Навигация
Выбор мерительного инструмента
20741
знак
7
таблиц
11
изображений
2.7 Выбор мерительного инструмента
Для обработки детали «Сухарь» необходим следующий мерительный инструмент:
ü штангенциркуль ШЦ-1 (для контроля размеров)
ü угольник
ü рейсмас
ü лекальная линейка
Штангенциркуль ШЦ – 1 ±0,3 ±0,2 ±0,1 ±0,3
Применяется для контроля размеров (60 х 75 х 28 х 10 х 87 х 90)
Предназначен для измерения наружных и внутренних размеров деталей. В машиностроении широко используют штангенинструменты. К ним относятся:
ü Штангенциркули (Рис. 2.7.1)
ü Штангенглубиномеры (Рис. 2.7.2)
ü Штангенрейсмасы (Рис. 2.7.3)

Рис. 2.7.1. Штангенциркуль

Рис. 2.7.2. Штангенглубиномер
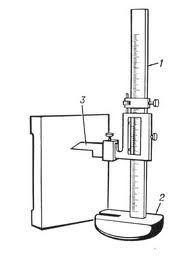
Рис. 2.7.3. Штангенрейсмас
Они выпускаются отечественной промышленностью нескольких типов:
ü ШЦ-І (двусторонний с глубиномером)
ü ШЦ-ІІ (двусторонний)
a) ШЦ-ІІІ (односторонний)
Штангенциркуль - представляет собой штангу с миллиметровой шкалой, губки для наружных и для внутренних измерений. По штанге перемещается рамка с нониусом которая зажимается винтом ч/з пружину.
Угольник
Применяется для выверки и установки детали на столе фрезерного станка, проверки и разметки прямых углов. Различают шесть типов:
ü УП – угольники слесарные плоские
ü УШ - угольники слесарные с широким основанием
ü УЛП - угольники лекальные плоские
ü УЛШ - угольники лекальные с широким основанием
ü УЛ – угольник лекальной плитки
ü УЛЦ – угольники лекальные цилиндрические

Рис. 2.7.4. Угольник
В инструментальном производстве применяют преимущественно лекальные угольники.
Лекальные линейки
Наиболее распространенным инструментом для контроля прямолинейности является лекальные линейки. Изготовляются с рабочей поверхностью в виде одного, трех или четырех ребер, закругленных по радиусу не более 0,3 мм:
ü ЛД – двусторонним скосом
ü ЛТ – трехгранная
ü ЛЧ – четырехгранная
Линейками контролируют прямолинейность поверхностей двумя способами:
ü на просвет
ü на краску
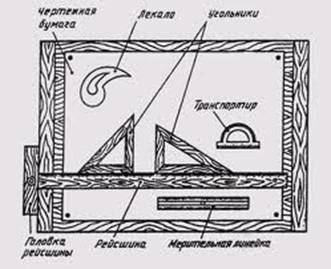
Рис. 2.7.5. Лекальные линейки
2.8 Выбор приспособлений и вспомогательного инструмента
Для обработки детали «Сухарь» необходим следующий вспомогательный инструмент:
ü оправка для установки фрезы
ü тиски - для установки заготовки
ü крепеж - болты и гайки
ü установочные кольца
ü гаечные ключи
ü молоток алюминиевый
ü напильник
ü чертилка
ü линейка
Фрезерные оправки производят установку и закрепление фрез. В соответствии с размером диаметра отверстия фрезы выбирают необходимый диаметр оправки.
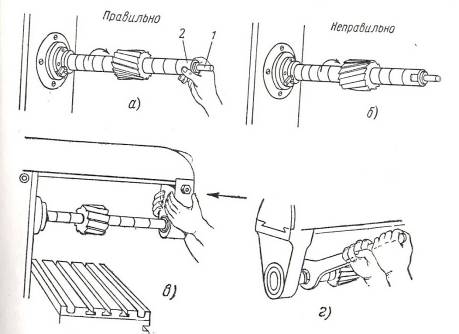
Рис. 2.8.1. Установка и закрепление фрез
а, б, - установка фрезы и колец на оправку;
в, - установка подвески хобота;
г, - закрепление фрезы на оправке

Рис. 2.8.2. Кольца

Рис. 2.8.3. Тиски
3. Охрана труда при выполнении фрезерных работ
Работа на фрезерных станках может сопровождаться наличием ряда вредных и опасных производственных факторов, к числу которых относятся:
ü электрический ток,
ü мелкая стружка,
ü аэрозоли смазочно-охлаждающей жидкости (СОЖ),
ü отлетающие кусочки металла,
ü высокая температура поверхности обрабатываемых деталей и инструментов,
ü повышенный уровень вибрации.
Общие требования безопасности
К самостоятельной работе на фрезерных станках допускается обученный персонал, прошедший медицинский осмотр, инструктаж по охране труда на рабочем месте, ознакомленный с правилами пожарной безопасности и усвоивший безопасные приемы работы.
ü Фрезеровщику разрешается работать только на станках к которым он допущен, и выполнять работу, которая ему поручена.
ü Рабочий, обслуживающий фрезерные станки, должен иметь; костюм хлопчатобумажный или полукомбинезон, очки защитные, ботинки юфтевые
ü Если пол скользкий (облит маслом, эмульсией), рабочий обязан потребовать, чтобы его посыпали опилками, или сделать это самому - загрязненной стружкой.
ü о каждом несчастном случае фрезеровщик обязан немедленно поставить в известность мастера и обратиться в медицинский пункт.
Требования безопасности перед началом работы
Перед началом работы фрезеровщик обязан:
ü проверить, хорошо ли убраны станок и рабочее место;
ü надеть спецодежду, застегнуть рукава и куртку, надеть головной убор;
ü проверить наличие и исправность защитного экрана и защитных очков, предохранительных устройств защиты от стружки и охлаждающих жидкостей;
ü отрегулировать местное освещение так, чтобы рабочая зона была достаточно освещена и свет не слепил глаза;
ü проверить наличие смазки станка. При смазке следует пользоваться только специальными приспособлениями;
ü проверить на холостом ходу работу станка.
Фрезеровщику запрещается:
ü работать в тапочках, сандалиях, босоножках и т.п.;
ü применять неисправные и неправильно заточенные инструменты и приспособления;
ü прикасаться к токоведущим частям электрооборудования,
ü открывать дверцы электрошкафов. В случае необходимости следует обращаться к электромонтеру.
Требования безопасности во время работы
Во время работы фрезеровщик обязан:
ü перед установкой на станок обрабатываемой детали и приспособления очистить их от стружки и масла;
ü тщательно очистить соприкасающиеся базовые и крепежные поверхности, чтобы обеспечить правильную установку и прочность крепления;
ü установку и снятие тяжелых деталей и приспособлений производить только с помощью грузоподъемных средств;
ü при возникновении вибрации остановить станок, проверить крепление фрезы и приспособлений, принять меры к устранению вибрации;
ü фрезерную оправку или фрезу закреплять в шпинделе только ключом, включив перебор, чтобы шпиндель не проворачивался;
ü не оставлять ключ на головке затяжного болта после установки фрезы или оправки;
ü при креплении детали за необрабатываемые поверхности применять тиски и приспособления имеющие насечку на прижимных губках;
ü при закреплении на станке приспособлений и обрабатываемых деталей пользоваться только специально предназначенной рукояткой либо исправными стандартными ключами, соответствующими размерам гаек и головок болтов;
ü удалять стружку следует только после полной остановки шпинделя специальными крючками с защитными чашками и щетками-сметками;
Требования безопасности по окончании работы
По окончании работы фрезеровщик обязан:
ü выключить станок и электродвигатель;
ü привести в порядок рабочее место;
ü сдать станок сменщику или мастеру и сообщить обо всех неисправностях станка;
ü снять спецодежду и повесить ее в шкаф, вымыть лицо и руки теплой водой с мылом или принять душ.
Похожие работы



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...





... 2(100+80+√0,842)=2∙180,84 = 361,68 7. Расчет промежуточных минимальных диаметров по переходам проводится в порядке, обратном ходу технологического процесса обработки этой поверхности, т.е. от размера готовой детали к размеру заготовки, путем последовательного прибавления к наименьшему предельному размеру готовой поверхности детали минимального припуска 2Zi min. Результаты заносятся ...





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...


... использования материала.4. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА 4.1. Состав продукции цеха, регламент его работы и характеристика. Приспособление для восстановления внутренних поверхностей деталей выпускает специальный цех, специализированный на производстве приспособлений и инструментов для восстановления поверхностей деталей электромеханической обработкой. Цех работает в две рабочих смены, рабочих часов в ...
0 комментариев