Навигация
Визначаємо вихідний індекс залежно від маси кування, класу точності, групи сталі й ступеня складності
48227
знаков
8
таблиц
8
изображений
4. Визначаємо вихідний індекс залежно від маси кування, класу точності, групи сталі й ступеня складності.
5. Визначаємо основні й додаткові припуски й допуски, розміри заготівлі.
Таблиця 6.1. Значення в міліметрах
| Тип | Розмір деталі | Основний припуск | Додатковий припуск | Допуск | Розмір заготівлі |
| 850 | 3,0 | 0,3 | +3,0 1,5 | 856,6+3,0 1,5 | |
| Лінійні | 10 | 1,9 | 0,3 | +1,6 0,9 | 14,4+1,6 0,9 |
| 178 | 3,0 | 0,3 | +3,0 1,5 | 179,1+3,0 1,5 | |
| Æ48 | 1,8 | 0,3 | +1,6 0,9 | 52,2+1,6 0,9 | |
| Діаметри | Æ36 | 1,9 | 0,3+1,0=1,3 | +1,4 0,8 | 42,4+1,4 0,8 |
| Æ32 | 1,9 | 0,3+1,0=1,3 | +1,4 0,8 | 38,4+1,4 0,8 |
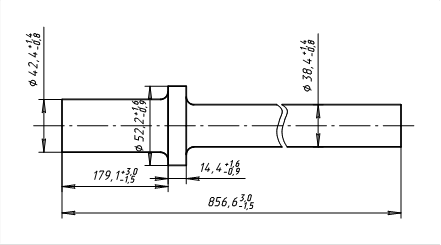
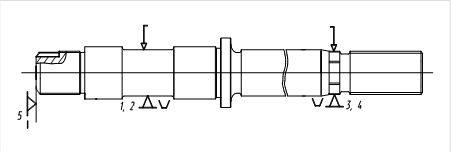
Малюнок 6.1 - Ескіз кування на ГКМ
6. Штампувальні ухили 50
7. Радіуси R4 мм
8. Величина зсуву, що допускається, по площині
рознімання матриці 0,8мм
9. Величина, що допускається, залишкового облоя 1,0мм
10. Величина, що допускається, заусенца по площині
рознімання матриці 2,0мм
11. Відхилення, що допускаються, по зігнутості 2,0мм
12. Уточнюємо масу кування:
Vп=p* (d12*L1+ d22*L2 +d32*L3) /4 (6.6)
Vп=3,1415* (42,42*179,1+52,22*14,4+38,42*663,1) /4=1051645,9 мм3
Mп=Vп*0,00785=1051645,9*0,00785=8255г =8,26 кг
6.3 ПрокатЗі стандартного ряду діаметрів за ДСТ 2590-71 вибираємо сталь круглу (52, точність звичайна, спосіб відрізки прес-ножиці.
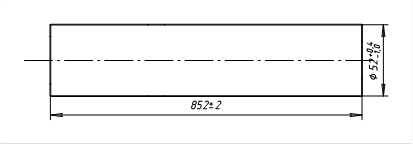
Малюнок 6.2 - Ескіз заготівлі із прокату
Знаходимо масу заготівлі із прокату:
Mз=Vз*0,00785 (6.7)
Vз=p*522*852/4=1809406 мм3
Mз=1809406*0,00785=14203г= 14,2 кг
6.4 Порівняння способів одержання заготівліТаблиця 6.2
| Показники | Штампування на ГКМ | Прокат Æ52x852 |
| Клас точності | Т4 ДЕРЖСТАНДАРТ 7505-89 | h12 |
| Група складності | 2 | - |
| Маса заготівлі Q, кг | 8,26 | 14,2 |
| Вартість 1т заготівель, грн | 373 | 295 |
| Вартість 1т стружки Sотх, грн | 25 | 25 |
Вартість заготівлі, одержуваної на ГКМ:
Sзаг= (Ci*Q*kТ*kС*kB*kM*kП/1000) - (Q-q) *Sотх/1000 (6.8)
Sзаг= (373*8,26*1*1,7*0,81*0,9*1/1000) - (8,26-4,54-1,95) *25/1000=3,774 грн.
Вартість заготівлі із прокату
Sзаг=Q*S/1000- (Q-q) *Sотх/1000 (6.9)
Sзаг=14,2*295/1000- (14,2-4,54-3,57) *25/1000=4,037 грн.
Sзаг1 < Sзаг2
Mзаг1 < Mзаг2
Виходячи й проведених техніко-економічних розрахунків собівартості одержання двох варіантів заготівель і вимог по економії матеріалів вважаю за доцільне застосувати для одержання заготівлі метод малодоходні на ГКМ.
7. Розробка варіанта технологічного маршруту механічної обробки деталі
Розробка технологічного маршруту обробки деталі Шток проводиться на підставі типового технологічного процесу обробки вала з урахуванням дрібносерійного типу виробництва.
7.1 Вибір обґрунтування способів обробки поверхонь заготівлі
На підставі типового технологічного процесу визначаємо послідовність методів обробки для кожної поверхні деталі (МОП).
Таблиця 7.1 - Маршрут обробки поверхонь
| N п. | Точність | Шерох. | Маршрут обробки поверхні |
| 1 | 14 | 3,2 | Гостріння чорнове або Фрезерування чорнове |
| 2 | 14 | 6,3 | Фрезерування чорнове |
| 3 | 14 | 3,2 | Гостріння чорнове, Гостріння фаски |
| 4 | 6 | 1,6 | Гостріння чорнове, Гостріння напівчистове, Накочування різьблення |
| 5 | 14 | 3,2 | Гостріння чорнове, Гостріння канавки |
| 6 | 14 | 3,2 | Гостріння чорнове, гостріння напівчистове |
| 7 | 9 | 1,6 | Гостріння чорнове, гостріння напівчистове, Шліфування попереднє |
| 8 | 14 | 3,2 | Гостріння чорнове, гостріння напівчистове |
| 9 | 14 | 3,2 | Гостріння чорнове, гостріння напівчистове |
| 10 | 14 | 3,2 | Гостріння чорнове, гостріння напівчистове |
| 11 | 9 | 1,6 | Гостріння чорнове, гостріння напівчистове, Шліфування попереднє |
| 12 | 14 | 3,2 | Гостріння чорнове, Гостріння канавки |
| 13 | 14 | 0,4 | Гостріння чорнове, Гостріння напівчистове, Шліфування попереднє, полірування |
| 14 | 14 | 3,2 | Гостріння чорнове, Гостріння фаски |
| 15 | 14 | 3,2 | Гостріння чорнове |
| 16 | 14 | 3,2 | Гостріння чорнове, Гостріння фаски |
| 17 | 14 | 3,2 | Гостріння чорнове, Гостріння напівчистове |
| 18 | 14 | 3,2 | Гостріння чорнове, Гостріння канавки |
| 19 | 6 | 0,2 | Гостріння чорнове, Гостріння напівчистове, Шліфування попереднє, Шліфування чистове, Полірування |
| 20 | 14 | 0,8 | Гостріння чорнове, Гостріння напівчистове, Полірування |
| 21 | 14 | 3,2 | Гостріння чорнове, Гостріння напівчистове, Фрезерування напівчистове |
| 22 | 14 | 3,2 | Гостріння чорнове, Гостріння напівчистове |
| 23 | 14 | 3,2 | Гостріння чорнове, Гостріння напівчистове |
| 24 | 14 | 3,2 | Гостріння чорнове, Гостріння напівчистове |
| 25 | 6 | 1,6 | Гостріння чорнове, Гостріння напівчистове, Накочування різьблення |
| 26 | 14 | 3,2 | Гостріння чорнове, Гостріння фаски |
| 27 | 14 | 3,2 | Гостріння чорнове або фрезерування чорнове |
7.2 Вибір і обґрунтування схем базування й закріплення
Як чорнові бази вибираємо зовнішні циліндричні поверхні. Дані поверхні мають достатню довжину для надійного закріплення, забезпечують доступ до чистових баз.
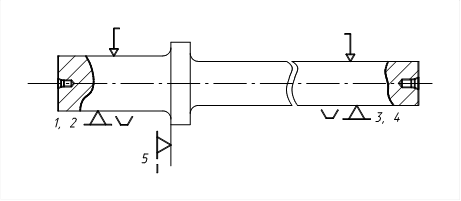
Малюнок 7.1 - Базування на фрезерно-центрувальній операції
На чистових операціях обробки зовнішніх циліндричних поверхонь і на операції фрезерування шестигранника для базування використовуються центрові отвори й торець. Дана схема базування відповідає принципу сполучення баз, дозволяє забезпечити співвісність поверхонь штока після різних стадій обробки.
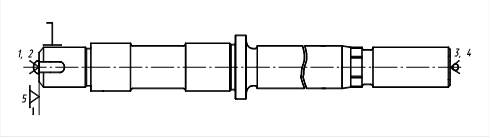
Малюнок 7.2 - Базування в центрах
На операції фрезерування паза для базування використовуються зовнішні циліндричні поверхні й торець. Погрішність базування пов'язана з установкою в призмах допускається точністю одержуваного паза.
7.3 Складання маршрутного технологічного процесу й вибір оптимального
На основі розроблених маршрутів обробки поверхонь, дотримуючи принципу поступовості становимо матрицю технологічного процесу, що представлена в Таблиці 7.2. При цьому була поставлена мета мінімізувати собівартість обробки й максимізувати продуктивність в умовах дрібносерійного виробництва.
Використовуючи матрицю технологічного процесу й керуючись принципом концентрації робимо розбивку технологічного процесу на операції:
005 Заготівельна
010 Термічна обробка
015 Токарно-гвинторізна
020 Фрезерно-центрувальна
025 Токарно-гвинторізна
030 Технічний контроль
035 Термічна обробка
040 Токарська зі ЧПУ
045 Токарська зі ЧПУ
050 Вертикально-фрезерна
055 Круглошліфувальна
060 Технічний контроль
065 Хіміко-термічна обробка
070 Різьбленнянарізна
075 Вертикально-фрезерна
080 Круглошліфувальна
085 Полірувальна
090 Слюсарна
095 Маркірування
100 Технічний контроль
7.4 Обґрунтування вибору металорізальних верстатів
Для відрізки заготівель недоцільно застосовувати верстати зі ЧПУ, однак необхідний верстат з достатньою потужністю привода головного руху, тому вибираємо: Універсальний токарно-гвинторізний верстат моделі 1ДО62 з потужністю привода головного руху 10кВт.
Для фрезерно-центрувальної операції вибираємо фрезерно-центрувальний верстат моделі 2Г942.
Для чорнової токарської обробки доцільно вибрати універсальний токарно-гвинторізний верстат модель 16ДО20 з потужністю привода головного руху 11кВт.
Для фрезерної обробки шестигранника й паза доцільно вибрати універсальний вертикально-фрезерний консольний станів моделі 6Р12 з потужністю двигуна 7,5кВт.
Для шліфування вибираємо верстат з максимальним (шліфування 60мм, максимальної довгої шліфування 700мм, потужністю двигуна 10кВт моделі 3М151.
Для напівчистового гостріння доцільно застосувати токарно-гвинторізний верстат зі ЧПУ моделі 16ДО20Ф3 з УЧПУ 2Р22 і деталь має досить складний контур і для обробки застосовується велика кількість інструментів.
Полірування роблять на токарно-гвинторізному верстаті 16ДО20 із застосуванням пристосування для полірування.
7.5 Обґрунтування вибору іншого технологічного встаткуванняВерстатні пристосування застосовують для установки заготівель на металорізальні верстати. Розрізняють три види пристосувань - спеціальні, спеціалізовані й універсальні. Вибір конкретного виду виконується залежно від типу виробництва, стадії обробки, складності заготівлі.
Для операції відрізання зразків доцільно застосувати трьохкулачковий самоцентрувальний патрон нормальної точності ДЕРЖСТАНДАРТ 2675-80.
Для чорнового й напівчистового гостріння доцільно застосувати передній плаваючий центр за ДСТ 2575-79 і задній обертовий центр за ДСТ 8742-75.
Для шліфувальної операції з метою підвищення точності установки доцільно застосувати тверді центри за ДСТ 18259-72.
Для фрезерування шестигранника застосовують універсальну ділильну голівку ДЕРЖСТАНДАРТ 8615-89.
Для фрезерування паза роблять установку в призмах опорних за ДСТ 12195-66. Також застосовується кондуктор для фрезерування паза.
8. Розробка операційної технології
У даному розділі виробляється розробка операційного технологічного процесу на наступні операції:
040 Токарська зі ЧПУ
050 Вертикально-фрезерна.
8.1 Розробка структури операцій
Структура операцій складається на основі розробленого маршрутного технологічного процесу й матриці технологічного процесу.
Операція 040 Токарська зі ЧПУ
Операція складається з одного установа, однієї позиції, і двох технологічних переходів. На першому переході виробляється обточування із припуском під другий перехід циліндричних ділянок і торця, інструмент - Різець прохідний Т15К6 2103-0713 ДЕРЖСТАНДАРТ 20872-80.
На другому переході виробляється обробка по контурі з гострінням фасок, циліндричних ділянок, канавок і торця; інструмент - Різець для контурного гостріння Т30К4 2101-0607 ДЕРЖСТАНДАРТ 20872-80.
Операція 050 Вертикально-фрезерна
Операція складається з одного установа, шести позицій. Кожна позиція складається з одного технологічного переходу, що складається з одного робочого ходу.
На кожній позиції відбувається однократне фрезерування однієї сторони шестигранника за яким іде допоміжний перехід - поворот деталі за допомогою ділильної голівки. Різальний інструмент - Фреза торцева (100 Т14К8 2200-0157 ДЕРЖСТАНДАРТ 22075-76.
8.2 Розрахунок припусків на обробку поверхонь
У даному розділі розрахунок припусків виробляється розрахунково-аналітичним методом з використанням ЕОМ для розміру (32h6. Результати розрахунку приводяться у двох таблицях. Технологічний маршрут обробки даної поверхні складається наступних операцій:
Гостріння чорнове
Гостріння напівчистове
Шліфування попереднє
Шліфування чистове
Полірування
На всіх стадіях обробки заготівля встановлюється в центрах, тому погрішність базування дорівнює нулю.
8.3 Розрахунок режимів різання
Розрахунок режимів різання для напівчистового гостріння (32h6 робимо розрахунково-аналітичним методом із застосуванням ЕОМ.
Вихідні дані
Матеріал 15К6
Головний кут у плані 450
Допоміжний кут у плані 450
Передній кут 50
Задній кут 60
Перетин державки 25x25 мм
Діаметр після чорнової стадії 35,6 мм
Глибина різання 1,3 мм
Вихідні дані м результати роботи програми наведені в таблицях.
Розрахунок режимів різання для фрезерування шестигранника робимо по таблицях.
1. Інструмент
Фреза торцева (100 Т14К8 2200-0157 ДЕРЖСТАНДАРТ 22075-76.
Кількість зубів z=6
Глибина різання t=1,5 мм
Стійкість Т=180 хв
Врізання й перебіг 38 мм
2. Знаходимо табличну подачу Sz=0,18-0,22 мм/зуб
Приймаємо Sz=0,18 мм/зуб
Поправочний коефіцієнт KSz=1,0
3. Знаходимо табличні значення:
V=220м/хв
n=465про/хв
Sм=435мм/хв
4. Визначаємо поправочні коефіцієнти
Kмv=Кмn=Кмs=0,89 - залежно від марки матеріалу
Кnv=Knn=Kns=1,0 - без кірки
Kbv=Kbn=Kbs=1,13 - залежно від ширини фрезерування
Kфs=1,0
Киv=0,94 - залежно від марки інструментального матеріалу
5. З урахуванням коефіцієнтів
V=220*0,89*1*1,13*0,94=207м/хв
n=465*0,89*1*1,13=467о/хв
Sм=435*0,89*1*1,13=437о/хв
6. Коректуємо по паспорту верстата
n=400про/хв
Sм=400мм/хв
V=3,14*100*400/1000=125м/хв
7. Потужність необхідна для різання
N=1,65кВт
Потужність верстата з обліком КПД Nэ=6,7кВт
Потужність верстата достатня.
8.4 Технічне нормування операцій
Операція 040 - Токарська зі ЧПУ
Те=14,89хв
Тшт=Те+Тв+Тоб+Той
Тв=0,12+0,11+1,3=1,53хв
Тоб=2%*Топ=2%*16,42=0,33хв
Той=5%*Топ=5%*16,42=0,82хв
Тшт=14,89+1,53+0,33+0,82=17,57хв
Тпз=6+1=7хв
Тшт-К=Тшт+ Тшт-К/N=17,57+7/16=18хв
Операція 050 - Вертикально-фрезерна
Те=Lрез/Sм*6= (38+30+38) /400*6=1,59хв
Тшт=Те+Тв+Тоб+Той
Тв=0,063+0,15+1,9=2,11хв
Тоб=3%*Топ=3%*3,7=0,111хв
Той=6%*Топ=6%*3,7=0,22хв
Тшт=1,59+2,11+0,111+0,22=4,03хв
Тпз=12+2=14хв
Тшт-К=Тшт+ Тшт-К/N=4,03+14/16=4,9хв
Література
1. Довідник технолога-машинобудівника. В 2 томах, тім 1 (Під ред. О.Г. Косилової і Р.К. Мещерякова. – К., 2007
2. Маталін О.А. Технологія машинобудування. – К., 2000
3. Металорізальні верстати. Каталоги-Довідники. – К., 1997
4. Методичні вказівки до курсового проекту по "Технології машинобудування" для студентів спеціальності 7.090202 всіх форм навчання. Сост. Евтухов В.Г. - Суми, 1996
5. Методичні вказівки по оформленню документації в курсових і дипломних проектах за курсом "Технологія машинобудування" для студентів спеціальності 7.090202 всіх форм навчання. Сост. Ягуткин О.А., РУДЕНКО О.Б. - Суми 1996
Похожие работы


... прийоми їх реалізації на уроках - один з аспектів загальної проблеми удосконалювання методів навчання в сучасній школі [23, 27, 28]. 3.2. Методика впровадження міжпредметних зв’язків при підготовці трактористів-машиністів Для здійснення міжпредметних зв’язків на практичних заняттях необхідно в умови задач включати конкретні чисельні данні про параметри та характеристики технічних об’єктів, ...
... (0,15 – 0,18) dr 4 (4,14 – 4,97) ∙10-3 8 Довжина клапана, мм l (2,3 – 3,5) dr 94 (63,5 – 96,7) ∙10-3 2.5 Проектування або модернізація вузла деталі складальної одиниці, систем. 2.5.1 Конструктивний опис вузла деталі складальної, одиниці, системи Шатун піддається впливу перемінного навантаження від тиску газів і сил інерції. Шатун складає ...
... Розробка документів одиничного технологічного процесу (ОТП) маршрутного опису кування або об‘ємного штампування визначається застосуванням карт технологічного процесу, який передбачає опис всіх операцій виготовлення виробу (наприклад, кування), які виконуються в одному виробничому підрозділі заводу. В цьому випадку КТП замінює в комплекті документів процесу МК, і в КТП вказують зміст всіх операц ...

... ів на установці ЭМР-100 у режимі дифракції на відображення з поверхні тертя при напрузі, яка з ковзає , 100 кв. 2.3 Математична модель процесів тертя й зношування покрити по пружно - пластичній основі На підставі [12-21] простір існування властивостей детонаційно-газових покриттів можна описати, як: Ω (Rфм Rмф Rфт Rі) З обліком першого обмеження: Ω Ψ де Ψ - простір ...
0 комментариев