Навигация
Описание дефектов и причин их появления
14466
знаков
4
таблицы
0
изображений
2. Описание дефектов и причин их появления
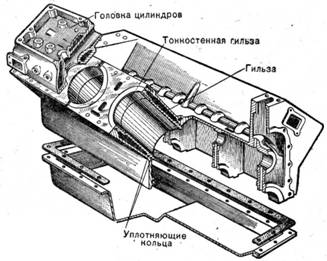
Основными дефектами являются износы, задиры, кольцевые риски, на трущихся поверхностях, сколы или трещины любого размера, износ зеркала гильзы, износ верхнего или нижнего посадочного пояска, потеря натяжения вставки гильзы.
Причины появления: неправильный износ рабочей поверхности, внутреннее напряжение, остаточная деформация, коррозионные повреждения в результате электрохимических воздействий внешней среды, изменение физико-химических свойств материала возникающих в процессе нагрева рабочей поверхности детали до температур превышающих температуры термообработки детали и проявляющихся в снижении плотности и упругости материала детали.
3. Выбор рациональных способов ремонта
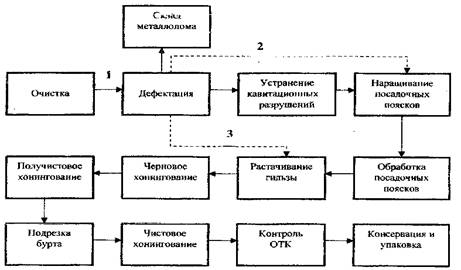
Ремонт деталей предназначен восстанавливать исправное техническое состояние, и безотказность работы подвижного состава и его составных частей Для выбора рационального способа ремонта необходимо знать неисправности данной детали и какими способами воздействия необходимо на неё воздействовать. Для данной детали: расточка и хонингование под ремонтный размер при этом способе восстанавливается правильность геометрической формы и шероховатость поверхности без сохранения начальных размеров. При помощи механической обработки изнашиваемый поверхностный слой детали удаляется, и деталь получает новый ремонтный размер.
Преимущество стандартных ремонтных размеров заключается в том они позволяют заранее иметь детали готовыми и осуществлять ремонт методом частичной взаимно заменяемости, что позволяет сократить продолжительность ремонта.
Расточка предназначена для растачивания отверстия в гильзах растачивание производиться на вертикальном алмазно-расточном станке.
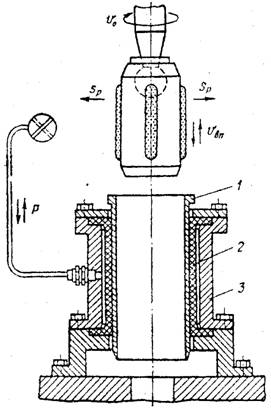
Хонингование производиться специальной головкой со вставными абразивными брусками получающие вращательно поступательное движение.
4. Определение месячной партии деталей
Партия деталей - количество одного наименования, одновременно ремонтируемых или изготавливаемых в производстве. Размер партии устанавливается в зависимости от вида ремонта и производственной программы авторемонтного завода, масштабов ремонтного производства, норм деталей на складе и коэффициента ремонта. Размер партии определяется, что бы обеспечить бесперебойность сборки агрегатов.
Определим месячную партию деталей:
![]()
Где: N-годовая производственная программа АРЗ
Кр-маршрутный коэффициент ремонта
n-количество деталей на агрегате
![]()
Определим партию деталей:

Где: ДРМ- количество рабочих дней в месяце
![]()
5. Выбор баз
Базой называется совокупность поверхностей, линий и точек детали, по отношению к которым ориентируют другие поверхности детали при обработке или измерении, или по отношению к которым ориентируют другие детали узла, агрегата при сборке. Базы бывают конструкционные, сборочные, установочные и измерительные.
Точность обработки деталей во многом зависит от правильного выбора установочных баз и применяемых приспособлений. При востановленнии деталей желательно использовать те же базы, что и при их изготовлении.
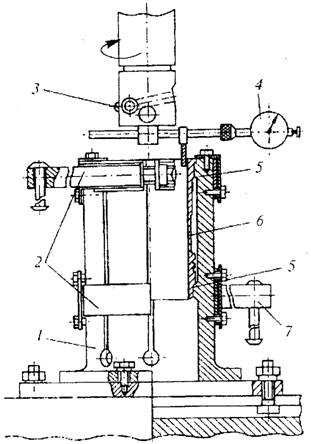
Выбранные базы должны гарантировать надежное крепление и минимальную деформацию деталей. В качестве установочных баз следует использовать поверхности. Которые изготовлены с повышенной точностью, и которые в процессе работы были подвержены минимальному износу и деформации. При установке гильз на расточку базовыми поверхностями служат наружный чисто обработанный поясок и верхний торец гильзы. При установке гильзы используют приспособление. Которое крепится на столе станка.
6. Разработка технологического процесса восстановления гильз цилиндров двигателя ЗиЛ-130
Схема 1
| Наименование дефекта | Способ ремонта | № операции | Наименование и содержание операции | Установочная база | |||
| Износ зеркала гильзы | Восстановление под ближайший ремонтный размер | 1 2 3 | Токарная. Растачиваем отверстие под ремонтный размер. Хонингование. Черновое хонингование. Хонингование. Чистовое хонингование: доводка зеркала гильзы. | Верхний и нижний посадочные пояски | |||
| Износ верхнего посадочного пояска, нижнего посадочного пояска | Осталивание под ремонтный размер | 1 2 | Слесарная. Прокатка пояска. Процесс приваривания стальной ленты ст. 90 | Плоскость верхней части гильзы. | |||
При поступлении детали в цех её измеряют и выявляют наличие дефектов, если деталь не подлежит эксплуатации – её бракуют. После дефектации определяют ближайший ремонтный размер, под который необходимо расточить деталь. Далее идет расточка на алмазно-расточном станке, что бы убрать овальности цилиндра, чистовым растачиванием восстанавливают плоскости зеркала. Гильзы хонингуют на хонинговальном станке типа 3Г 833 (3А 833) и доводят до точной формы (по ремонтному размеру). Для того что бы поверхность не была слишком гладкой. Что приводит в процессе эксплуатации к стеканию масла и в дальнейшем к повышенному износу, на ней наносят насечку. Затем деталь отправляют далее на сборку двигателя.
Похожие работы
... рекомендаций, содержащихся в этом документе, позволит своевременно и высококачественно проводить ремонт машин. Целью данного курсового проекта является разработка технологического процесса восстановления гильзы цилиндра двигателя автомобиля ЗИЛ-130, с применением передовых форм и методов ремонта (организации авторемонтного производства). Так же курсовое проектирование ставит перед собой цель ...
... . На участке установлены кран-балки в первом и втором помещении, для перемещения тяжелых запасных частей, и самого двигателя в целом. 1.3.8 Организация ТО и ТР на участке Схема технологического процесса Т.О. и ремонта автомобилей При возвращении с линии автомобиль проходит через контрольно-технический пункт (КТП), где дежурный механик проводит визуальный осмотр автомобиля (автопоезда) и ...
... хранимых агрегатов, узлов и деталей, а также уровни их запасов на складах АТП зависят от типа подвижного состава, условий работы автопредприятня, системы управления! запасами и в общем случае определяются в соответствии с рекомендациями "Положения о техническом обслуживании и ремонте подвижного состава автомобильного транспорта". Оборотный фонд создается и поддерживается за счет поступления новых


... страны, в которых обширная сеть независимых сервисных центров прочно заняла определенную нишу. В результате эксплуатационник имеет возможность выбора. Требуется новый карданный вал или вполне разумным будет восстановление старого — на рынке есть соответствующие предложения 6.1 Проверка технического состояния карданов Перед снятием валов с автомобиля: а) проверить состояние болтов ...
0 комментариев