Навигация
Методы обработки профиля витков червяка
26355
знаков
0
таблиц
29
изображений
1.2 Методы обработки профиля витков червяка
Несмотря на разнообразие теоретических профилей рабочих поверхностей червяков, все линейчатые червяки обладают почти одинаковой нагрузочной способностью. Предпочтение следует отдавать тому виду, который в данных производственных условиях наиболее технологичен и позволяет получать передачи со стабильными параметрами требуемой степени точности.
Нелинейчатые поверхности червяков получают при обработке их инструментом конической или тороидальной формы: в первом случае - цилиндрические, образованные конусом (ZK), а во втором - цилиндрические, образованные тором (ZT).
Передачи вида ZK можно получить (рис. 4):
ZK1- при фрезеровании червяков дисковыми фрезами, например на червячно-фрезреных станках или при шлифовании их дисковыми коническими кругами;
ZK2 – при фрезеровании червяков коническими пальцевыми фрезами или шлифовании их так называемым пальцевым кругом (конической формы);
ZK3 – при шлифовании червяков чашечным кругом с конической образующей.
Наибольшее распространение из них нашли червяки вида ZK1, для которых требуется наиболее технологичный инструмент, обладающий достаточно высокой стойкостью. Передачи с червяками ZK2 практически почти не применяют из-за малой производительности и низкой стойкости инструмента.
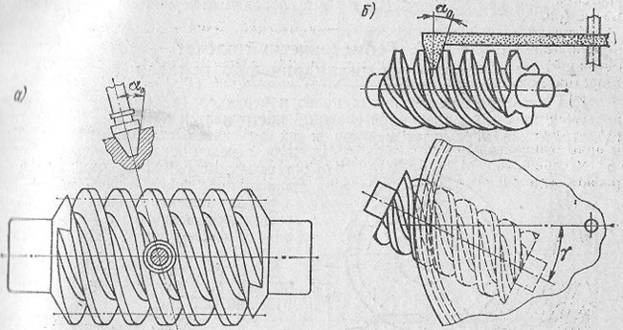
Рис. 4. Червяк, образованный конусом: а – вариант ZK2; б – вариант ZK3
Передачи с червяками, образованные тором, иногда называемые в литературе выпукло – вогнутыми, могут иметь две разновидности (рис. 5).
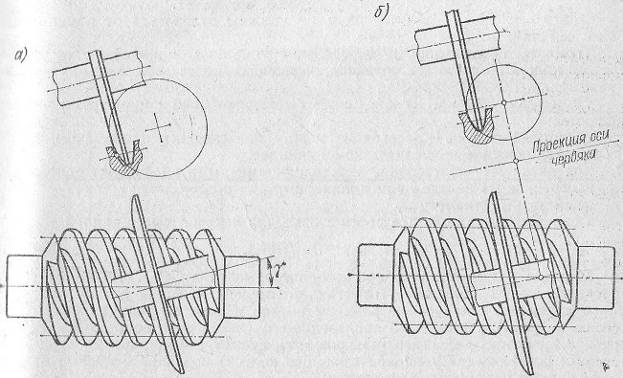
Рис. 5. Нелинейчатый червяк: а - вариант ZT1; б – вариант ZT2
Особенность передачи ZT1 заключается в том, что угол скрещивания осей инструмента и червяка при его шлифовании равен углу подъема винтовой линии на делительном цилиндре червяка. Они имеют некоторые недостатки; основной из них обусловлен тем, что вследствие изменения диаметра круга после переточек меняется межосевое расстояние при обработке, а это может привести к изменению поверхностей витков червяка.
Передачи ZT2 лишены вышеуказанного недостатка, их основная особенность связана с тем, что линия контакта поверхностей червяка и инструмента является плоской, а не пространственной кривой и что геометрия винтовой поверхности их не зависит от диаметра дискового инструмента.
Нагрузочная способность и долговечность передачи определяются не только типом червяка, но и твердостью его рабочих поверхностей. Червяки делятся на нетермообрабатываемые, обрабатываемые в заготовке (улучшаемые) с твердостью ![]() и термообрабатываемые до твердостей, превышающих
и термообрабатываемые до твердостей, превышающих ![]() .
.
Нетермообрабатываемые или улучшаемые в заготовке червяки в индивидуальном производстве изготовляют на универсальных токарных станках, а при серийном и массовом производстве – вихревым методом или методом пластической деформации. При этом червяки, выполненные накатыванием без нагрева (холодное накатывание), имеют шероховатость поверхностей ![]() и незначительные деформации, в связи с чем их можно использовать без дальнейшей обработки поверхностей витков червяка (главным образом в тихоходных передачах). Крупномодульные червяки (
и незначительные деформации, в связи с чем их можно использовать без дальнейшей обработки поверхностей витков червяка (главным образом в тихоходных передачах). Крупномодульные червяки (![]() ), изготовленные 9 накатыванием с предварительным нагревом (горячее накатывание), имеют шероховатость
), изготовленные 9 накатыванием с предварительным нагревом (горячее накатывание), имеют шероховатость ![]() и значительные погрешности по профилю и радиальному биению, поэтому они подлежат дальнейшей обработке на токарных или шлифовальных станках. В индивидуальном производстве при отсутствии специального термического и шлифовального оборудования во многих случаях экономически целесообразно применять не закаленные червяки, а неиермообрабатываемые с увеличением
и значительные погрешности по профилю и радиальному биению, поэтому они подлежат дальнейшей обработке на токарных или шлифовальных станках. В индивидуальном производстве при отсутствии специального термического и шлифовального оборудования во многих случаях экономически целесообразно применять не закаленные червяки, а неиермообрабатываемые с увеличением ![]() до таких размеров, при которых обеспечивается требуемая нагрузочная способность (если габаритные размеры не лимитируют привод).
до таких размеров, при которых обеспечивается требуемая нагрузочная способность (если габаритные размеры не лимитируют привод).
При крупносерийном производстве червячных передач, особенно передач силовых редукторов, применяют только термообрабатываемые червяки с твердостью рабочих поверхностей витков, превышающей ![]() , а во многих случаях и
, а во многих случаях и ![]() . Финишной операцией обработки рабочих поверхностей таких червяков является шлифование.
. Финишной операцией обработки рабочих поверхностей таких червяков является шлифование.
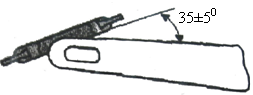
В индивидуальном производстве наиболее технологичны червяки вида ZA, обработка которых на токарно-винторезных станках практически ничем не отличается от обработки трапецеидальных резьб. Угол подъема винтовой линии червяка не должен превышать ![]() . При больших углах подъема
. При больших углах подъема ![]() невозможно обеспечить углы резания, достаточные для нормальной работы резца (рис. 6).
невозможно обеспечить углы резания, достаточные для нормальной работы резца (рис. 6).

Рис. 6. Схема установки резца при нарезании червяка
При ![]() целесообразно использовать червяки вида ZN1 (при малых и средних модулях передачи) или ZN2 (при больших модулях – m>5 мм).
целесообразно использовать червяки вида ZN1 (при малых и средних модулях передачи) или ZN2 (при больших модулях – m>5 мм).
Применяют также червяки вида ZI; каждая сторона витка такого червяка теоретически может быть образована резцом, режущие кромки которого установлены выше оси червяка на расстоянии ![]() при обработке левой стороны витка и ниже оси на том же расстоянии – при образовании правой стороны витка.
при обработке левой стороны витка и ниже оси на том же расстоянии – при образовании правой стороны витка.
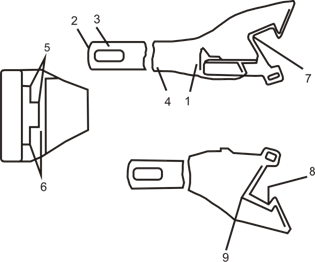
Теоретическая схема установки резцов для нарезания эвольвентных червяков приведена на рис. 7.
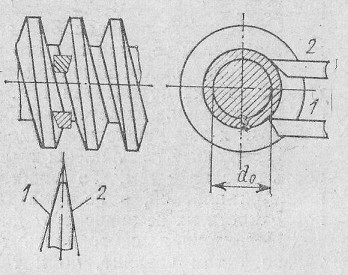
Рис. 7. Теоретические схемы установки
резцов при нарезании червяков ZI
Образующая: 1-правой стороны витка; 2-левой стороны витка
Обработка червяков на токарно-винтоезных станках очень малопроизводительна, единственное преимущество этого способа - минимальная стоимость инструмента.
Крупные червяки (m>8 мм), а также многовитковые (при![]() ) обрабатывают с помощью дисковых (рис. 8) или пальцевых фрез на универсально – фрезерных станках. Конусной дисковой фрезой обрабатывают червяки вида ZK3, пальцевой конусной фрезой – червяки вида ZK2.
) обрабатывают с помощью дисковых (рис. 8) или пальцевых фрез на универсально – фрезерных станках. Конусной дисковой фрезой обрабатывают червяки вида ZK3, пальцевой конусной фрезой – червяки вида ZK2.

Рис. 8. Нарезание витков червяка с помощью дисковой модульной фрезы на фрезерном станке
1 – фреза; 2 – заготовка; 3 – делительная головка
Для крупносерийного и массового производства наиболее эффективны такие способы обработки червяков, как вихревое нарезание и накатывание. При вихревом нарезании используют две схемы обработки: с внутренним касанием (рис. 9,а) и внешним (рис. 9,б).
Несмотря на то, что схема, показанная на рис. 9,а, позволяет вести работу с повышенными круговыми подачами и дает меньшую огранку на обрабатываемых поверхностях, наибольшее применение нашла схема на рис. 9,б. Приспособления для нее просты в изготовлении и наладке, значительно упрощается установка, выверка и закрепление резцов в головке, удаление стружки, установка и снятие заготовки.
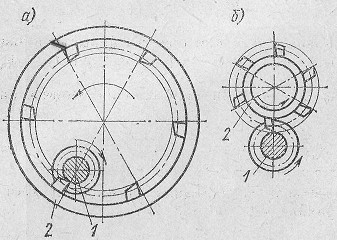
Рис. 9. Схемы нарезания витков “вихревым” методом: а - при внутреннем касании; б – при внешнем касании
Схемы с внутренним касанием применяют лишь при обработке весьма нежестких одно - и двухвитковых червяков небольших размеров (m<3 мм , q<8).
Для червяков, подвергаемых термической обработке, вихревое нарезание является предварительной операцией, выполняемой с припуском под шлифовку.
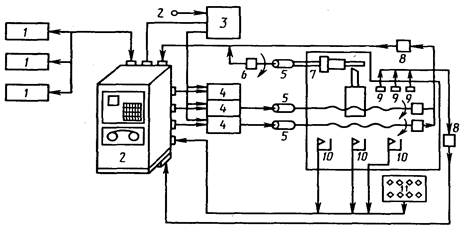
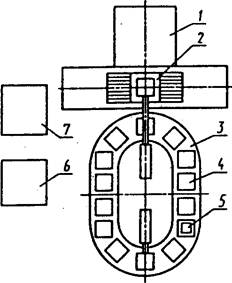
Наиболее производителен и наименее материалоемок способ получения витков червяков накатыванием, которое производят на роликовых накатных станах. Червяки с m<3 мм накатывают на 2-роликовых станках в холодном состоянии, при ![]() - на 3-роликовых станах с нагревом заготовки. Принципиальные схемы накатных станов приведены на рис. 10.
- на 3-роликовых станах с нагревом заготовки. Принципиальные схемы накатных станов приведены на рис. 10.
Для холодного накатывания отечественная промышленность выпускает в основном двухроликовые станки следующих моделей: ГД-8, А-2528, А-9527.
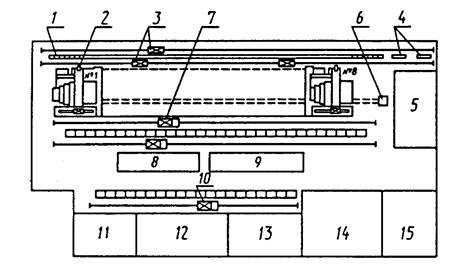
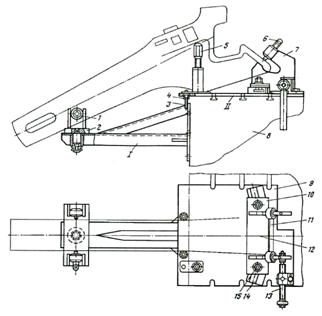
Для горячего накатывания червяков оборудования серийно не изготовляют, но институт ВНИИметмаш выпускает его по специальным заказам (рис. 11).
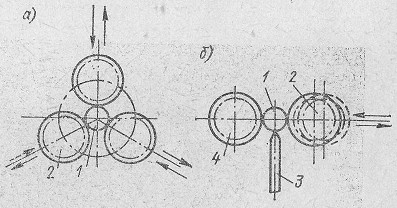
Рис. 10. Принципиальные схемы станов для накатывания червяков:
а – трехвалкового; б - двухвалкового
1 – заготовка; 2 – подвижные валки; 3 – поддерживающий нож; 4 – неподвижный нож
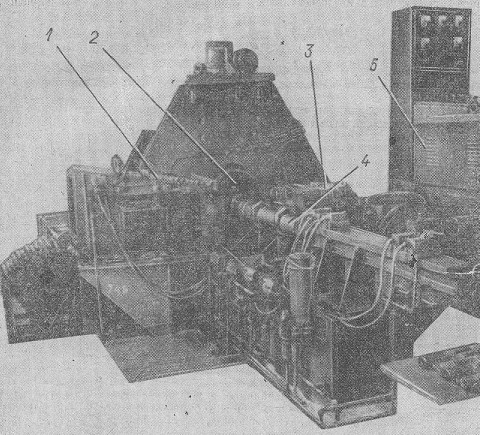
Рис. 11. Стан для горячего накатывания витков червяков с![]()
1- лоток для заготовок; 2- трехвалковая рабочая клеть; 3- индуктор для нагрева заготовок; 4- гидроцилиндр; 5- пульт управления
Для шлифования рабочих поверхностей витков можно использовать следующие станки:
универсальный резьбошлифовальный модели 5822, позволяющий шлифовать и червяки с ![]() длиной не более 500 мм при углах подъема не более
длиной не более 500 мм при углах подъема не более ![]() ;
;
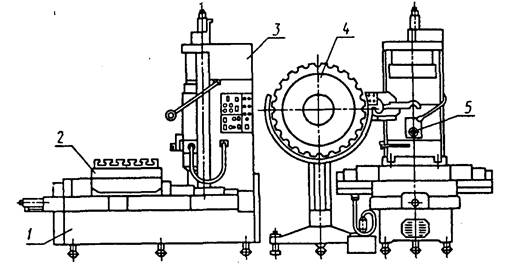
червячно-шлифовальные моделей МВ-27 и 5К-881 (рис. 12), позволяющие шлифовать червяки с ![]() при их диаметре
при их диаметре ![]() и длиной не более 500 мм.
и длиной не более 500 мм.

Рис. 12. Шлифование червяка на червячно-шлифовальном
станке 5К-881
1- шпиндель вращения червяка; 2- червяк; 3- шлифовальный круг; 4- задняя бабка; 5- шпиндель шлифовального круга; 6- лимб для отсчета угла поворота круга
Похожие работы
... разметочных, контрольных и других операций по технологическому потоку. Выбор структуры (компоновки) ГПМ механообработки в общем виде производится с учетом анализа деталей, подлежащих механической обработке; действующего ТП; основного технологического оборудования с учетом возможности его автоматизации; организационных видов производств (серийность, партионность, межстаночное транспортирование); ...
В) затраты конструктивных материалов на единицу мощности; С) обобщение конструктивных решений, зафиксированных в государственных стандартах; D) обобщение конструктивных решений в виде внутризаводских нормалей; Е) обобщение конструктивных решений без оформления специальной документации. 42.1 Унификация – это: А) степень использования материала заготовки при изготовлении детали; В) затраты ...





... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...
... участка. Принимаем процент узлов и деталей, поступающих в ремонт на условиях кооперации из эксплуатационного депо для тележечного участка =30% Принимаем программу для тележечного участка 1000 ед. 2. Совершенствование технологии контроля автосцепочного устройства 2.1 Виды и порядок осмотра автосцепочного устройства Автосцепное устройство подвижного состава должно постоянно находиться ...
0 комментариев