Навигация
Транспортирование цемента и заполнителей в расходные бункера
58580
знаков
11
таблиц
6
изображений
5.4 Транспортирование цемента и заполнителей в расходные бункера
После разгрузки с железнодорожных вагонов, цемент, а также заполнители крупный и мелкий подаются на соответствующие складские помещения. Затем каждый из компонентов бетонной смеси подаётся в бетоносмесительный цех.
Цемент поступает на склад следующим образом:
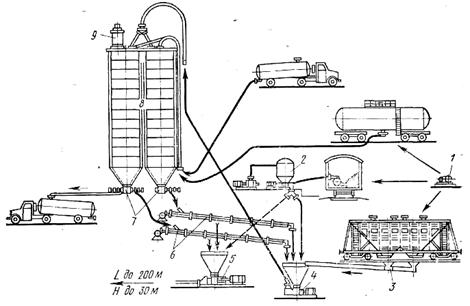
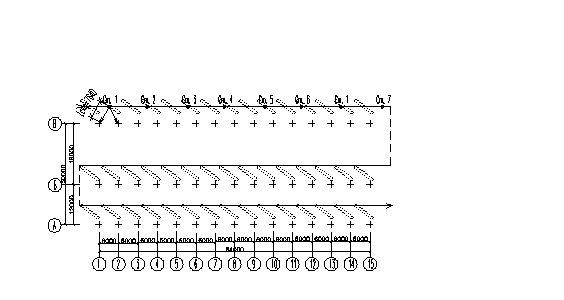
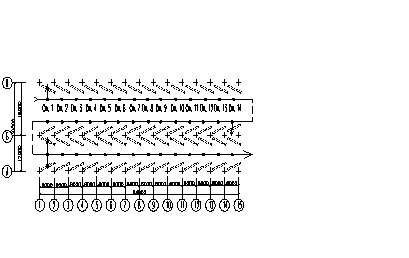
Рисунок 5. Схема разгрузки-погрузки транспортных средств на складе цемента.
1–маневровая лебедка; 2–вакуумный разгрузчик; 3–винтовой конвейер с очистной секцией; 4–пневматический подъемник; 5–пневматический винтовой насос; 6–аэрожелоб; 7–донный разгружатель; 8–силоса; 9–камера осаждения с фильтром.
Из вагонов цемент в силосы выгружается разгрузчиком всасывающе-нагнетательным ТА-26 с производительностью 20 т/ч. В бетоносмесительный цех цемент подается пневматическим камерным насосом ТА-23 производительностью 30 т/ч[3, с.184].
Заполнители подаются в расходные бункера БСЦ ленточным конвейером ТК-3 с шириной ленты 650 мм и производительностью горизонтального 90 т/ч, наклонного под углом 180 – 45 т/ч [3, с.336].
Число отсеков расходных бункеров принимаем равным по ОНТП-7-80 для: цемента – 2, для песка – 2, для щебня – 3 [1, с.14].
Объем отсеков расходных бункеров для заполнителей и цемента определяется по формуле:
![]()
где Vсм – объем смесителя по загрузке, м3;
bб – коэффициент выхода бетонной смеси;
nз – нормативное число замесов в час;
зч – запас материалов в расходных бункерах, ч;
Qсм – расход материала на 1 м3 бетона, м3;
nотс – число отсеков.
Для цемента запас – 3 ч, для заполнителей – 2 ч [1, с.14].
Для цемента:
![]()
Для песка:
![]()
Для щебня:
![]()
Транспортируется бетонная смесь из БСЦ в формовочный цех по бетоновозной эстакаде, оборудованной тремя самоходными тележками.
Объёмы приёмных бункеров принимаем 2,5 м3 .
Механизмами дозировочного управления отделения и бетоносмесительного отделения управляет оператор с центрального пульта, дозирование осуществляется автоматическими циферблатными дозаторами. Они работают в паре с вторичными приборами, установленными в помещении оператора. Управление выпускными затворами дозаторов и бетоносмесителей осуществляется пневмоприводами с электромагнитными клапанами. Всеми производственными процессами управляет оператор из центрального пульта, в котором кроме пульта управления размещен щит технологической световой сигнализации.
7 Проектирование складов цемента и заполнителей
Цемент
Складирование и хранение цемента производится в специализированном прирельсовом складе силосного типа.
Цемент поступает на склад в железнодорожных вагонах всех видов (крытых, бункерного типа, цементовозах с пневмовыгрузкой) и в саморазгружающихся автоцементовозах с пневмовыгрузкой.
Емкости для хранения цемента оснащаются аэрационными сводообрушающими устройствами.
Склад цемента должен быть герметичным и обеспечивать защиту цемента от атмосферной и грунтовой влаги.
Цемент хранят по видам и маркам раздельно в силосах. Во избежание слеживания цемент периодически перекачивают из силоса в силос.
При длительном хранении цемента (свыше двух месяцев) необходимо обязательно проверять его активность перед применением для приготовления бетонной смеси.
Заполнители – щебень и песок
Хранение щебня и песка осуществляется в крытом складе эстакадно-полубункерного типа.
Поступающие на завод заполнители разгружаются в специальный приемный бункер, откуда наклонным ленточным транспортером подаются к ленточному конвейеру, распределяющему щебень и песок в соответствующие отсеки склада.
На складе заполнители принимают по объему или массе в состоянии естественной влажности.
Объем заполнителей при необходимости определяют по замерам в транспортных средствах, а массу путем взвешивания.
Складирование и хранение щебня осуществляется отдельно по фракциям. Смешивание щебня различных фракций при складировании и хранении не допускается.
Вместимость складов заполнителей и цемента определяем по формуле:
![]() ,
,
где nсм – число смесителей;
Vсм – объем смесителя;
bб – коэффициент выхода бетонной смеси;
Qсм – расход материала на 1 м3 бетона, м3;
Зс – запас заполнителей или цемента на заводских складах, расчетные рабочие сутки.
Для цемента
Qсм = 400 кг/м3 = 0,35 м3/м3;
Зс = 10 суток [1, с.10].
Для песка
Qсм = 486 кг/м3 = 0,5м3/м3;
Зс = 10 суток [1, с.9].
Для щебня
Qсм = 1386 кг/м3 = 0,95 м3/м3;
Зс =10 суток [1, с.9].
Vскл.цем=2×0,375×0,67×30×0,35×8×3×10 = 1266,3 ![]() .
.
С учетом коэффициента заполнения емкостей 0,9 [1, с.10]
Vскл.цем = 1266,3/0,9 = 1407 м3=1688 т;
Принимаем 5 силосных банок емкостью 400 т каждая.
Vскл.песка=2×0,375×0,67×30×0,5×8×3×10=1809 м3;
С учетом коэффициента заполнения емкостей 0,85: Vскл.песка=2128,2 м3.
Vскл.щебня=2×0,375×0,67×30×0,95×8×3×10 = 3437,1 м3;
С учетом коэффициента заполнения емкостей 0,9: Vскл.щебня = 3819 м3 .
Таблица 6. Технические характеристики складов для хранения сырьевых материалов.
| Материал | Тип склада | Вместимость | Число силосов (отсеков) | Годовой грузооборот | Площадь l×b, м |
| Цемент | Прирельсовый, силосный | 1800 т | 9 | 30000 т | - |
| Песок | Прирельсовый, закрытый штабельно-полубункерный | 3000 м3 | ------------ | 85000 м3 | 115×30 |
| Щебень | 4000 м3 | ------------- | 100000 м3 | 140×30 |
Похожие работы
... 1798181,5 - - - - Всего сметная стоимость 39868706 1820139 2511253 295369 - 33869 5280 Объектная смета на строительство завода цинкования мелкоразмерных конструкций Результат сметных расчетов по общестроительным, санитарно-техническим, электрическим работам сводятся в смету на объект, которая составляется ...
... строительная уплотнительная УМС-50, кг 360 1483,2 3. Основные положения по организации и планированию строительства объекта Метод производства работ – поточный, с разбивкой на две захватки по пролетам, работы ведутся двумя кранами. Один возводит каркас здания, второй навешивает стеновые панели. Работы выполнять в следующем порядке: - монтаж колонн крайнего и среднего ряда; - ...
... Полы, являясь конструктивным элементом, который постоянно подвергается эксплуатационным воздействиям, составляют от 5 до 25% от общей стоимости одноэтажных зданий. Их проектируют с учетом требований СНиП 2.03.13-88 «Полы. Нормы проектирования». При выборе вида и конструктивного решения пола прежде всего необходим учет характера производственных воздействий на пол, а также требований, выполнение ...
... сжатие стержней между собой. Процесс точечной сварки может длиться доли секунды при применении тока в несколько десятков тысяч ампер. По агрегатно-поточному способу производства преимущественно изготовляют предварительно напряженные многопустотные настилы и панели перекрытия, плиты покрытия размером 3×6, 3×12 и 3×16 м. а также колонны и свай. На первом посту производят распалубку ...
0 комментариев