Навигация
Виготовлення виробів литтям
35696
знаков
2
таблицы
1
изображение
Міністерство освіти і науки України
Національний університет водного господарства та природокористування
Кафедра експлуатації гідромеліоративних систем
Контрольна розрахункова робота з дисципліни
“Основи промислової технології і матеріалознавства”
Виготовлення виробыв литтям
Виконав:
Студент 1 курсу Групи ЕП - 13
Мазурок А.А.
Ост. № з/к 38
Перевірив: Романюк І.В.
Рівне-2006
Зміст
1. Виготовлення виробів литтям
1.1 Загальні відомості про виготовлення виробів литтям
1.2 Ливарні сплави та їх властивості
1.3 Лиття в разові ливарні форми
1.4 Лиття в багаторазові ливарні форми
2. Підготовлення металевих форм до заливання розплавом
2.1 Лиття в кокіль
2.2 Дефекти відливків та їх виправлення
3. Скло та скловироби
4. Особливості оформлення комплектів документів на процеси кування та штампування
5. Розрахунок матеріального балансу технологічних процесів
5.1 Економічна ефективність технологічних процесів
5.2 Висновки за результатами розрахунків
Список використаної літератури
1. Виготовлення виробів литтям
1.1 Загальні відомості про виготовлення виробів литтям
Лиття - один з найдавніших і найпоширеніших способів виготовлення виробів і заготівок для деталей машин і механізмів.
Литтям називають виготовлення заготівок для виробів заповненням, наперед виготовлених ливарних форм, розплавленим металом, сплавом або іншим конструкційним матеріалом.
Після кристалізації й охолодження металу або сплаву виріб витягують з форми та передають на механічне оброблення.
Відливками називають вироби, виготовленні литтям.
Ливарні форми можуть бути разовими та багаторазовими. Разові форми використовують лише один раз; для звільнення відливка від форми останню руйнують. Багаторазові форми використовують сотні й тисячі разів; відливки витягають з форми витрушуванням або виштовхуванням.
Перші вироби, отримані литтям, належать до ІІІ-ІІ тис. до н. е. Спочатку вироби виливали з бронзи, потім із чавуну. Значного розвитку чавунне лиття набуло в ХІІІ-ХІУ ст. Деталі, вилиті зі сталі, отримали лише в XIX ст., з алюмінієвих і магнієвих сплавів - кілька десятків років тому. Тепер виливають відливки з нержавіючих і жароміцних сталей, магнітних та інших сплавів з особливими властивостями,
Найдавнішим виробом, отриманим литтям, який маємо в Україні, дзвін. Його відлито у 1341 р. Тепер він знаходиться на дзвіниці Свято-Юрського собору у Львові. Маса цього дзвону становить 415 кг.
Галузь машинобудування, яка займається виготовленням виробів литтям, називають ливарним виробництвом.
Жодна галузь машино - та приладобудування не обходиться без деталей, виготовлених литтям. Частка деталей, виготовлених литтям, у машинах становить близько 50%, а у верстатах - близько 80%. Литтям виготовляють блоки циліндрів і поршні двигунів внутрішнього згоряння, лопаті газових турбін тощо.
Найбільшу кількість відливків - близько 70% загальної маси - виливають із сірого чавуну, далі йдуть сталеві відливки, відливки з мідних, алюмінієвих та інших сплавів.
1.2 Ливарні сплави та їх властивості
Чисті метали мають незначні ливарні властивості, тому з них не виготовляють відливків. Із сплавів для виготовлення відливків використовують лише ті, які мають добрі ливарні властивості.
Ливарними сплавами називають ті сплави, які мають добрі ливарні властивості.
До них належать чавуни, сталі, бронзи, сілюміни тощо.
Найважливіші ливарні властивості сплавів - текучість розплаву, усадка, ліквація, температура плавлення.
Текучістю називають здатність розплаву швидко заповнювати порожнину ливарної форми.
Текучість сплавів залежить від температури нагрівання: з підвищенням температури текучість розплавів зростає. У процесі виготовлення відливків використовують сплави з оптимальною економічно вигідною температурою плавлення.
Усадкою називають властивість розплавів зменшувати свій об'єм при охолодженні від температури заливання до кімнатної.
Усадка залежить від хімічного складу сплаву, температури заливання розплаву та інших чинників. Розрізняють усадку об'ємну та лінійну.
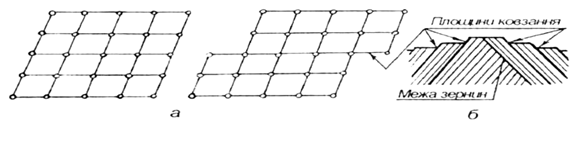
Ліквацією (від лат. “liquatio" - розтоплення, розплавлення) називають неоднорідність хімічного складу сплаву в різних частинах відливка після кристалізації й охолодження до кімнатної температури.
Ліквація залежить від хімічного складу сплавів і швидкості охолодження відливка. Так, у чавунах і сталях сірка, фосфор і вуглець збираються у верхній і центральній частинах відливка. Важкі компоненти сплавів збираються у нижній частині відливка. Ліквації запобігають перемішуванням розплавів перед заливанням у форми та прискореним охолодженням у процесі кристалізації.
Ліквація істотно впливає на властивості відливка: чим вона менша, тим кращі механічні властивості відливка.
1.3 Лиття в разові ливарні форми
Найпоширенішими способами лиття в разові форми є лиття в піщано-глиняні форми; лиття в оболонкові форми та у форми, виготовлені за моделями, які витоплюються, розчиняються або перетворюються на газ. Найбільшу кількість відливків виробляють у піщано-глиняних формах.
1.4 Лиття в багаторазові ливарні форми
Спільним недоліком способів лиття в разові ливарні форми є те, що форми використовують лише один раз і для того, щоб витягнути відливок, форму руйнують.
У формах багаторазового використання можна виготовити сотні тисяч штук відливків. Ці форми виготовляють із чавуну, сталі, алюмінієвих та інших сплавів.
Використання багаторазових форм у ливарному виробництві має ряд переваг порівняно з литтям у разові форми:
відсутність стрижневих і фермових сумішей, модельно-опокового обладнання, дільниць для звільнення форми від моделі та вибування форм;
зменшення кількості пилу в ливарному цеху та поліпшення санітарних умов праці;
обслуговування багаторазових форм не потребує фахових робітників;
вища продуктивність праці;
отримані відливки мають велику щільність, а також точність розмірів і малу шорсткість поверхні, що скорочує або зовсім вилучає механічне оброблення їх на різальних верстатах.
Проте лиття в металеві форми має недоліки: велику вартість металевих форм, через що їх застосовують лише в серійному та масовому виробництві; деякі форми трудно виготовити для відливків складної конфігурації тощо.
Серед відомих способів лиття в багаторазові форми найширше застосовують лиття в кокіль, відцентрове лиття, лиття під тиском тощо.
2. Підготовлення металевих форм до заливання розплавом
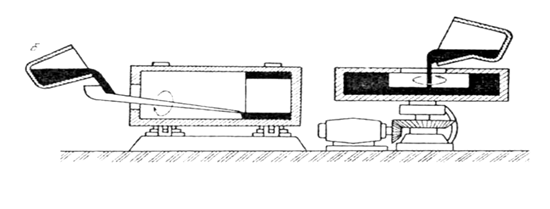
Перед заливанням розплаву у форму на її внутрішню поверхню, яка контактує з розплавом, наносять вогнетривке покриття або спеціальну фарбу, щоб збільшити тривалість використання форми, поліпшити поверхню відливка, полегшити звільнення відливка від форми, а в разі отримання сталевих відливків - запобігти поверхневому гартуванню.
Потім форми нагрівають до температури 100-300°С. Нагрівання форми полегшує заповнення її розплавом і. захищає від передчасного руйнування внаслідок великої різниці температури форми та розплаву.
Металеві форми на відміну від разових не газопроникні, тому для запобігання утворенню браку у форми вставляють газовиводи у вигляді трубок або форму чи розплав вакуумують.
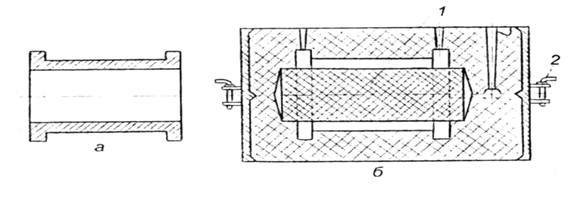
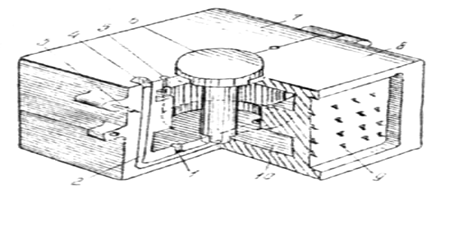
2.1 Лиття в кокіль
Кокілем (від франц, "coquslle " - черепашка, мушля) називають ливарну форму багаторазового використання, у якій отримують відливки.
Форма може бути суцільною або збірною. Суцільні кокілі використовують для виготовлення малих відливків простої форми. Великі та складні, відливки отримують у збірних кокілях, які складаються з двох півформ. Внутрішні поверхні відливків виготовляють за допомогою стрижнів, які в складній формі можуть бути розбірними. Найчастіше кокілі виготовляють із чавуну та сталі.
Перед заливанням розплаву на внутрішню поверхню кокілю наносять покриття, пульверизатором або помазком і вставляють газовиводи на глибину 0,2-0,5 мм
Після кристалізації розплаву й охолодження відливок, виштовхують або витрясають з кокілю. Унаслідок швидкого охолодження відливки, отримані в кокілях, мають дрібнокристалічну структуру і відповідно добрі механічні властивості.
В одному кокілі можна виготовити 300-500 сталевих відливків масою 100-150 кг, 5000 дрібних відливків з чавуну або кілька десятків тисяч відливків з алюмінієвих сплавів.
Лиття в кокіль - дуже продуктивний спосіб виготовлення відливків. Залежно від обсягу виробництва всі операції лиття в кокіль виконують ручним, механізованим та автоматизованим: способами. Отримані відливки мають дуже точні: розміри, і малу шорсткість поверхні, що зменшує або зовсім вилучає механічне оброблення на різальних верстатах.
Недоліком цього способу є велика вартість кокілів і труднощі в процесі виготовлення тонкостінних відливків.
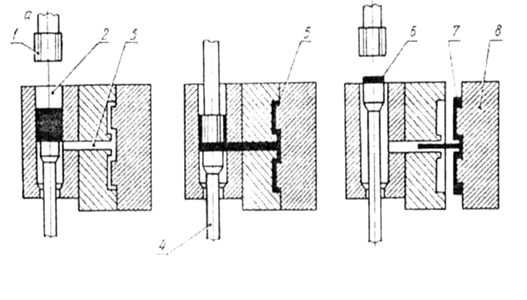
Лиття під тиском називають спосіб виготовлення відливків, при якому форму заповнюють розплавом під тиском поршня.
Лиття під тиском - один з найпродуктивніших способів виготовлення невеликих і точних за розмірами відливків в основному із сплавів кольорових металів.
Відливки отримують у сталевих прес-формах. Розплав заповнює прес-форму під тиском поршня до 300 МПа. Після кристалізації розплаву й охолодження відливка прес-форма розкривається і відливок виштовхується в контейнер. При цьому способі лиття можна виготовити відливки з малими отворами (діаметром до 2 мм), різзю та малою товщиною стінок (близько 0,5 мм).
Прес-форму заповнюють розплавом за частки секунди. Одночасно закупорюються газовиводи прес-форми і з її порожнини не повністю витісняється повітря та гази, що утворилися в процесі випаровування та згоряння покриття. Це спричинює утворення газових включень у відливках. Для запобігання цьому прес-форму та розплав перед заливанням вакуумують.
Відливки в прес-формах виготовляють на поршневих машинах. Найчастіше застосовують поршневі машини з холодною та гарячою камерами стискання.
Похожие работы
... і й холодні тріщини, шлакові включення. Вибірково проводять руйнівні методи контролю (наприклад, механічні випробування на міцність, твердість). 2. Виготовлення заготовок і виробів тиском До обробки тиском належать технологічні процеси одержання заготовок, напівфабрикатів і готових виробів (деталей) із чорних і кольорових металів і сплавів шляхом деформування в холодному або гарячому стані. ...




5. Вибрати встаткування, пристосування, різальний інструмент, засоби контролю; 6. Зробити нормування технологічного процесу виготовлення корпуса гідроциліндра; 7. Розрахувати й спроектувати верстатне пристосування для токарської операції й пристосування контролю биття отвору; 8. Розрахувати й спроектувати різальний інструмент для токарської операції; 9. Провести лінійну оптимізацію режимів ...
... для застосування найбільш раціональних і економічно вигідних методів обробки. Розділ 3. Розробка технологічного процесу обробки деталі 3.1 Вибір вихідної заготівлі Метод лиття по виплавлюваних моделях, завдяки перевагам у порівнянні з іншими способами виготовлення виливків, одержав значне поширення в машинобудуванні й приладобудуванні. Промислове застосування цього методу забезпечує ...





... і використання технологічної оснастки. Відповідно до цих вказівок рекомендується використовувати два показники: · Коефіцієнт завантаження одиниці технологічної оснастки (Кз); · Затрати на обладнання технологічних операцій виготовлення виробів (Р). Кз визначається за формулою: де: Тшт – штучно-калькуляційний час виконаннятехнологічної операції ; N – планова місячна програма ...
0 комментариев