Навигация
Технология ремонта автомобилей и дорожных машин
21168
знаков
2
таблицы
0
изображений
 МОСКОВСКИЙ
МОСКОВСКИЙ
АВТОМОБИЛЬНО-ДОРОЖНЫЙ
ИНСТИТУТ
КАФЕДРА
ПРАДМ
КУРСОВАЯ РАБОТА ПО ТЕМЕ
“ТЕХНОЛОГИЯ РЕМОНТА АВТОМОБИЛЕЙ И
ДОРОЖНЫХ МАШИН”
СТУДЕНТ: Агафонов А.В.
ГРУППА: 4А2
КОНСУЛЬТАНТ: Крейнин А.А.
МОСКВА 1997
1. Краткое описание назначения, устройства и условий работы детали.
Валик водяного насоса является его основной деталью. Валик передает вращение от вала вентилятора к крыльчатке, которая перегоняет воду в системе охлаждения. Крыльчатка крепится к левому конец валика (см. ремонтный чертеж, конец на котором ест резьба) и закрепляется на нем посредством сегментной шпонки и гайки, которая контрогается специальным стопорным кольцом.
Повышенные требования при эксплуатации и ремонте должны предъявляться к Ж17-0,012, так как неудовлетворительное (изношенное) состояние данной цилиндрической поверхности может вызвать протекание охлаждающей жидкости и попадание ее в масло, что может вызвать выход двигателя из строя.
Напряжения, которые испытывает валик носят скручивающий характер.
Валик изготовлен из качественной стали 45 с твердостью заготовки НВ 241-285 часть данной детали закаливается (ТВЧ) и при этом закаленный слой имеет твердость HRC 52-62.
Анализ дефектов детали и требований, предъявляемых к отремонтированной детали.
| Номер дефекта | Название | Метод или при- | Раз | меры |
| дефекта | бор контроля | Номинальный | Пред. допустим. | |
| 1 | Износ Ж17-0,012 | Штангенциркуль | Ж17-0,012 | 16,7 |
| 2 | Износ шпоночной канавки (разбиение) | Визуально | +0,045 4 -0,055 | 4,4 |
| 3 | Износ резьбы М14х1,5 кл. 2 | Визуально, резьбовой шагомер | М14х1,5 кл. 2 |
Определение годовой программы технологического процесса восстановления детали.
Годовая программа:
Nг=N n kр=25000 1 0,5 = 12 500 шт.
Выбор способов устранения дефектов.
Дефект №1 (Износ Ж17-0,012).
Выбираем способы по конструкторско-технологическим характеристикам.
Металлизация:
МПл не подходит из-за малой толщины наращиваемого слоя металла и вида покрытия.
Способ МГП не подходит из-за дороговизны материала покрытия (бронза дорогая).
МЭД подходит по всем параметрам и показателям.
МВЧ и МИВЧ не подходит по материалу покрытия и виду восстанавливаемой поверхности.
Ручная и механизированная сварка под слоем флюса.
НРг и НРад не подходят по виду основного материала изношенной детали.
НОФпл, НСФсер, НСФтмо, НСФпг, НСФпл подходят по всем показателям.
Вибродуговая наплавка.
НВДфл и НВДгэ не подходят из-за большого минимально допустимого диаметра востанавливаемой поверхности Ж40-45, а у нас Ж17мм.
НВдж, МВДсо2, НВДп, НВДвс, НВДгж, НВДпл, НВДуз, НВДтмо подходят по всем показателям.
Микронаплавка, наплавка в среде СО2, припекание порошков.
НЭИ, НПЭ, НБм не подходят по виду поверхности восстановления.
НУГфл, НУГлэ, ТДПП, ЭНП не подходят из-за большего минимально допустимого диаметра востанавливаемой поверхности Ж40-45, а у нас Ж17мм.
НУГ и НУГар подходят по всем показателям.
Хромирование.
ХРппол, ХРлег, ХРхэ не подходят так как сопряжение восстанавливаемой поверхности является подвижным.
ХР, ХРор, ХРуз, ХРстр подходят по всем показателям.
Железнение.
Использование в данном случае любого вида железнения весьма не желательно по трем причинам:
а) Приходится наносить 2-3 слоя, так как один не обеспечивает требуемой толщины.
б) Низкая экологичность методов железнения, требуется очистка стоков.
в) Низкая усталостная выносливость.
По показателям физико-механических свойств.
Способ наплавки ручной аргонодуговой не подходит из-за малой величины микротвердости (всего 200 кг/мм2).
Способ наплавки вибродуговой в среде пара не подходит из-за малой величины микротвердости (всего 225 кг/мм2).
Способы вибронаплавки НВдж, НВДвс, НВДгж, НВДпл, НВДуз и НВДтмо не подходят из-за малого показателя долговечности.
Способ наплаки в среде углекислого газа без охлаждения не подходит из-за малой величины микротвердости (всего 230 кг/мм2).
Способ хромирования в обычном электролите не подходит из-за малой величины выносливости.
По технико-экономическим показателям.
Наплавка ручная газовая не подходит для нашего массового ремонта деталей (12500 деталей в год), так как является весьма дорогим способом.
Хромирование способами ХРппол, ХРхэ, ХРуз, ХРстр не желательны к применению из-за дороговизны.
По прочим характеристикам.
Способ металлизации МЭД не стоит применять т.к. получаемое покрытие является хрупким, что для нашего случая недопустимо.
Способ вибродуговой наплавки в среде углекислого неприемлем из-за наличия пор, раковин, трещин и т.д.
Способ вибронаплавки порошковой проволоки не желателен к применению из-за наличия неравномерностей в структуре покрытия.
Способ микронаплавки в среде углекислого газа с добавлением аргона нежелателен к применению из-за низкой производительности.
Способ хромирования в электролите с каталитическими добавками применяется редко и оборудование для него весьма дорого, поэтому его мы тоже не будем применять.
Выбираем способ хромирования в саморегулирующимся электролите (ХРог).
Дефект №2 (износ шпоночной канавки).
Выбираем способы по конструкторско-технологическим характеристикам.
Металлизация.
МВЧ, МПГ, МПл не подходят по виду материалу покрытия.
Способ МИВЧ не подходит по виду восстанавливаемой поверхности.
По всем показателям подходит способ МЭД.
Ручная и механизированная сварка под слоем флюса.
Подходят способы НРад и НСФлп.
Остальные способы не подходят по виду восстанавливаемой поверхности или материалу покрытия.
Вибродуговая наплавка.
Ни один способ не подходит из-за вида восстанавливаемой поверхности.
Микронаплавка, наплавка в среде СО2, припекание порошков.
Подходит метод НЭЧ, другие не подходят по виду поверхности восстановления (упрочнения).
Хромирование.
Также не подходит не один метод, так ка не совпадают виды поверхности восстановления (упрочнения).
Железнение.
Не подходит не один метод, так ка не совпадают виды поверхности восстановления (упрочнения).
По показателям физико-механических свойств.
Способ металлизации МЭД не подходит из-за низких показателей коэффициента выносливости, сцепляемости и долговечности.
По технико-экономическим и прочим показателям.
В принципе способы ремонта сваркой НРад, НСФпл и микронаплавкой НЭИ имеют примерно одинаковую себестоимость, все же предпочтение отдадим способу электроимпульсной микронаплавки, т.к. сварка НРад, является малопроизводительной, а НСФпл требует термической обработки.
В результате выбираем способ электроимпульсной наплавки.
Похожие работы
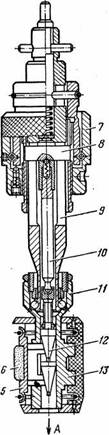
... вала грузы 11 под действием центробежных сил расходятся, вследствие чего ведомая полумуфта 13 поворачивается относительно ведущей 1 в направлении вращения кулачкового вала, что вызывает увеличение угла опережения впрыскивания топлива. При уменьшении частоты вращения коленчатого вала грузы 11 под действием пружин 8 сходятся, ведомая полумуфта 13 поворачивается вместе с валом насоса в сторону, ...


... на шаровій опорі показано на Рис.5. В випадку установки нового підшипника вимикання зчеплення необхідно перевірити, чи заправлений він змазкою. 1.9 Інструменти та обладнання Набір для ремонту муфти зчеплення 1. Гвинт 50-1601098 3 шт 2. Кільце 110-115-30 1 шт 3. Манжета 50х70 1 шт 4. Палець 8х65 відтискного важеля 3 шт 5. Пружина важеля 50-1601083-Б 3 шт 6. Важіль ві ...

... с частотой вращения круга 700-800 мин'1 до получения необходимой прозрачности. После обработки стекло обезжиривают и протирают насухо чистой ветошью. II. КАЧЕСТВО РЕМОНТА АВТОМОБИЛЕЙ Общие положения Отремонтированный автомобиль и его агрегаты — это продукция ремонтного предприятия, и, естественно, они должны обладать определенным качеством. Качество продукции — это совокупность свойств ...
... физико-механических свойств. Способ металлизации МЭД не подходит из-за низких показателей коэффициента выносливости, сцепляемости и долговечности. По технико-экономическим и прочим показателям. В принципе способы ремонта сваркой НРад, НСФпл и микронаплавкой НЭИ имеют примерно одинаковую себестоимость, все же предпочтение отдадим способу электроимпульсной микронаплавки, т.к. сварка НРад, является ...
0 комментариев