Навигация
Технология ремонта автомобилей
40313
знаков
3
таблицы
13
изображений
МОСКОВСКИЙ
АВТОМОБИЛЬНО-ДОРОЖНЫЙ
ИНСТИТУТ
КАФЕДРА
ПРАДМ
КУРСОВАЯ РАБОТА ПО ТЕМЕ
“Технология ремонта автомобилей”
для специальности 1705 Техническое обслуживание и ремонт автомобильного транспорта
СТУДЕНТ: Агафонов А.В.
ГРУППА: 4А2
КОНСУЛЬТАНТ: Крейнин А.А.
МОСКВА 1997
СОДЕРЖАНИЕ
I. Ремонт кузовов и кабин
1.1. Дефекты кузовов и кабин
1.2. Технологический процесс ремонта кузовов и кабин
1.3. Ремонт неметаллических деталей кузовов
II. Качество ремонта автомобилей
Общие положения
III. Незначительные прогибы на пологих лекальных по-
верхностях, видимые при боковом освещении
IV. Вмятины на поверхностях типа:
а) угол, крутой лекальный переход, размеры поврежде-
ния глубиной до 1 см, площадью около 20 см2,
б) пологих глубиной до 0,5 см, площадью около 15 см2
V. Прогибы до 1 см глубиной, площадью около 30 см2, со-
провождаемые вспучиванием прилегающих пологих по-
верхностей
VI. Восстановление поверхностей, значительно поврежден-
ных коррозией
VII. Лакокрасочные работы
1.1. Дефекты кузовов и кабин
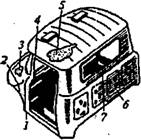
Характерными дефектами деталей кузовов, кабин и оперения (рис. 1) являются коррозионные повреждения, механические повреждения (вмятины, обломы, разрывы, выпучины и т.д.), нарушение геометрических размеров, трещины, разрушения сварных соединений и др.
Коррозионные разрушения — это основной вид износа металлического кузова и кабин. Здесь имеет место электрохимический тип коррозии, при котором происходит взаимодействие металла с раствором электролита, адсорбируемого из воздуха. Особенно сильно развивается коррозия в труднодоступных для очистки местах, где периодически попадающая в них влага сохраняется длительное время, и, в связи с повышением температуры окружающей среды, происходит интенсификация реакции окисления. Коррозионные разрушения встречаются также в результате контакта стальных деталей с деталями, изготовленными из дюралюминия, пластмассы, влажной древесины и других материалов.
Трещины возникают в результате усталости металла, нарушения технологии обработки металла, применения низкого качества стали, дефектов сборки узлов и деталей, недостаточной прочности конструкции узла, а также в подверженных вибрации местах.
Разрушения сварных соединений происходят в результате некачественной сварки, воздействия коррозии, вибрации и нагрузок при нормальной эксплуатации автомобиля либо в результате аварийных повреждений.
Механические повреждения (вмятины, перекосы, разрывы и т.д.) являются следствием перенапряжения металла в результате ударов и изгибов, а также вследствие непрочного соединения деталей.
|
|
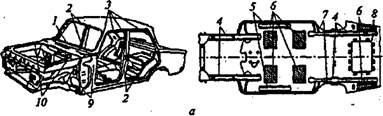
Рис. 1. Характерные повреждения:
а — цельнометаллический кузов
автомобиля:
|
|
7 — передний и задний проемы ветровых стекол;
2 — дверные проемы;
3 — стоики под крышу;
4 — передние и задние лонжероны;
5 - левый и правый пороги основания; 6 -днище;
7 - левый и правый задние брызговики;
8 — нарушение геометрических размеров; 9 — верх и низ соответственно левого и правого задних брызговиков; 10 — левый и правый передние брызговики;
б — кабина грузового автомобиля:
7 — разрушение сварочных швов; 2—разрывы; 3 — вмятины и выпучины;
4 — прогиб и перекосы стоек; 5 — пробоины; 6 — коррозия; 7 — трещины
Правка панелей с аварийными повреждениями предусматривает работы по вытягиванию, выравниванию, выдавливанию и выколачиванию деформированных частей кузова или кабины для придания им первоначальной формы и размеров. При выполнении этих операций необходимо, чтобы растягивающее усилие было приложено под тем же углом, под которым была приложена сила, вызвавшая повреждение. Чтобы растяжение было регулируемым, напротив точки приложения растягивающей силы должна быть приложена противодействующая сила. При выполнении этих работ необходим контроль за процессом растяжения, а также за возможными попутными деформациями, вызванными растягивающим усилием.
Правку аварийных кузовов и кабин выполняют на стендах (рис. 3) с использованием комплекта приспособлений (рис. 4). Усилия растяжения и сжатия создают рабочими цилиндрами 7, 3 (см. рис. 3), в которые жидкость поступает от насоса. Для правки кузов 4 устанавливают на подставки б, которые закреплены на фундаментной раме 2. На подставки опираются силовые поперечные трубы, которые губками зажимов закрепляют за ребра жесткости порогов кузова. Крепление последнего к раме выполняют расчалоч-ными приспособлениями 5. Предварительной правкой устраняют глубокие вмятины (рис. 4, б), изгибы (рис. 4 в) и перекосы (рис. 4, г). Так как в процессе правки могут образоваться трещины или разрывы, которые в дальнейшем необходимо устранить, правку проводят перед сварочными работами.

Рис. 3. Стенд для правки кузова легкового автомобиля:
1,3 — рабочие цилиндры; 2 — рама; 4 — кузов;
5 — расчалочное приспособление; 6 — подставка
Удаление поврежденных участков кузовов и кабин выполняют газовой резкой, электрифицированным фрезерным инструментом или пневматическим резцом. Преимущества пневматического резца — это высокая производительность труда (0,08-0,1 м/с) по сравнению с газовой резкой (0,02 м/с) и лучшее качество, кромок в местах вырезки. Дефектные участки размечают с помощью шаблонов и мела, а затем удаляют. При удалении дефектных участков кузова или кабины необходимо предохранять корпус от искажений геометрии из-за ослабления его жесткости и под действием собственной массы.
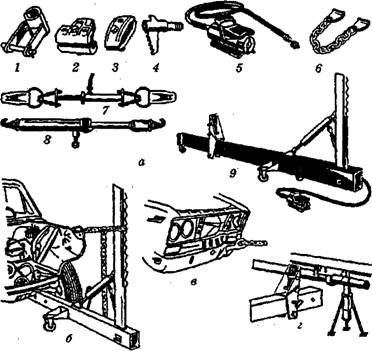
Рис. 4. Приспособления для выполнения правки деформированного участка кузова:
а — комплект приспособления для устранения перекосов и перегибов; б, в и г — использование приспособлений при правке; 1 — оправка для вытягивания вогнутых деталей; 2 и 3 — самозакрепляющиеся гидравлические зажимы; 4 — оправка с зубцами для захвата выпрямляемой панели; 5 — насос;
6 — двойной захват; 7 — натяжной цилиндр с вытягивающим устройством;
8 — натяжной цилиндр с захватами; 9 - правильное устройство
Трещины и разрывы в корпусе кузовов и кабин устраняют полуавтоматической дуговой сваркой в среде углекислого газа или газовой сваркой. При ремонте отдают предпочтение сварке в среде углекислого газа, так как производительность этого процесса и качество сварного шва выше. Сварку осуществляют полуавтоматами, питающимися от источников постоянного тока обратной полярности силой 40 А и напряжении 30 В, используя для этого электродную проволоку Св-08ГС или Св-08Г2С диаметром 0,7 мм. Для ограничения распространения трещины в процессе сварки ее концы необходимо засверлить сверлом диаметром 8 мм.
Газовой сваркой устраняют трещины и разрывы в панелях, изготовленных из листовой стали толщиной 0,5-2,5 мм, горелками ГСМ-53 или ГС-53 с наконечниками № 1 (для листов толщиной 0,5-1,5 мм) и № 2 (для листов 1,0-2,5 мм), используя для этого проволоку Св-08 или Св-15 диаметром (0,5Н +1) мм, где Н — толщина свариваемого металла. Чтобы деталь при нагреве не потеряла свою форму, вначале производят сварку в отдельных точках с интервалом 10-30 мм, а затем по мере необходимости отдельные участки проваривают сплошным швом от концов трещины к середине.
5
Изготовление дополнительной ремонтной детали начинают с правки стального листа, его раскроя и резки заготовок по разметке. После чего деталь загибают или формуют на специальном оборудовании, готовые детали обрезают, сверлят, правят и зачищают. Материалом для изготовления ремонтной детали является тонколистовая холоднокатаная малоуглеродистая сталь толщиной 0,7-1,5 мм.
Крепление ремонтной детали на места удаленных панелей к корпусу выполняют дуговой сваркой в среде углекислого газа. Перед приваркой осуществляют их прихватку к корпусу в отдельных точках через 80-120 мм проволокой диаметром 0,8 мм той же марки, что и для сварки основных швов при силе тока 90-110 А и напряжении 18-28 В. Окончательно их приваривают сплошным швом внахлестку с перекрытием краев на 25 мм силой тока 45-100 А, напряжением 17-20 В. Расстояние от сопла до поверхности детали — 8-10 мм, вылет электрода — 10-12 мм, наклон электрода к вертикали—18-20°
Проковка и зачистка сварных швов необходима для упрочнения места сварки и придания ему требуемого профиля. Ее выполняют пневматическим молотком при помощи комплекта поддержек и бойков. После проковки места сварки зачищают абразивным кругом, установленным в пневматических или электрических переносных машинках.
Окончательная правка и рихтовка панелей кузовов и кабин предназначена для обеспечения точности сборки и удаления мелких вмятин и вы-пучин, оставшихся на поверхностях. Рихтовку выполняют пневматическим рихтовальным устройством или вручную. Устраняют повреждения сваркой.
Похожие работы
... . Способ сварки НРг не подходит из-за низкой долговечности. По технико-экономическим и прочим показателям. Выбираем из способов микронаплавки (НУГ и НУГар) и железнения самый дешевый по себестоимости ремонта. Ими оказываются микронаплавка способами НУГар и железнение методом Жспл, но при дальнейшем рассмотрении характеристик этих двух способов делаем вывод, что применения способа железнения с ...
... . Важным элементом решения проблемы управления техническим состоянием автомобилей и другого специализированного оборудования является совершенствование технологических процессов и организации производства ТО и ремонта автомобилей и оборудования, включающее рационализацию структуры инженерно-технической службы, методов принятия инженерных решений, технологических приемов, оборудования постов и ...
... А.Е.Рецензенты: преподаватель ЛАТТ Чулков К.А. преподаватель ЛВАМТ Белянин Н.И.3 Пояснительная записка. Программа учебной дисциплины «Ремонт автомобилей и двигателей» предназначена для реализации требований к минимуму содержания уровню подготовки техников механиков по специальности 1705 Техническое обслуживание автомобильного транспорта (базовый уровень среднего профессионального ...
... происходит сборка передней оси, которая потом подвергается регулировке. 1.2.3. Расчет трудоемкости ремонта и годового объема работ, распределение трудоемкости по видам работ. Согласно /2/ трудоемкость ремонта переднего моста автомобиля ГАЗ-53А составляет 7,7 чел.ч для предприятия с годовой программой 5000 шт. С учетом поправочного коэффициента КПР = 1,11 /3/ трудоемкость ремонта на предприятии с ...
0 комментариев