Навигация
Описание конструкции и принципа действия приспособления
13590
знаков
0
таблиц
3
изображения
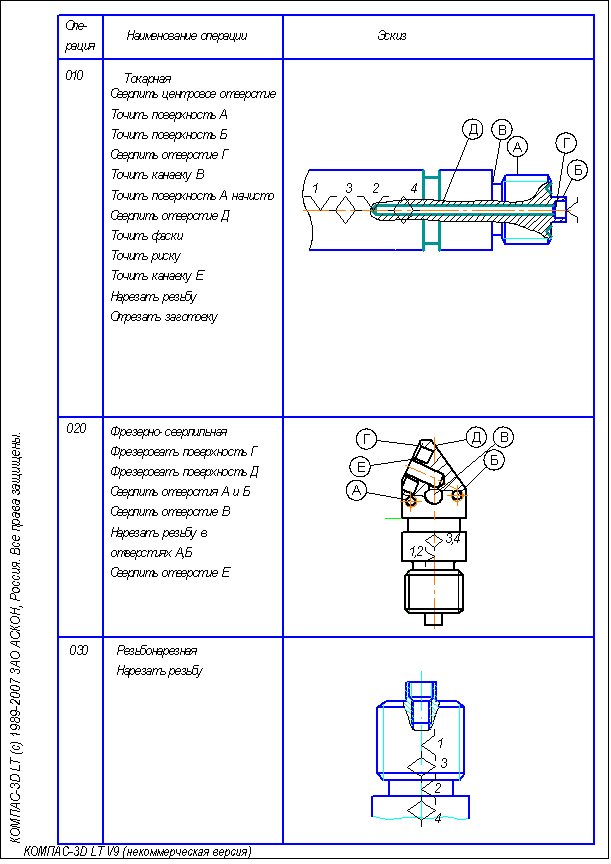
5 Описание конструкции и принципа действия приспособления
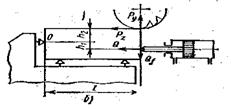
Конструкция приспособления представляет собой базовый блок, состоящий из корпуса 1 (рисунок 3), в который встроен пневмоцилиндр 7. Шток пневмоцилиндра соединен с рычагом 5, тот в свою очередь с толкателем подвижной призмы 19 которая в совокупности с неподвижной призмой 20 обеспечивают закрепление обрабатываемых заготовок. Корпус устанавливается на стол станка по плоскости А и ориентируется на нем с помощью двух призматических привертных шпонок 21. В корпусе расположены три установочных элемента, это две призмы и опора, которая обеспечивает прижим детали по образующей диаметра 80 мм к неподвижной призме.
После установки детали с упором в опору и неподвижную призму подается сжатый воздух в левую часть пневмоцилидра (см. рисунок), шток поршня передвигается и давит на рычаг, тот на толкатель соединенный с призмой, призма давит на деталь и прижимает ее к неподвижной призме. После снятия давления поршень возвращается в исходное положение под действием пружины 12.
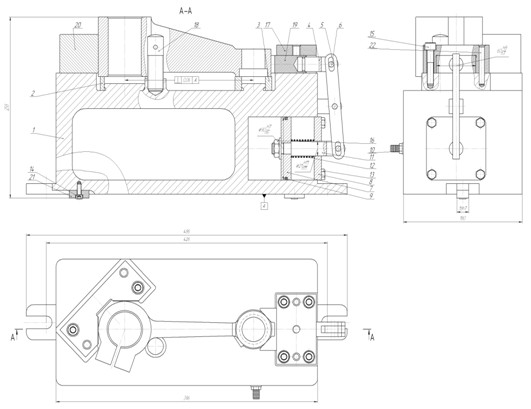
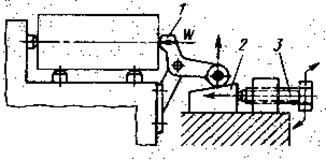
Рисунок 3 – Расточное приспособление
6 Расчет приспособления на точность
Расчет приспособления на точность будем осуществлять по методике [5].
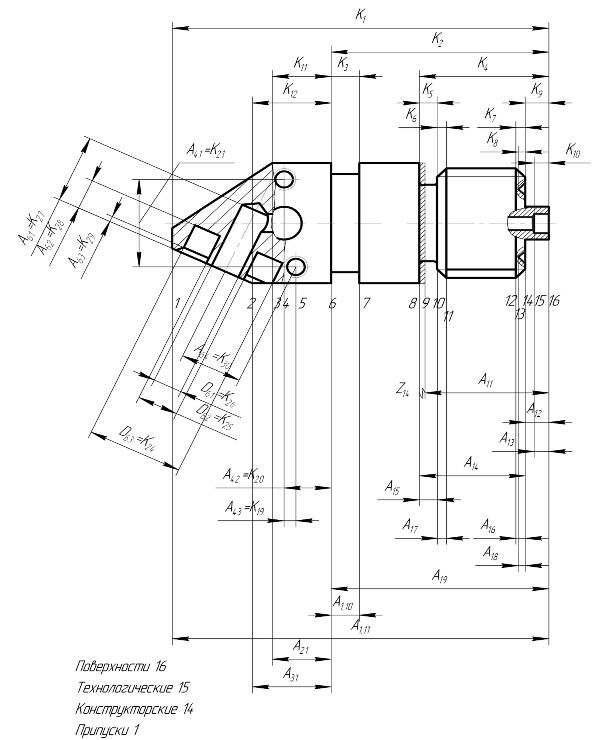
В качестве размера, проверяемого на точность, выберем размер Æ35H7+0,025 мм (см. операционный эскиз), точность которого зависит от конструкции приспособления.
Общая ожидаемая погрешность обработки D![]() на стадии проектирования приспособления может быть определена по формуле:
на стадии проектирования приспособления может быть определена по формуле:
D![]() < IT
< IT![]() ,
,
где К - коэффициент, характеризующий отклонение действительных кривых распределения исследуемых погрешностей от кривых закона нормального распределения (в данном случае обработка производится методом настроенных станков, поэтому К=1,2);
e - погрешность установки заготовки в приспособлении;
D![]() - погрешность настройки станка;
- погрешность настройки станка;
w![]() - величина мгновенного рассеяния размера 35 мм, зависящая от вида обработки; при работе на фрезерных станках высокой точности w
- величина мгновенного рассеяния размера 35 мм, зависящая от вида обработки; при работе на фрезерных станках высокой точности w![]() = 0,001...0,005 мм;
= 0,001...0,005 мм;
IT![]() - допуск проверяемого на точность размера, IT
- допуск проверяемого на точность размера, IT![]() = 0,025 мм.
= 0,025 мм.
Погрешность установки определяется по формуле
e=![]() ,
,
где e![]() - погрешность базирования,
- погрешность базирования,
e![]() - погрешность закрепления,
- погрешность закрепления,
e![]() - погрешность положения, вызванная неточностью изготовления и сборки приспособления.
- погрешность положения, вызванная неточностью изготовления и сборки приспособления.
Погрешность базирования для размера Æ35 мм равна нулю, так как технологическая база обрабатываемой поверхности при установке заготовки в приспособление совпадает с его технологическими базами, то есть e![]() =0
=0
Погрешность закрепления e![]() вызвана деформацией заготовки под действием сил закрепления. Используя рекомендации методики точностного расчета, величину e
вызвана деформацией заготовки под действием сил закрепления. Используя рекомендации методики точностного расчета, величину e![]() можно принимать в пределах 0,01…0,1 мм. Учитывая то обстоятельство, что заготовка устанавливается обработанной поверхностью на опору с плоской поверхностью (поверхности колец), величину погрешности закрепления можно принять равной e
можно принимать в пределах 0,01…0,1 мм. Учитывая то обстоятельство, что заготовка устанавливается обработанной поверхностью на опору с плоской поверхностью (поверхности колец), величину погрешности закрепления можно принять равной e![]() = 0,01 мм.
= 0,01 мм.
Погрешность положения может быть определена по формуле:
e=![]()
где![]() - погрешность, вызванная неточностью изготовления и сборки установочных элементов приспособления;
- погрешность, вызванная неточностью изготовления и сборки установочных элементов приспособления;
e![]() - погрешность, определяемая износом установочных элементов приспособления;
- погрешность, определяемая износом установочных элементов приспособления;
![]() - погрешность, вызванная неточностью установки приспособления на столе станка.
- погрешность, вызванная неточностью установки приспособления на столе станка.
Погрешность ![]() определятся формуле:
определятся формуле:
![]() =
=![]() ,
,
где eус1, eус2... – погрешности, вызванные неточностью изготовления и сборки установочных элементов, влияющие на точность рассматриваемого узла и указанные в технических требованиях сборочного чертежа.
На размер Æ35 мм в спроектированном приспособлении будет влиять степень неперпендикулярности установочной поверхности наладки относительно базовой поверхности А, то есть ![]() =
=![]() ;
;
Погрешность eи определяется формулой
eи=b2*N,
где N - число контактов заготовки с опорой (можно принять величину N равной годовой программе выпуска деталей Nгод= 5000 шт),
b2 - постоянная, определяемая конфигурацией установочных элементов b2 = 0,002...0,004.
Тогда величина eи определится:
eи = 0,002 · 5000 = 10 мкм = 0,01мм.
На точность размера Æ35 мм влияет погрешность ориентации приспособления на столе станка. Величину eс примем равной допуску шпонок, eс = 0,011 мм.
Погрешность положения будет равна:
eпр=![]() мм.
мм.
Погрешность установки определится:
e =![]() мм.
мм.
Погрешность настройки станка для фрезерных приспособлений определяется формулой:
Dн=![]() ,
,
где Dн1 - допуск на координату установа, определяющую выполнение рассматриваемого размера, в данном случае Dн1 = 0,001мм;
Dн2 - рассеяние положения режущего инструмента, зависящее от квалификации станочника, величину Dн2 можно принимать в пределах 0,001...0,06 мм. Величина погрешности настройки станка определится:
Dн=![]() мм.
мм.
Величина общей ожидаемой погрешности обработки при выполнении размера Æ35 мм определится:
D35 =1,2![]() мм.
мм.
Погрешность механической обработки меньше допуска на размер Æ35H7+0,025 мм, поэтому считаем, что приспособление пригодно по точности при выполнении этого размера.
Заключение
Для выполнения фрезерной операции разработана конструкция универсального наладочного приспособления (УНП). Блок имеет пневмокамеру, которая обеспечивает постоянную по величине силу закрепления и позволяет сократить вспомогательное время при выполнении технологической операции.
Наладочная часть приспособления позволяет реализовать схему базирования заготовки, указанную на операционном эскизе.
Произведен силовой расчет приспособления. Приспособление проверено на точность при получении на операции Æ35H7+0,025 мм.
Список используемой литературы
1. Корсаков B.C. Основы конструирования приспособлений: Учебник для вузов. - М.: Машиностроение, 1983.
2. Справочник технолога-машиностроителя. В двух томах. Изд 3-е перераб. Под ред. канд. техн. наук А. Г. Косиловой и Р. К. Мещерикова. М., «Машиностроение» , 1972.
3. Молочнов И.В., Рыжиков В.В., Фирсов А.М. Проектирование технологической оснастки: Задания и методические рекомендации к выполнению расчётно-графической работы для студентов заочного отделения специальности 120100 – «Технология машиностроения». Алт. гос. тех. ун-т БТИ.-Бийск. Изд-во Алт.гос техн. ун-та, 2001,-64с.
4. Обработка металлов резанием: Справочник технолога / А.А. Панов, В.В. Аникин, Н.Г. Бойм и др.; Под общ. Ред. А.А. Панова.- М.: Машиностроение. 1988. – 736с.: ил.
5. Станочные приспособления: Справочник. В 2-х т. /ред. совет: Б. Н. Вардашкин (пред.) и др. – М.: Машиностроение, 1984.
Похожие работы
... (фрезерный, токарный, шлифовальный). Оно не требует больших затрат на изготовление, но в тоже время позволяет значительно ускорить обработку отверстий в держателе. Данное приспособление целесообразно применять в любом типе производства. 1.7.2 Разработка технологической схемы сборки Последовательность общей сборки изделия в основном определяется его конструктивными особенностями и принятыми ...
... по диаметр гидроцилиндра равным , ход поршня . Гидроцилидр двойного действия: толкающая сила , тянущая . 2.2. Проектирование специального приспособления на операцию фрезерования контура детали «Траверса» 2.2.1. Техническое задание на специальное станочное приспособление 1. Принципиальная схема базирования заготовки Рис. Схема базирования заготовки. В качестве опорной поверхности ...





... .335 с., ил. Организационно-экономический расчёт.Консультант: Одинцова Л. А. Исследовательская часть. Охрана труда и охрана окружающей среды. В данном проекте спроектирован цех для ремонта поршневых компрессоров. Основной материал обработки серый чугун марок СЧ 21, 24 ГОСТ 1412-79. Для ремонта компрессоров применяется различное оборудование: токарные, круглошлифовальные, плоскошлифовальные, ...
... технолога-машиностроителя в2-х томах, под ред. КосиловойА.Г., Мещерякова И.П.М. "Машиностроение" 1985. 1. Цель задания: Приобретение знаний и навыков по базированию деталей, проектированию приспособлений для закрепления и обработки деталей машин, умению пользования справочной литературой. 2. Последовательность выполнения задания: 2.1 Пояснительную записку выполнять листах формата А 4 и ...
0 комментариев