Навигация
Раздел: «Расчет длительности технологического цикла обработки партии деталей»
27196
знаков
16
таблиц
0
изображений
5. Раздел: «Расчет длительности технологического цикла обработки партии деталей»
Длительность технологического цикла определяется в зависимости от типа производства и особенностей технологического процесса.
На проектируемом участке производство мелкосерийное, а операции технологического процесса не синхронизированы, следовательно, принимаем смешанный метод передачи заготовок (предметов труда) с предыдущей операции на последующую. Длительность технологического цикла в этом случае рассчитывается по следующей формуле:
|
Тшт. – штучное время (норма времени) по операциям на изготавливаемую деталь – представитель.
Ткор. – наиболее короткое время из каждой пары смежных операций.
n – количество деталей в партии, которые запускаются в обработку.
p – количество деталей в транспортной партии.
Расчет величины партии.
Определяем минимальное количество деталей в партии по следующей формуле:
nmin. = N * K / Fр.дн. [шт.]
N – годовая программа выпуска деталей.
Fр.дн. – количество рабочих дней в году.
K – коэффициент запаса, равный:
- для крупносерийного производства – 1-3
- для среднесерийного производства – 3-5
- для мелкосерийного производства – 5-8
Определяем оптимальное число деталей в партии, для чего округляем nmin. до круглого целого числа так, чтобы получилось целое число партий в году.
Минимальное количество деталей в партии:
nmin.= 2100*2/249=16шт.
Оптимальное количество деталей в партии принимаем:
nопт. =16шт.
Проверка:2100 /16=131 (партий изготавливается за год)
Разбиваем партию деталей на транспортные партии, для чего определим количество транспортных партий. Оно может быть от 3 до 10.
n=16шт.
p = 4шт.
Принимаем 4 транспортных партий.
Нормы времени на выполнение операций следующие:
Тшт.1 = 0,06час
Тшт.2 = 0,43час
Тшт.3 = 0,2час
Тшт.4 =0,1час
Тшт.5 = 0,1 час
Тшт.6 = 0,05час
Длительность технологического цикла равна:
Тц.см.=16*(0,06+0,43+0,2+0,1+0,1+0,05)-(16-4)*(0,06+0,2+0,1+0,1+0,05)=8,92часа
По результатам расчета строим график длительности технологического цикла.
6. Раздел: «Расчет периода запуск – выпуска деталей и определение заделов незавершенного производства»
1. Определяем среднедневной выпуск деталей по формуле:
Nдн. = N / Fр.дн.
N – годовая программа выпуска деталей.
Fр.дн. – количество рабочих дней в году.
2. Периодичность запуска деталей в обработку определяем по формуле:
П = nопт. / Nдн.
3. Определяем длительность производственного цикла, которая включает время технологического цикла и межоперационное время (на транспортировку, технический контроль и т.д.)
Межоперационное время в среднем составляет 5% от длительности технологического цикла:
Тпр. = Тц.см. + 5% Тц.см.
4. Нормативный задел незавершенного производства определяем по формуле:
Z = Тпр. * Nдн. [шт.]
1. Nдн. = 2100/249=8,43деталей
2. П = 16/8,43=2 дня
3. Тпр. =8,92+8,92*0,05=9,366часа
4. Z = ![]()
Делим на 16, чтобы перевести часы в дни. Т.к. работа на участке двухсменная.
7. Раздел: «Расчет стоимости основных материалов»
Для определения стоимости основных материалов составляем таблицу 9.
Таблица 9: « Стоимость основных материалов».
| Заготовка | Стоимость заготовки | |||||||||
| Наименование детали | Годов. прог., шт | Марка матер. | Вид загот. | Вес 1 заг., кг | Вес всех заг., кг | Ст-ть 1 кг мат-ла, руб/кг | Ст-ть 1 заг., руб | Ст-ть всех заг., руб. | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| Поршень | 2100 | Ст3сп | штамповка | 0,23 | 483 | 50 | 11,5 | 24150 | ||
| Стоимость отходов | ||||||||||
| Вес отходов на 1 дет. в кг. | Вес отходов на прог. в тоннах | Цена 1т. отходов в руб. | Общая стоимость отходов в руб. | Ст-ть матер. с учетом реал. отходов в руб. | Ст-ть 1 заг. с учетом отходов в руб. | |||||
| 10 | 11 | 12 | 13 | 14 | 15 | |||||
| 0,05 | 0,105 | 300 | 31,5 | 24118,5 | 11,48 | |||||
Марка материала,
- вид заготовки,
- вес заготовки,
- цена материала,
- цена отходов: берутся по данным базового завода.
8. Раздел: «Составление калькуляции (себестоимости) детали»
Для расчета себестоимости детали необходимо определить величину затрат по следующим статьям:
1. Основные материалы за вычетом реализуемых отходов:
24118,5/2100=11,48
2. Основная заработная плата универсальных рабочих за 1 деталь:
ЗПун.. = Тпл. * Тст. * Кср. * Кпр. = 0,51*18,7*1,37*1,7=22,2 руб.
Основная заработная плата операторов за 1 деталь:
ЗПоп.=0,43*18,7*1,28*1,7=17,2руб.
ЗПосн.=22,2+17,2=39,4руб.
3. Дополнительная заработная плата производственных рабочих на 1 деталь составляет 10% от основной:
39,4*0,1=3,94руб.
4. Отчисления на соц. нужды составляют 26 % от основной и дополнительной зарплаты:
43,34*0,26=14,2руб.
5.Общецеховые расходы составляют 210 % от основной и дополнительной зарплаты:
43,34*2,1=91руб.
6. Итого цеховая себестоимость:
11,48+39,4+3,94+14,2+91=160,04 руб.
7 Общехозяйственные расходы (370 % от основной и дополнительной зарплаты):
43,34*3,7=160,35руб.
8. Производственная себестоимость:
160,04 +160,35=320,4 руб.
9.Коммерческие затраты, 3,3% от производственной себестоимости:
320,4*0,033=10,6руб.
10. Полная себестоимость:
320,4+10,6=331руб.
11. Прибыль (17% от полной себестоимости):
331*0,17=56,27 руб.
12. НДС 18 % от полной себестоимости:
331*0,18=59,58 руб.
13. Оптовая (отпускная) цена предприятия:
331+56,27+59,58=446,85руб.
Данные расчета сводим в таблицу 10
Сводная таблица 10: «Сметная (отчетная) калькуляция».
Наименование детали – Поршень Калькуляционная единица – 1 штука.
| № п/п | Наименование статей | Сумма руб. |
| 1 | Основные материалы за вычетом отходов. | 11,47 |
| 2 | Основная заработная плата производственных рабочих. | 22,2 |
| 3 | Основная заработная плата оператора | 17,2 |
| 4 | Дополнительная заработная плата. | 3,94 |
| 5 | Единый соц.налог. | 14,2 |
| 6 | Цеховые накладные расходы. | 91 |
| 7 | Цеховая себестоимость. | 160,04 |
| 8 | Общепроизводственные расходы. | 160,35 |
| 9 | Производственная себестоимость. | 320,4 |
| 10 | Коммерческие затраты. | 10,6 |
| 11 | Полная себестоимость. | 331 |
| 12 | Прибыль предприятия. | 56,27 |
| 13 | НДС | 59,58 |
| 14 | Отпускная цена предприятия. | 446,85 |
Похожие работы
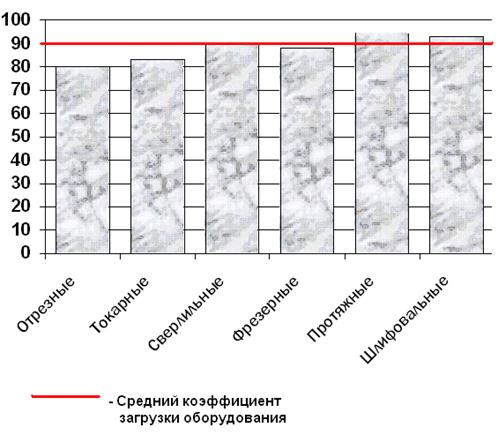
... 100% = 98,15% 6717,5 1 – материалы с учётом транспортных затрат 2 – ФЗП осн. производственных рабочих 3 – ФЗП доп. производственных рабочих 4 – ОСН 5 – ОЦР 2.6 Технико–экономические показатели для обработки детали 1.Годовая программа: 11000 2.Трудоёмкость (берём из таблицы 1.2. строка 6): 67002,01 3.Количество станков (берём из таблицы 1.3. строка 6): 19 4.Средний коэффициент ...
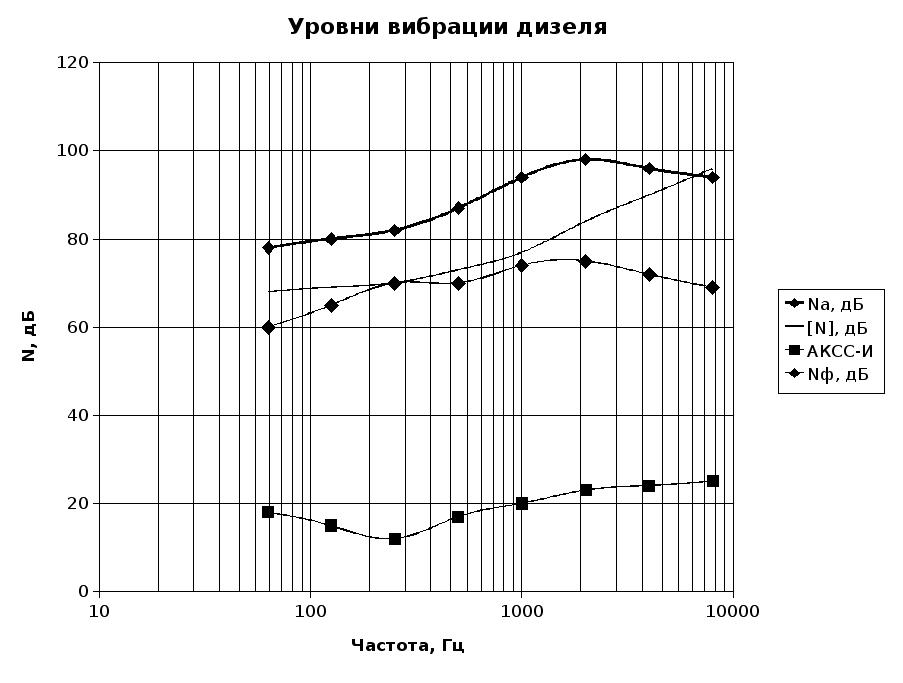
... : мм2. Принимаем: – число сопловых отверстий. Диаметр сопла форсунки: мм. Заключение В соответствии с предложенной темой дипломного проекта “Модернизация главных двигателей мощностью 440 кВт с целью повышения их технико-экономических показателей” был спроектирован дизель 6ЧНСП18/22 с учётом современных технологий в дизелестроении и показана возможность его установки на судно проекта 14891. ...





... ТП изготовления детали "Корпус ТМ966.2120-57" и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали "Корпус ТМ966.2120-57" представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. Статистическое ...
... заготовки в рабочей зоне при помощи контрольно-измерительных щупов для задания нуля управляющей программы. Таким образом, используемое оборудование отвечает всем условиям и техническим требованиям изготовления детали. Этап №1, обработка производится в тисках. Переход №1 Черновая обработка поверхности. Используем фрезу ø20мм: Корпус HP E90AN D20-4-C20-07-С Держатель HSK A63 ER ...
0 комментариев