Схема управления участка, права и обязанности мастера и бригадира
Расчет потребности оборудования, подъемно-транспортных средств
Требования, предъявляемые к технологическому процессу
Определение необходимого количества воды, электроэнергии, на бытовые и производственные нужды, сжатого воздуха, тепла
Экономическая часть
Расчет производительности труда заданного участка
Навигация
Схема управления участка, права и обязанности мастера и бригадира
Организация работы участка по ремонту электрооборудования пассажирских вагонов
38102
знака
6
таблиц
0
изображений
1.7 Схема управления участка, права и обязанности мастера и бригадира
В обязанности мастера входит:
– обеспечения выполнения участком в установленный срок планов заданий по объему производства продукции высокого качества, повышения производительности труда.
– своевременное доведение производственных заданий бригадам.
– создание условий для выполнения рабочими участка норм выработки и норм заданий.
– своевременный пересмотр норм трудовых затрат.
– внедрение передовых методов и приёмов труда, средств механизации и автоматизации производственных процессов.
– проведение производственных инструктажей рабочим обеспечение контроля за выполнением производственных операций.
– создание в трудовом коллективе обстановке взаимной помощи.
– осуществление мероприятий по повышению культуры производства.
Мастер имеет право:
– участвовать в разработки и обсуждении текущих, перспективных, а также встречных планов.
– производственную расстановку рабочих в соответствии с технологическим процессом, их квалификации и специальности.
– принимать участие в работе, а также в работе комиссии по превышению квалификационных разрядов.
– премировать по согласованию с профгруппторгом.
– вносить предложения о привлечении рабочих участка дисциплинарной ответственности за нарушение трудовой ответственности.
Бригадир руководит группой рабочих, если он, не освобождённый от производственной работы, получающий за выполнение своих обязанностей доплату к тарифной ставки. Он подчинён мастеру и обязан обеспечить выполнение плановых заданий, высокое качество работ, эффективное использование и сохранность оборудования, приспособлении и инструмента, экономичное расходование материалов. Бригадир проводит инструктаж рабочих и оказывает им техническую помощь выполнении работ. Назначают бригадира начальник депо по докладу мастера производственного участка.
1.8 Технологический процесс работы участка, основные неисправности узла, устраняемые на участке, схема выполнения технологического процесса
Наиболее распространенными неисправностями электромагнитных реле и контакторов являются: нарушение регулировки, подгорание контактов, излом или ослабление пружин, обрыв и межвитковые замыкания в катушках, загрязнение и заедание подвижной системы, перегорание добавочных резисторов и ослабление клеммных соединений.
Поступившие в ремонт реле, контакторы и переключатели осматривают, проверяют на стенде. Если подвижная система перемещается несвободно, то снимают якорь и шлифуют его ось. Проверяют отсутствие обрывов и межвитковых замыканий в катушках, а также сопротивление их изоляции, которое должно быть не менее 0,5 МОм. Осматривая параллельные катушки, проверяют их сопротивление, состояние покровной изоляции и выводных концов. Неисправную изоляцию заменяют, дефектные выводные концы перепаивают. После этого катушку пропитывают изоляционным лаком, сушат в печи, окрашивают снаружи покровным лаком и вновь сушат в печи. Заменяют кабельные наконечники, имеющие трещины, изломы и другие повреждения. Наконечники с недоброкачественной пайкой или повреждением более 10% жил перепаивают.
Контакты реле, силовые контакты контакторов, имеющие забоины и заусенцы, следы оплавления и нагара, зачищают надфилем, при этом нельзя искажать их профиль. Стальные и медные контакты зачищают мелкой шкуркой. Посеребренные блокировочные контакты протирают полотном, смоченным в бензине. Контакты, имеющие трещины, заменяют; при изношенности по толщине более 60% контакты можно восстанавливать путем наплавки медью или серебром. Дугогасительные камеры и рога от нагара и оплавление очищают напильником или стальной щеткой; камеры, имеющие трещины, заменяют исправными, при этом проверяют, чтобы подвижная система контактора не задевала за стенки камер (должен быть зазор не менее 1 мм) и металлические полюсы камеры плотно прилегали к сердечнику дугогасигельной катушки. Все пружины ремонтируемых аппаратов осматривают и при необходимости (например, невозможность настройки аппарата, недостаточное контактное давление) проверяют. Пружины, имеющие трещины, изломы, отклонения от номинальных значений в числе витков, диаметре проволоки и длине, а также не обеспечивающие заданную характеристику (зависимость деформации пружины от приложенной нагрузки), заменяют новыми. В коммутационных аппаратах проверяют переходные сопротивления контактов после 10–20‑кратного их срабатывания; переходные сопротивления не должны отличаться более чем на 10 мм от среднею значения, полученного при измерениях.
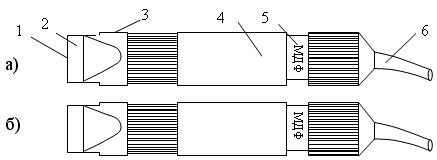
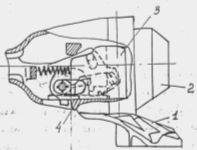
После сборки аппарата регулируют раствор, провал и нажатие контактов. Раствор можно измерить стальным шаблоном (рис. 1, а) или штангенциркулем. Шаблон должен иметь две стороны ПР (проходную) но наименьшему допустимому раствору контактов и НП (не-проходную по наибольшему допустимому раствору). В реле провалом называют расстояние П (рис. 1, б), на которое мог бы переместиться подвижной контакт от начала соприкосновения с неподвижным до окончания процесса включения контакта (до окончания перемещения якоря) при условии, что после первоначального соприкосновения неподвижный контакт был бы убран. Это расстояние невозможно измерить в собранном аппарате, поэтому о нем судят по зазору, характеризующему провал. Если, например, в контактной системе, показанной на рис. 1, б измерить зазор δ, расстояние L1 до места касания контактов и L., до места измерения зазора, то провал можно определить но формуле П=δL1/L2.
Нажатие контактов в реле измеряют с помощью динамометра, хлопчатобумажной ленты и полоски тонкой бумаги, которую закладывают между контактами (при измерении бумага должна свободно вытягиваться из-под контакта рукой). Петлю хлопчатобумажной ленты надевают в точке касания контактов или так, как показано на рис. 1, в% чтобы крючок динамометра располагался, но оси контакта. Если таким образом зацепить динамометр нельзя, петлю накидывают на пластину подвижного контакта в другом месте, при этом нажатие контактов определяют по показанию динамометра Рд по формуле Р = Рдlд/lК, где lд и lк – расстояния от оси поворота якоря до места зацепления петли динамометра и места касания контактов. Регулируют нажатие контактов изменением положения неподвижного контакта 3 или изменением натяжения контактной пружины.
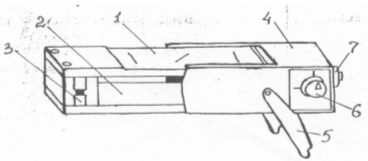
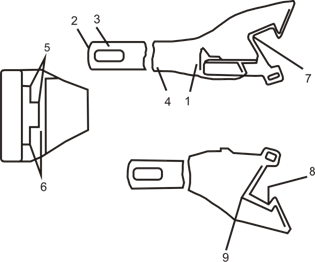
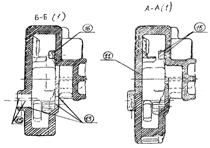
Нажатие контактов в контакторах определяют динамометром. Начальное нажатие определяют по усилию, при котором бумажная полоска 6 (рис. 2, а), проложенная между подвижным контактом и его упором, свободно выходит из-под контактов. Для измерения конечного нажатия (рис. 2, б) полоску из бумаги прокладывают между замкнутыми главными контактами; усилие динамометра в момент освобождения бумажной полоски определяет конечное нажатие контактов. Провал контактов П определяют но изменению зазора б между подвижным контактом и его упором во включенном положении контактов. Раствор контактов измеряют при разомкнутом положении контактов в самом узком месте между ними.
При испытаниях электрических аппаратов проверяют сопротивление катушек реле, контакторов и пускателей, сопротивление изоляции по отношению к корпусу и электрическую прочность изоляции относительно корпуса. Сопротивление катушек не должно отличаться от номинального более чем на +5 или –8%, а сопротивление изоляции их должно быть не менее 0,5 МОм для низковольтных аппаратов и 3 МОм для высоковольтных. Электрическую прочность изоляции катушек электрических аппаратов проверяют переменным током частотой 50 Гц в течение 1 мин при напряжении, которое зависит от номинального напряжения аппарата:
Номинальное напряжение аппарата, В до 150 150–400 3000
Испытательное напряжение, В, для катушек 1500 1850 1 500
Для силовой части аппарата 1500 1850 11000
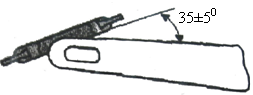
Затем катушку, реле контактора или пускателя включают под напряжение и проверяют четкость его включения и отключения. Катушка должна обеспечивать нормальное включение контактов без вибраций и замедлений при 85% номинального напряжения. Проверяя реле и контактор под напряжением, убеждаются, что якорь не прилипает к сердечнику. Прилипать якорь может в тех случаях, когда между ним и сердечником нет немагнитной прокладки или толщина ее недостаточна. Такой аппарат может не отключаться даже при полном снятии напряжения (нормально он должен отключаться при напряжении 35 – 40% номинального). Проверяют и настраивают коммутационную аппаратуру на испытательных стендах вместе с генераторами или электродвигателями того типа, с которыми они должны работать на вагоне. При регулировании воздействуют на соответствующие регулирующие элементы (регулировочные винты, резисторы и др.), добиваясь, чтобы реле включалось и выключалось при установленных значениях тока и напряжения.
У автоматических выключателей проверяют состояние их рабочих контактов и дугогасительных камер. Контакты, имеющие механические повреждения, зачищают и заменяют камеры. Проверяют действие расцепителя при обесточенном состоянии аппарата. Осматривают шарниры рычажной системы, трущиеся части их смазывают техническим вазелином. После установки на щит проверяют крепление клеммных соединений проводов. При неисправностях подвижной системы, рас-целителей и других узлов автоматический выключатель ремонтируют или заменяют.
Все автоматические выключатели, установленные на щитах, сняты с вагонов, отремонтированные или полученные со склада, испытывают на стенде, чтобы определить время срабатывания теплового расцепителя и ток срабатывания электромагнитного расцепителя. Настраивают ток срабатывания на эталонных автоматических выключателях или имитирующих их катушки эталонных резисторах, что позволяет избежать предварительного нагрева тепловых расцепителей испытываемых выключателей в процессе настройки. При токе, равном нижнему пределу отклонения от тока у ставки, электромагнитный расцепитель не должен срабатывать, а при токе, равном верхнему пределу, должен срабатывать четко; срабатывание возможно также между нижним и верхним пределами токов. Таким же образом осуществляют проверку работы тепловых расцепителей (в холодном состоянии). Все цепи многополюсных выключателей испытывают одновременно; при раздельном их испытании контрольные токи увеличивают на 25 – 30% по сравнению с приведенными в технических данных.
Похожие работы
... износы при перемещении вагонов, исключить возможность саморасцепов и увеличить межремонтные сроки. 4. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ РЕШЕНИЙ ПРОЕКТА 4.1 Обеспечение безопасности работ на контрольном пункте автосцепки Ремонт пассажирских вагонов производят в вагонном депо, специализирующимся на ремонте цельнометаллических вагонов, в соответствии с руководством и инструкциями по деповскому ...
... редукторное 0,068 46000 3128 Лабонит 100 10,86 1086 Тряпка мягкая 0,122 200 24,4 Веники 10 18,08 180,8 Итого: 5639937,47 Расход материалов на одну колесную пару: 13857,34 2.7 Описание технологического процесса работы колесного участка Технологический процесс ремонта колёсной пары (при полном освидетельствовании ). Осмотр колёсной пары при ТО-3 и ...
... участка. Принимаем процент узлов и деталей, поступающих в ремонт на условиях кооперации из эксплуатационного депо для тележечного участка =30% Принимаем программу для тележечного участка 1000 ед. 2. Совершенствование технологии контроля автосцепочного устройства 2.1 Виды и порядок осмотра автосцепочного устройства Автосцепное устройство подвижного состава должно постоянно находиться ...
... , обращаются грузопассажирские поезда, которые формируются из пассажирских и грузовых вагонов и имеют вес, соответствующий весу грузового поезда. Основой организации пассажирских перевозок является график движения пассажирских поездов, который разрабатывается по данным о пассажиропотоках и увязывает технологический процесс всех подразделений и служб, обеспечивающих эти перевозки. Нумерация ...
0 комментариев