Навигация
Расчет полей допусков на обрабатываемые размеры
20741
знак
7
таблиц
11
изображений
2.4 Расчет полей допусков на обрабатываемые размеры
Поле допуска - два предельно допустимых размера, между которыми находятся или равен действительный размер годной детали.
Наибольший предельный размер - самый большой предельно допустимый размер.
Наименьший предельный размер - самый маленький допустимый размер.
В процессе изготовления каждая деталь получает те или иные отклонения от номинальных размеров. Деталь номинального размера изготовить невозможно, поэтому обработка размеров детали допускается с определенными отклонениями.
Точность изготовления деталей зависит от выбранного квалитета.
Квалитет - совокупность допусков, которые соответствуют одинаковой степени точности для всех номинальных размеров.
В системе ЕСДП предусмотрено двадцать квалитетов.
ІТ0І — ІТ4 — самая высокая точность поверхностей, которые не соединяются.
ІТ5 – ІТ11 — точность поверхностей, которые соединяются.
ІТ12 -?Т18 — грубая точность поверхностей, которые не соединяются.
±0,03 ±0,02
1). 60 2). 75
![]()
![]() nom = 60 nom = 75
nom = 60 nom = 75
max = 60.03 max = 75.02
min = 59.97 min = 74.98
Δ = 0.06 Δ = 0.04
±0,01 ±0,03
3). 87 4). 90
![]()
![]() nom = 87 nom = 90
nom = 87 nom = 90
max = 87.01 max = 90.03
min = 86.99 min = 89.97
Δ = 0.02 Δ = 0.06
2.5 Характеристика оборудования
Изготовление детали «Сухарь» ведется на вертикально-фрезерном станке модели 6Р82Г.
![]() 6 - группа фрезерних станков
6 - группа фрезерних станков
6Р82Г Р - модернизация базовой модели
82 - типоразмер стола
Г – станок горизонтально-фрезерный
Табл. 2.5.1. Техническая характеристика консольно-фрезерного станка 6Р82Г
|
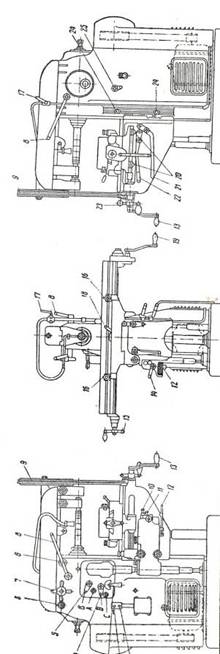
Рис. 2.5.1. Устройство консольно-фрезерного станка 6Р82Г
Органы управления горизонтально-фрезерным станком 6Р82Г
1. Кнопка «стоп» для выключения эл. двигателя,
2. Кнопка «пуск» для включения эл. двигателя,
3, 4, 5, Рукоятки коробки скоростей для установления требуемого числа оборота шпинделя,
6. Затяжные винты крепления хобота,
7. Рукоятка перемещения хобота,
8. пусковой рычаг,
9. Поддержка,
10, 11, 12, Рукоятки коробки подач для установления требуемой подачи стола,
13. Рукоятка для ручного вертикального перемещения стола,
14. Рычаг для изменения направления движения подачи,
15. Рукоятка для замедленного ручного продольного перемещения стола,
16. Упоры автоматического выключения продольной подачи стола,
17. Кран для пуска охлаждающей жидкости,
18. Рычаг для включения и выключения механической продольной подачи стола,
19. Рукоятка для ускоренного ручного продольного перемещения стола,
20. Упоры для автоматического выключения поперечной подачи стола,
21. Рукоятка для включения и выключения механической вертикальной подачи стола,
22. Рукоятка для включения и выключения механической поперечной подачи стола,
23. рукоятка для поперечного ручного перемещения стола,
24. упоры для автоматического выключения вертикальной подачи стола,
25. рукоятка для измерения направления вращения шпинделя.
2.6 Выбор режущего инструмента
Для обработки детали «Сухарь» необходим следующий режущий инструмент:
ü фреза цилиндрическая (для фрезерования плоскости)
ü фреза дисковая трехсторонняя (для фрезерования паза)
Материал для Фрез – Р10М9 и ВК8
![]() Р - обозначение быстрорежущей стали
Р - обозначение быстрорежущей стали
Р10М9 10 - 10% вольфрама
М -
9 -
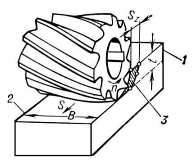
Рис. 2.6.1. Цилиндрическая фреза Р10М9
S - подача, мм/об
Sz - подача на зуб фрезы, мм/зуб
1 - заготовка
2 - обработанная деталь
3 - срезаемый слой
В - ширина фрезерования
n - частота вращения шпинделя, об/мин

Рис. 2.6.2. Дисковая трехсторонняя фреза ВК8
Похожие работы



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...





... 2(100+80+√0,842)=2∙180,84 = 361,68 7. Расчет промежуточных минимальных диаметров по переходам проводится в порядке, обратном ходу технологического процесса обработки этой поверхности, т.е. от размера готовой детали к размеру заготовки, путем последовательного прибавления к наименьшему предельному размеру готовой поверхности детали минимального припуска 2Zi min. Результаты заносятся ...





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...


... использования материала.4. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА 4.1. Состав продукции цеха, регламент его работы и характеристика. Приспособление для восстановления внутренних поверхностей деталей выпускает специальный цех, специализированный на производстве приспособлений и инструментов для восстановления поверхностей деталей электромеханической обработкой. Цех работает в две рабочих смены, рабочих часов в ...
0 комментариев