Навигация
Автоматизация измерения температурного режима слитка в методической печи
14009
знаков
2
таблицы
9
изображений
3. Автоматизация измерения температурного режима слитка в методической печи
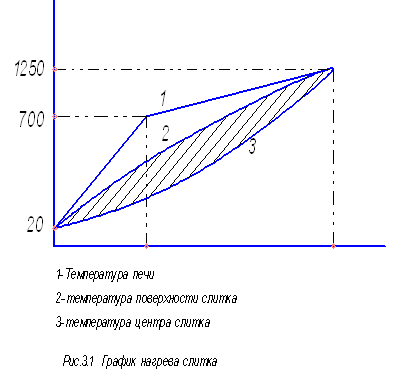
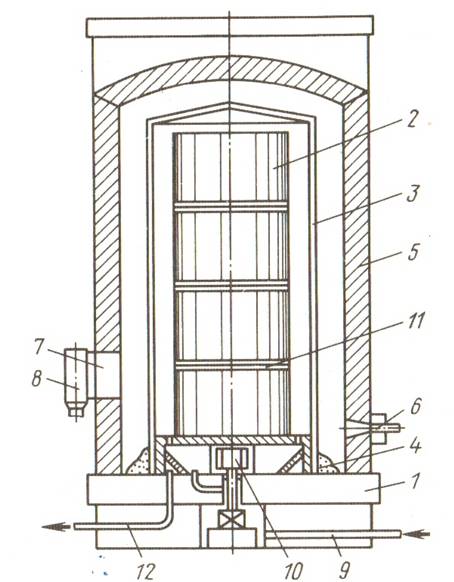
Для полного представления о системе регулирования температуры в печах, более детально рассмотрим систему управления зонами нагревательной печи, где производится нагрев слитков по заданному режиму (рис. 3.1).
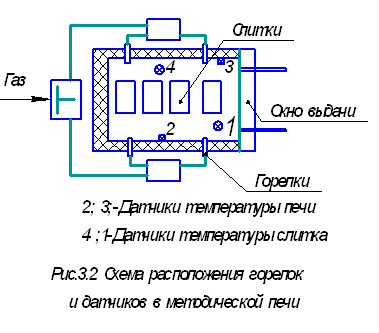
Температура в печи замеряется двумя датчиками, расположенными в разных местах, температура слитка – двумя датчиками с разных сторон (рис. 3.2).
При создании системы автоматизированного управления печи параметры следующие: температура печи, расход топлива, температура слитка в печи.
В качестве датчиков температуры печи целесообразно применить платино-родиевую термопару, характеристики которой представлены в табл. 3.1.
Таблица 3.1. Характеристики термопары, для измерения температуры печи
| Условное обозначение | Материал термоэлектродов | Предел преобразования, (при работе в кратковременном режиме), 0С | Погрешность термоЭДС, мВ | |
| До 300 0С | Свыше 3000С | |||
| ТПР-30/6 | Платинородий (30% родия) – платинородий (6% родия) | 300…1600 (1800) | – | ±(0,01+3,3х х10-5(t-300)) |
Недостатки термопар – невысокая чувствительность, большая инерционность, необходимость поддержания постоянной температуры свободных спаев.
Для определения температуры слитка в методической печи с целью оптимального контроля за температурой нагрева применим пирометры спектрального отношения.
Принцип действия пирометров спектрального отношения основан на измерении отношения интенсивности излучения нагретого тела в двух участках спектра, что однозначно определяет цветовую температуру нагретого тела. Под цветовой понимают ту температуру абсолютно черного тела, при которой отношение интенсивностей излучения в двух длинах волн равно отношению интенсивностей излучения нагретого тела в тех же длинах волн.
Преимуществом этого метода измерения температуры по сравнению с другими оптическими методами является то, что при помощи его можно измерить температуру тела, излучение которого отличается от излучения черного тела. Результат измерения в этом случае не зависит от излучательной способности тела, если она одинакова для двух длин волн.
Скорость замера температуры ![]()
Потребляемая мощность пирометра около 50 ВА при напряжении 220 В и частоте 50 Гц.
Функциональная схема регулирования температуры в печи и замера температуры слитка представлена на рис. 3.3.
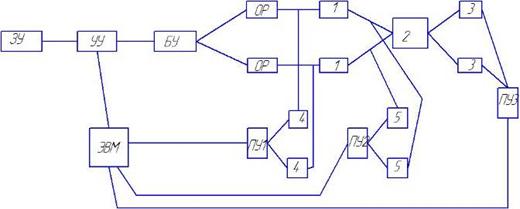
Рис. 3.3 Функциональная схема регулирования температуры в методической печи:
1 – горелка; 2 – слиток; 3 – датчик температуры слитка; 4 – расходомер; 5 – датчик температуры печи.
4. Автоматизация процесса регулирования толщины полосы на толстолистовом стане кварто 2800
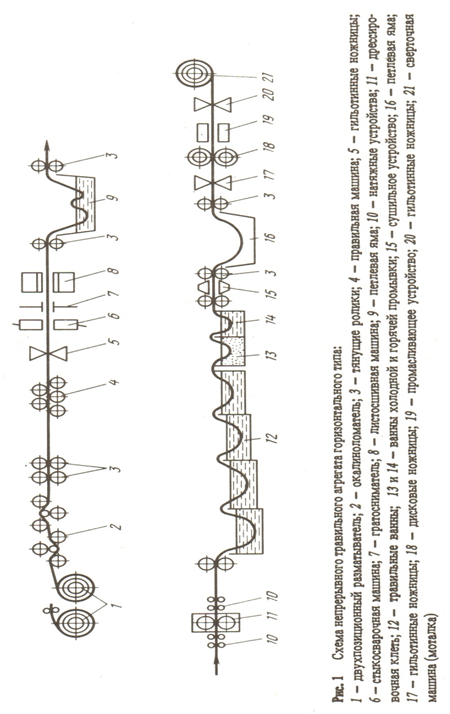
На листовых станах горячей прокатки в функции управляющей электронной вычислительной машины входят посадка и выдача слябов из нагревательных печей, регулирование теплового режима нагревательных печей, дистанционная перестройка черновых и чистовых клетей стана, регулирование толщины полосы в непрерывной группе клетей, регулирование ширины полосы, регулирование скоростного режима непрерывной группы клетей, регулирование температурного режима прокатки и смотки полос, управление летучими ножницами, управление моталками и конвейерами, слежение за слябами и раскатами по линии стана, сбор информации и учет продукции.
Система автоматического регулирования толщины (САРТ) полосы предназначена для обеспечения получения горячекатаных полос с минимальными колебаниями толщины и ширины относительно заданных.
Комплексная автоматизация процесса прокатки» на листовых станах позволяет улучшить качество продукции по размерам и механическим свойствам, повысить производительность прокатного стана и цеха в целом, сократить численность обслуживающего персонала, а также повысить другие показатели работы стана.
Функция САРТ следующая:
Осуществляет коррекцию толщины полосы по показаниям рентгеновского измерителя толщины.
Функциональная схема САРТ приведена на рис. 4.2
На рис. 4.1 показана схема управления нажимным устройством, измерение толщины полосы осуществляется двумя рентгеновскими датчиками на входе и выходе из клети. Регулирование толщины полосы осуществляется с помощью гидравлического нажимного устройства. Главным параметром в данном процессе является толщина полосы.

Рис. 4.1. Схема управления нажимным устройством:
1,2 – датчик измерения толщины; ЗУ – задающее устройство; БУ – Блок управления гидроцилиндром; ПУ – преобразующее устройство
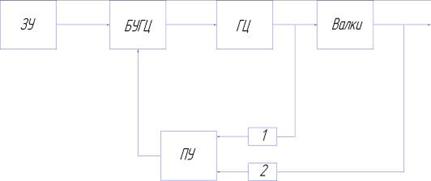
Рис. 4.2. Функциональная схема регулирования ширины полосы
5. Устройство и принцип работы AS-interface
Отличительной чертой AS-интерфейса является использование одного 2-жильного кабеля для обмена данными и подвода питания к датчикам и исполнительным устройствам. Для питания сетевых устройств должны использоваться только специальные блоки питания, предназначенные для работы в AS-интерфейсе. Обычные стабилизированные блоки питания могут использоваться только для питания вспомогательных цепей сетевых устройств AS интерфейса.
Сетевой кабель имеет оболочку специального профиля, что исключает возможность ошибок при монтаже сетевых компонентов. Подключение новых компонентов производится методом прокалывания оболочки кабеля.
В составе AS-интерфейса могут использоваться:
• Ведущие сетевые устройства в виде коммуникационных процессоров программируемых контроллеров SIMATIC S5/S7 и станций распределенного ввода-вывода SIMATIC ET 200M/X, а также модулей связи DP/AS-i.
• Сетевой кабель AS-интерфейса с оболочкой специальной или круглой формы.
• Повторители/ расширители.
• Блоки питания AS интерфейса.
• Модули для подключения стандартных датчиков и исполнительных устройств.
• Датчики и исполнительные устройства с встроенным интерфейсом ведомых устройств.
• Приборы для установки сетевых адресов ведомых устройств AS-интерфейса.
• Оборудование и аппаратура других производителей. Конфигурация AS-interface представлена на рис. 5.1.
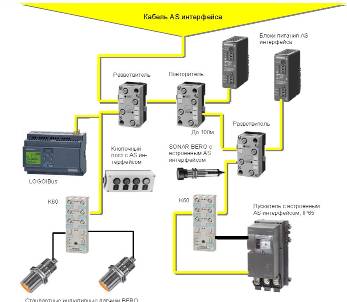
Рис. 5.1. Конфигурация AS-interface
Список использованной литературы
1. Коновалов Ю.В. Справочник прокатчика. М.: Металлургия, 1997, 312 – с.
2. Климовицкий М.Д. Приборы автоматического контроля в металлургии. М.: Металлургия, 1989, 296 – с.
3. Выдрин В.Н., Федосиенко А.А. Автоматизация прокатного производства. М.: Металлургия, 1986, 232 – с.
Похожие работы
... рулонной стальной полосы (холодная прокатка с небольшими обжатиями в пределах 0,5/3,0%) применяют четырехвалковые станы: одноклетевые нереверсивные, одноклетевые реверсивные, двухклетевые нереверсивные. Холодную прокатку полос и листов из алюминиевых сплавов осуществляют на реверсивных и нереверсивных одноклетевых четырехвалковых станах с бочкой валков длиной 1700/2800 мм или на непрерывных ...
0 комментариев