Навигация
Зварювання вуглецевих сталей РДЗ, режими зварювання
67249
знаков
2
таблицы
1
изображение
2.1.2 Зварювання вуглецевих сталей РДЗ, режими зварювання
Більшість зварних конструкцій виготовляють із низьковуглецевих сталей, які містять до 0,25% вуглецю. Вони відносяться до добре зварюваних сталей практично всіма видами зварювання плавленням. Низьковуглецеві сталі зварюються без обмежень при використанні типових зварювальних матеріалів.
Для забезпечення стійкості швів проти утворення тріщин і збереження високої пластичності металу шва, зварювальні матеріали повинні містити менше вуглецю, ніж основний метал, що компенсується додатковим легуванням шва кремнієм і марганцем. Механічні властивості металу біляшовної зони порівняно з основним металом можуть відрізнятися через незначне зміцнення металу в зоні перегріву. При зварюванні киплячих і напівспокійних (старіючих) сталей на ділянці рекристалізації біляшовної зони можливе зниження ударної в'язкості. Метал біляшовної зони багатошарових швів крихкіший від металу одношарових.
Зварювання низьковуглецевих сталей виконується без попереднього підігріву і наступної термообробки. При зварюванні низьковуглецевих сталей з верхньою межею вмісту вуглецю (0,27%) можуть виникати кристалізаційні тріщини в кутових швах, однобічних швах з повним проваром кромок, першому шарі багатошарових стикових швів. У таких випадках використовують попередній підігрів до 100-150°С, особливо при виконанні перших шарів на товстому металі (більше 15 мм) і температурі повітря нижче мінус 5°С. Необхідність попереднього підігріву і можливої термообробки має визначатися у кожному конкретному випадку. У конструкцій з кутовими перервними швами всі види термообробки, крім гартування, призводять до зниження міцності й підвищення пластичності металу шва. Відпуск або відпал добре зварюваних сталей використовують як виключення для зняття внутрішніх напруг, уникнення жолоблення конструкції після зварювання та механічної обробки.
При товщині сталі понад 25 мм попередній підігрів обов'язковий у всіх випадках, незалежно від температури навколишнього середовища.
Зварювання сталі товщиною понад 20 мм виконують способами, що забезпечують зменшення швидкості охолодження: секціями, каскадом, гіркою.
Низьковуглецеві сталі зварюють на максимально можливих режимах, які забезпечують високу продуктивність й високу якість зварного шва та з'єднання. Під якістю розуміють відсутність дефектів (газових пор, підрізів, відшарування металу шва, непровару, шлакових уключень), а також одержання механічних властивостей, які відповідають технічним вимогам. Техніка й режими ручного дугового зварювання покритими електродами низьковуглецевих сталей.
Середньовуглецеві сталі містять від 0,25 до 0,55% вуглецю. При такому вмісті вуглецю в процесі швидкого охолодження металу шва і біляшовної зони виникають крихкі загартовані ділянки металу, великі внутрішні напруги, які спричинюють виникнення тріщин. Чим більший вміст вуглецю у сталі, тим сильніше вона загартовується при швидкому охолодженні, вища її крихкість і схильність до утворення тріщин.
Стійкість металу шва проти утворення кристалізаційних тріщин досягається зниженням кількості вуглецю в металі шва шляхом застосування електродних стрижнів і присаджувального дроту з пониженим вмістом вуглецю, а також зменшенням частки основного металу в металі шва. Останнє досягається розчищанням кромок і зварюванням на режимах, які забезпечують мінімальне проплавлення основного металу. Цьому сприяють електроди з великим коефіцієнтом наплавлення.
Для одержання пластичного металу шва і бляшовної зони виконують попередній та супровідний підігрів, а також повільне охолодження зварного шва. Температура підігріву має бути тим вищою, чим більший вміст вуглецю в сталях і знаходитись в інтервалі 100-450°С. Попередній підігрів невеликих конструкцій проводять у печах (електричних, газових). Якщо конструкція масивна, то температуру підігріву підвищують із урахуванням деякого її охолодження в процесі транспортування і встановлення. У таких випадках використовують підігрів газовим пальником і паяльною лампою. Температуру підігріву визначають за допомогою термоолівців і термофарб.
Для забезпечення надійної роботи зварної конструкції після зварювання рекомендується виконувати відпал і високий відпуск. Для цього необхідно відразу ж після зварювання помістити конструкцію у відпалювальну піч, нагріту до температури 675-700°С і після витримування повільно охолодити разом з піччю до 150-100°С з подальшим охолодженням на повітрі.
Зварювання середньовуглецевих сталей при температурі навколишнього середовища нижче 5°С не рекомендується, особливо при вмісті вуглецю більше 0,4% через можливість виникнення крихкості й тріщин.
Для уникнення труднощів, які виникають при зварюванні середньовуглецевих сталей, крім підігріву, використовують модифікування металу шва і дводугове зварювання в окремі ванни. При зварюванні необхідно уникати накладання широких валиків, зварювати короткою дугою, поперечні рухи змінити поздовжніми, кратери обов'язково заварювати або виводити на технологічні пластини (в кратерах можливе утворення тріщин).
Високовуглецеві сталі містять 0,6-2,14% вуглецю, а за зварюваністю до них відносяться й сталі з вмістом вуглецю понад 0,46%. Із таких сталей зварні конструкції, як правило, не виготовляють. Через високий вміст вуглецю вони відносяться до групи погано зварюваних сталей. Необхідність зварювання виникає при ремонтних роботах і наплавлюванні. У таких випадках виконують попередній, а інколи й супровідний підігрів з наступною термообробкою (відпал, відпуск). Режими нагрівання та охолодження визначаються вмістом у сталі вуглецю. Технологічні прийоми зварювання високовуглецевих сталей такі ж, як і для зварювання середньовуглецевих.
Зварювання високовуглецевих сталей при температурі навколишнього середовища нижче 5°С і на протягах категорично забороняється.
Похожие работы
... , вимірювальними лінійками й різним родом щупами. Зварювання здійснюють на режимах, орієнтуючись на довідкову літературу, виробничі інструкції, операційні технологічні карти й особистий виробничий досвід. До основних параметрів режиму дугового зварювання в захисних газах відносять діаметр електродного дроту і її марку, силу зварювального струму, напруга дуги, швидкість подачі електродного дроту, ...
... нспекцією Держтехнагляду України, інспектором ЦК профспілок робітників даної галузі промисловості, Державною санітарною інспекцією пожежної охорони. Крім загальних (17) необхідно враховувати деякі спеціальні правила по техніці безпеки при зварюванні металів і санітарних умов: 1. “Правила техніки безпеки і виробничої санітарії при електрозварювальних роботах”, затвердженні Президією ЦК профспілки ...
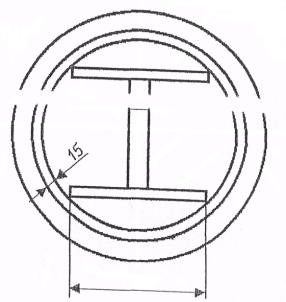
... , при зварюванні у вуглекислому газі завжди нижче, ніж при газовому і ручному дуговому зварюванні. Тому для зварювання обічайки використовується напівавтоматичне зварювання в СО2. Режими зварювання Режимом зварювання називається сукупність характеристик зварювального процесу, що забезпечують здобуття зварних з'єднань заданих розмірів, форм і якості. При всіх дугових способах зварювання такими ...
... переходить в летючий АІСІд, що має низьку щільність (2,4 • 103 кГ/м3) і самосубліма-ційний при температурі 183 С. Як присадний метал при всіх способах зварювання використовують дріт або стержні того ж складу, що й основний метал. До сплавів алюмінію, які широко застосовуються в техніці, належать алюмінієво-марганцевисті, алюмінієво-магнієві, алюмінієво-мідні і алюмінієво-кремнисті. Перші два ...
0 комментариев