Навигация
1. Назначаем режимы резания
- глубина резания: 0,3 - стр.286 т.З 8
- подача: 0,10 - стр.286 т.З 8
Скорость резания:
![]()
CV - показатель степени - стр.286 т.З 8
Д - диаметр режущего инструмента
Т - период стойкости - стр.290 т.40
t - глубина резания - стр.286 т.З 8
S - подача - стр.286 т.З 8
В - ширина фрезерования
SZ - подача на один'зуб
KV- общий поправочный коэффициент на скорость резания
![]()
Kмv - коэффициент, учитывающий качество обрабатываемого
материала - стр. 261 т. 1-4
Кпv, - коэффициент, учитывающий состояние поверхности заготовки
- стр.263 т.5
Киv - коэффициент, учитывающий материал инструмента - стр. 263 т.4
![]()
Кг - коэффициент, характеризующий группу стали по
обрабатываемости - стр.262 т.2
nv - показатель степени - стр.262 т.2
![]()
Кг=1;
nv = 0,9;
Сила резания и крутящий момент
![]()
Z - число зубьев фрезы
n- частота вращения фрезы об/мин.
Ср - коэффициент показателя степени - стр.291 т.41
Ср = 68,2
х = 0,86; n=l; S = 0,10; у = 0,72; q = 0,86
w = 0; В = 6; t = 0,3; Z= 2; D = 6; n = 400
![]()
Кмр - поправочный коэффициент на качество обрабатываемого
материала - стр.264 т.9

Крутящий момент (N:M)
Мощность резания (кВт)
Nпо станку · η= 2,2 · 0,75 = 1,65
Вывод: Мощность достаточна для обработки, т.е. N > Ne
СИЛОВОЙ РАСЧЕТ ПРИСПОСОБЛЕНИЯ
Исходные данные:
- вид обработки: шпоночно-фрезерный;
- станок: 6Р1ЗФЗ-01
- силовые факторы при резании:
1. Коэффициент запаса
![]()
где,
К0 - гарантированный запас;
K1 = 1 - учитывает наличие случайных неровностей на заготовке;
К2 - учитывает затупление режущего инструмента;
К3 - учитывает прерывистое резание;
К4 - учитывает постоянство сил зажима;
К5 - учитывает удобство расположения рукояток и угол поворота;
К6 - учитывает влияние моментов, поворачивающих заготовку вокруг.
К2 = 1,6 - 1,8 => 1,7 - фрезерование торцовой фрезой
К3=1,2
К4 = 1 - пневматика
К5=1
К6=1
2. Уравнение равновесия заготовки
![]()
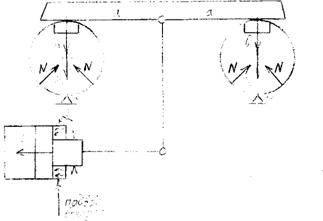
Уравнение равновесия заготовки на сдвиг
![]()
N – нормальная сила;
К - коэффициент запаса;
Pz - сила;
F - коэффициент трения =0,16 -стр.85 т.10
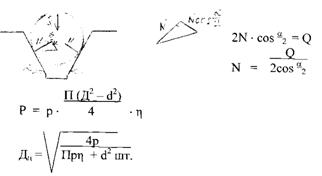
Р - давление воздуха в пневмо-штоке р = 0,4 мПd
η = коэфф. = 0,8
dштока 20... .30
P1 - сила на штоке
Принимаю Q = 1÷1 ; P1 = 1178,3
![]()
Принимаю Дц = 80 мм

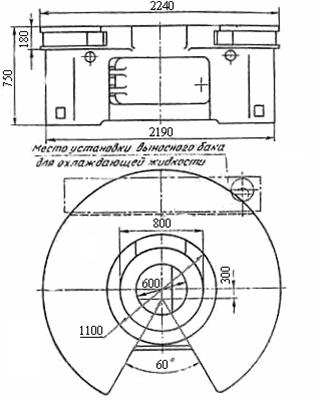
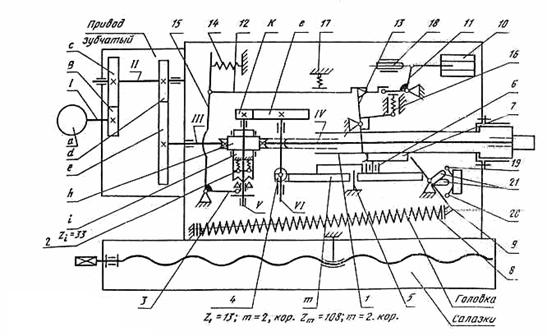
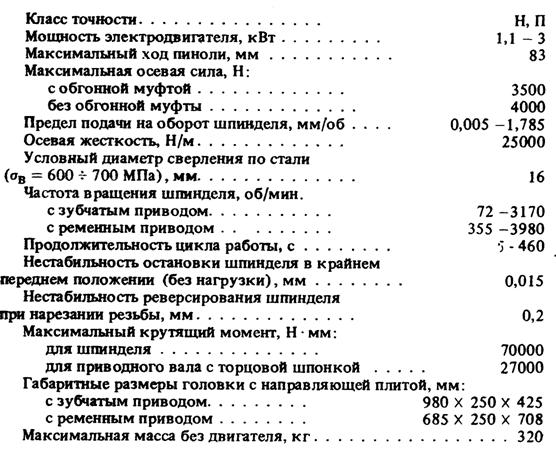
Вертикально-фрезерный станок 6Р13ФЗ-01
Паспортные данные станка
Размер рабочей поверхности стола (ширина х длина) 400 х 600
Наибольшее перемещение стола
- продольное 1ООО
- поперечное 400
- вертикальное 380
Перемещение гильзы со шпинделем 150
Наибольший угол поворота шпиндельной головки
Внутренний конус шпинделя (конусность 7:24) 50
Число скоростей шпинделя 18
Частота вращения шпинделя (об/мин) 40-2000
Число подач стола б/с
Подача в мм/мин.:
- продольная и поперечная 2400
- вертикальная 2400
Мощность электродвигателя привода главного движения кВт 7,5
Габаритные размеры:
- длина 3620
- ширина 4150
- высота 2760
Масса (без выносного оборудования) кг 5650
Список используемой литературы
1. Конспект лекций по предмету «Технологическая оснастка».
2. Конспект лекций по предмету «Технологическое оборудование».
3. «Справочник технолога-машиностроителя» по редакцией А.Г.Когиловой и Р.К.Мещерякова, издательство «Машиностроение» Москва, 1986 г., Том 2.
4. Конспект лекций по предмету «Технология машиностроения»
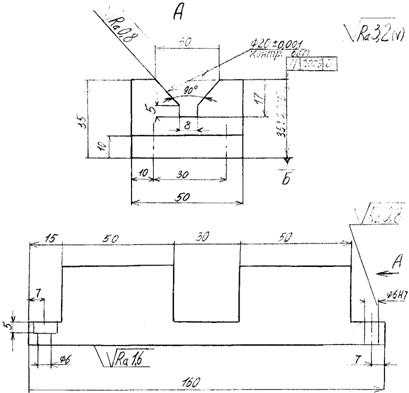
1.Нanpaвляющие призмы цементировать и закалить до HRC 55...60
2.Неуказанные предельные отклонения размеров : H14, h14, ± IT 14/2
Похожие работы





... рабочей позиции, фиксацию устройства или спутника на рабочей позиции оформляются в виде таблицы 3.1. В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана со сверлильной и фрезерной обработкой поверхностей и отверстий. Таким образом, проектируемая линия должна обеспечивать указанную в задании производительность. Для этого произведем ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... переходов, назначение режимов резания для каждого перехода 1.3.1 Определение порядка обработки и технологических переходов Для обработки четырех отверстий с резьбой с донной стороны заготовки и одного отверстия с боковой стороны полагаю использовать пятипозиционный стол агрегатного станка (одна позиция загрузочная). Выбор инструмента Порядок обработки по позициям: 1. Загрузочная позиция ...





... поковка. Группа стали – М2; Степень сложности – С2; Класс точности – Т4; Исходный индекс – 14. Метод получения заготовки – штамповка в закрытых штампах. Разработка маршрутного технологического процесса 05 Заготовительная Горячая штамповка 10 Фрезерно-центровальная А. Установить и снять заготовку 1. Фрезеровать торцы выдерживая размер 1401 мм Центровать отверстия В4 15 ...
0 комментариев