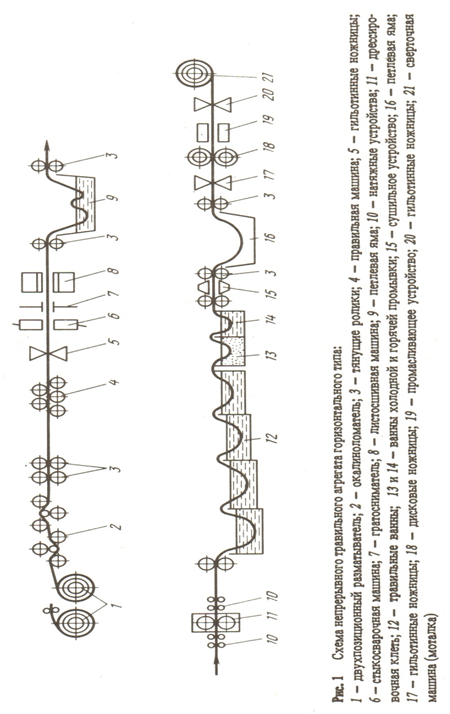
Сортамент продукции включает в себя стали для судостроения, котлостроения и др., толщиной от 8–30 мм, шириной 1500–2200 мм, длиной до 20 000 мм. Схема технологического процесса представлена на рис. 1.1.
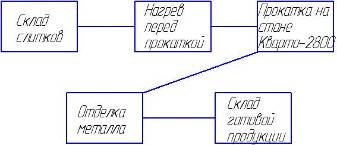
Рис. 1.1 Технологическая схема процесса получения листового металла на стане кварто – 2800
2. Автоматизированная схема управления технологической линией
Для осуществления управления технологическим оборудованием и реализованного на нём технологического процесса производства толстолистового проката, разработаем автоматизированную систему управления процессом оснащённую комплексом технических средств обеспечивающих выполнение её функций. Для автоматизации ЛПЦ – 1 целесообразно создание трёхуровневой АСУ ТП, состоящую из центральной и зональных УВМ, а также локальных систем управления.
Технологический процесс производства листа имеет дискретно-непрерывный характер, причём чётко выделяется ряд автономных, последовательно расположенных по ходу технологического процесса участков: участок приемки заготовки, методические печи, клеть, правильная машина, механизмы пореза горячего проката, агрегаты отделки и склад. Все эти участки отличаются друг от друга по характеру технологии; требуемому быстродействию операций управления (например, продолжительность нагрева измеряется часами, а время, затрачиваемое на прокатку металла в клети за один пропуск, составляет доли или единицы секунд); требуемой точности перемещения механизмов стана (от десятков миллиметров при раскладке заготовок на стеллажах участка приемки заготовки и до сотых долей миллиметра при установке нажимного механизма прокатной клети); объёму перерабатываемой информации. Это позволяет рассматривать процесс управления ТП цеха в целом как совокупность взаимосвязанных, но относительно независимых процессов управления на каждом из указанных участков, т.е. осуществить децентрализацию управления. В связи с этим целесообразно произвести декомпозицию АСУ ТП прокатного стана на две автономные зоны в соответствии с участками ТП (Табл.2.1):
– зона подготовки слитков;
– зона рабочей клети;
– зона отделки листа.
Таблица 2.1
| УВМ | |||||
| Зона нагревательных печей | Зона прокатных клетей | Хвостовая зона | |||
| ЛСУ УУ | ЛСУ ТП | ЛСУ УУ | ЛСУ ТП | ЛСУ УУ | ЛСУ ТП |
| -СУ устройствами транспортировки заготовок в зоне. – СУ показателями тепловой работы нагревательных печей. – СУ показателями теплового состояния заготовок. | -СУ температурой заготовки, – СУ изменением веса заготовки. | -СУ скоростью вращения валков, – СУ положением валков, | -СР показателей состояния прокатываемых полос между клетями стана, – СР размеров профиля прокатываемых полос. | -СУ ножницами, – СУ устройствами холодильника, – СУ моталками, СУ расходом охлаждающей жидкости по секциям установки ускоренного охлаждения проката. | -СУ раскроя раската на ножницах. – СУ холодильником, – СР температуры проката на выходе из стана. |
В зону подготовки входят агрегаты зачистки и порезки заготовки, а также обслуживающие их транспортные устройства. Зона рабочей клети включает нагревательные печи, прокатную клеть, правильную машину, ножницы и листоукладчик. В зону отделки входят обслуживающие транспортные устройства.
В состав АСУ ТП входит также автоматизированная система информационного сопровождения и оперативного управления.
Непосредственное управление цехом в процессе производства осуществляют локальными системами управления устройствами и технологическими переменными стана.
Наряду с расчленением АСУ ТП всего цеха на отдельные участковые АСУ ТП в соответствии с ходом технологического процесса, произведём выделение одинаковых функциональных уровней в каждой участковой АСУ ТП. Функциональная схема АСУ ТП стана кварто – 2800 представлена на рис. 2.1. В результате общая распределенная схема построения АСУ ТП стана представлена на рис. 2.2.
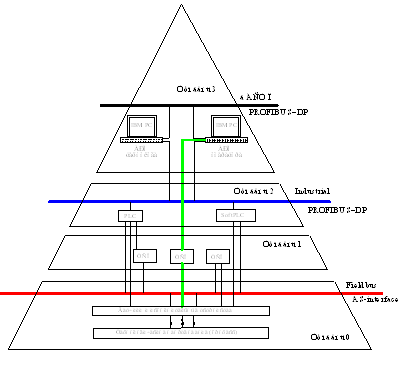
Рис. 2.1 Структура распределенной АСУ ТП стана кварто – 2800
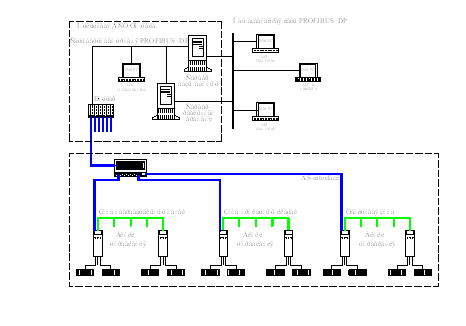
Рис. 1.2 Функциональная схема АСУ ТП стана кварто – 2800
На первом уровне обеспечивается дистанционное управление автоматизированными приводами с постов управления, причём операторы осуществляют пуск и торможение электропривода или только пуск. В последнем случае сигнал на торможение подаётся автоматически в функции положения механизма или прокатываемого металла. Формирование переходных процессов, оптимизированных по заданному критерию, обеспечивается системой электропривода.
Второй уровень структуры предназначен для управления отдельными механизмами и агрегатами по жёстким программам, выбираемым операторами.
Третий уровень оптимизирует управление второго уровня на основе моделей процесса, в том числе модели зоны деформации. Данная структура обусловлена надёжным управлением отдельными технологическими участками, возможностью поэтапного ввода и наращивания задач автоматизации, как по вертикали (уровни АСУ), так и по горизонтали (технологические участки стана), а также хорошей приспособленностью к широкому использованию ЭВМ.
Исходя из требований обеспечения надёжности, каждый уровень АСУ может функционировать самостоятельно, поэтому вывод из работы верхних уровней не вызывает прекращения функционирования первого и второго уровней. Как правило, 2 уровень структуры обеспечивает управление ТП по жестким программам, выбираемым оператором, а 3 уровень оптимизирует управление 2 уровня уже без участия оператора.
Похожие работы
... рулонной стальной полосы (холодная прокатка с небольшими обжатиями в пределах 0,5/3,0%) применяют четырехвалковые станы: одноклетевые нереверсивные, одноклетевые реверсивные, двухклетевые нереверсивные. Холодную прокатку полос и листов из алюминиевых сплавов осуществляют на реверсивных и нереверсивных одноклетевых четырехвалковых станах с бочкой валков длиной 1700/2800 мм или на непрерывных ...
0 комментариев