Навигация
Разработка автоматической линии для обработки детали типа "Вал-червяк"
43126
знаков
10
таблиц
9
изображений
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ДОНЕЦКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Механический факультет
Кафедра МС
КУРСОВОЙ ПРОЕКТ
по дисциплине “Теория проектирования автоматизированных станочных комплексов”
на тему: Разработка автоматической линии для обработки детали типа «Вал-червяк»
ПК 08.6.090203.50.00.000 ПЗ
Выполнил
ст. гр. МС-04н А.И. Горобец
Принял Л.П. Калафатова
Нормоконтроль В.В. Гусев
Донецк 2008
РЕФЕРАТ
Работа содержит: страниц 47, таблиц 10 , источников 5, рисунков 8, приложений 12.
Объект проектирования: автоматическая линия для изготовления детали типа вал-червяк.
Цель работы: закрепить знания, полученные при изучении курса «Теория проектирования автоматизированных станочных комплексов», приобрести навыки проектирования автоматических линий.
ПЕРЕХОД, ПОЗИЦИЯ, ПОТЕРИ ВНЕЦИКЛОВЫЕ, СТАНКИ ДУБЛЕРЫ, АВТОМАТИЧЕСКАЯ ЛИНИЯ, ЦИКЛОГРАММА РАБОТЫ, АГРЕГАТНЫЙ СТАНОК, СИЛОВАЯ ГОЛОВКА, ФРЕЗЕРНАЯ НАСАДКА, РЕЖУЩИЙ ИНСТРУМЕНТ.
Задание
Разработать компоновочную схему автоматической линии для изготовления детали типа вал. Рассчитать экономические показатели выбранной линии.
Спроектировать агрегатный станок для фрезерования шпоночного паза.
Исходными данными к курсовому проекту является заданная производительность изготовления детали в условиях автоматизированного производства равная 365шт./смену и чертеж детали представленный в приложении А.
Содержание
Введение
1 Анализ технологичности конструкции детали
2 Технологический процесс изготовления детали для неавтоматезированого производства
3 Расчет технологической производительности процесса
4 Анализ базового операционного процесса по критерию обеспечения заданной сменной производительности
5 Уточненный расчет производительности автоматической линии
6 Выбор транспортно-загрузочной системы
7 Расчет затрат для выбранных вариантов автоматических линий
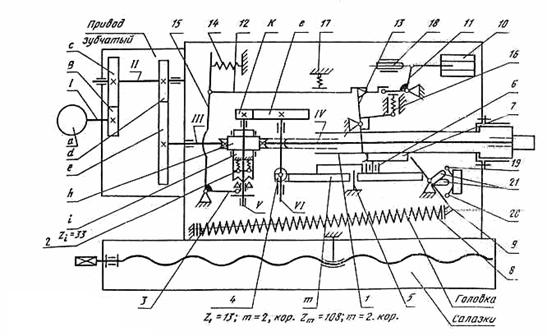
8 Описание работы спроектированной АЛ
9 Описание конструкции и работы станка
10 Определение режимов обработки
11 Определение усилий и мощности резания
12 Кинематический расчет фрезерной насадки
13 Расчет прогиба шпинделя
14 Расчет жесткости опор качения
15 Расчет жесткости шпинделя
16 Динамический расчет шпиндельного узла
ЗАКЛЮЧЕНИЕ
СПИСОК ЛИТЕРАТУРЫ
Приложение А Чертеж детали
Приложение Б Карты наладок
Приложение В Чертеж автоматической линии
Приложение Г Циклограмма работы автоматической линии
Приложение Д Чертеж агрегатного станка
Приложение Е Чертеж фрезерной насадки
ВВЕДЕНИЕ
Автоматизация производственных процессов всегда являлась одним из важнейших направлений развития НТП. В развитых странах в настоящее время автоматизация занимает ведущее место в развитии промышленности, причем наблюдается тенденция к все растущей её глобальности. Несмотря на капитальные затраты, связанные с автоматизацией, она позволяет освободить гораздо больше средств за счет повышения производительности и экономии живого труда. Автоматизация дает толчок в развитии важнейших отраслей промышленности, позволяет снизить себестоимость их продукции.
Курс «Теория проектирования автоматизированных станочных комплексов» является основой для изучения процесса проектирования автоматических линий. Его изучение является важным этапом подготовки инженеров-механиков.
1 Анализ технологичности конструкции детали
Деталь (рис. 2.1) является валом-червяком с хвостовиком для соединения с двигателем посредством муфты, с шейками, которые являются посадочными поверхностями для подшипников и с шейкой под уплотнительное маслоудерживающее кольцо. Это накладывает высокие требования к параметрам качества поверхностей цапф: шероховатость цапф под подшипники достигает величины Ra 0,63; под маслоудерживающее кольцо - Ra 0,32 мкм, отклонения формы поверхностей под подшипники контролируются в двух плоскостях: радиальное биение цапф, которое не должно превышать 20 мкм и торцевое биение цапф – до 16 мкм. Центрирование вала и ступицы муфты осуществляется скользящей посадкой, крутящий момент передается с помощью шпоночного соединения. Это накладывает дополнительные требования к этой поверхности (шероховатость Ra 1,6 мкм), которая выполнена по 6 квалитету; радиальное биение хвостовика не должно превышать 20 мкм. Так как обработка цапф предусматривает шлифование и полирование, на валу предусмотрены канавки для выхода шлифовального круга, выполненные по наружнему цилиндру и торцу ГОСТ 8820-69 исп.4.
Поскольку для конструкторской базы принята ось детали (прил. А), то для механической обработки детали целесообразно использовать технологические центровые отверстия В4 ГОСТ 14034-74, которые будут являться технологической и измерительной базами. На валу выполнен паз, который производится врезанием концевой фрезы и продольным фрезерованием, что нетехнологично. Технологичным является выполнение сегментного шпоночного паза дисковыми фрезами, но в этом случае уменьшается сечение вала, что снижает его долговечность, поэтому выполнение данного шпоночного паза необходимо с такой конфигурацией, которая показана на чертеже.
Для установки подшипников, ступицы муфты, предусмотрены заходные фаски 2,5х450. Для исключения травматизма острые кромки притуплены фасками 1х450.
В качестве материала из которого изготовлен вал принята конструкционная сталь 45 ГОСТ 1050-88 c содержанием углерода 0,45%. Для повышения износостойкости вала в качестве термообработки принята закалка зубьев на установке ТВЧ.
Для контроля допуска на погрешность направления зубьев вала допускается заменить его проверкой пятна контакта с сопряженным колесом. При чем пятно контакта по высоте - не менее 40%.
Определим жесткость детали используя отношение длины к приведенному диаметру.

Вал является жестким, так как отношение длины к диаметру ![]()
 , что меньше 12. Поэтому при механической обработке детали можно назначать интенсивные режимы резания.
, что меньше 12. Поэтому при механической обработке детали можно назначать интенсивные режимы резания.
Таким образом, конструкция детали является технологичной.
2 Технологический процесс изготовления детали для неавтоматизированного производства

Рисунок 2.1- Изготавливаемая деталь
На рисунке 2.1 указаны позиции обрабатываемых поверхностей. Далее приведем технологический процесс обработки детали в условиях неавтоматизированного производства.
005 Заготовительная
010Термическая (улучшение)
020 Фрезерно-центровальная
А. Установить и снять заготовку
1. Фрезеровать торцы поверхность 1, 25
2. Сверлить центровочные отверстия
030 Токарно-винторезная
А. Установить и снять заготовку
1. Точить поверхность 7 начерно
2. Точить поверхность 3 начерно
3. Точить поверхность 9 начерно
Б. Переустановить заготовку
4. Точить поверхность 23 начерно
5. Точить поверхность 15 начерно
6. Точить поверхность 19 начерно
7. Точить поверхность 11 начерно
040 Токарно-винторезная
А. Установить и снять заготовку
1. Точить поверхность 3 и торец поверхность 5 начисто
2. Точить фаску поверхность 2
3. Точить фаску поверхность 6
4. Точить канавку поверхность 4
Б. Переустановить заготовку
5. Точить поверхность 23 и торец поверхность 21 начисто
6. Точить поверхность 19 и торец поверхность 17 начисто
7. Точить поверхность 15 и торец поверхность 13 начисто
8. Точить фаску поверхность 24
9. Точить фаску поверхность 16
10. Точить фаску поверхность 12
11. Точить фаску поверхность 20
12. Точить канавку поверхность 22
13. Точить канавку поверхность 18
14. Точить канавку поверхность 14
050 Вертикально-фрезерная
А. Установить и снять заготовку
1. Фрезеровать шпоночный паз поверхность 26
060 Универсально-фрезерная
А. Установить и снять заготовку
1. Фрезеровать зубья предварительно
2. Фрезеровать зубья начисто
070 Термическая (ТВЧ)
080 Круглошлифовальная
А. Установить и снять заготовку
1.Шлифовать поверхность 3 предварительно
Б. Переустановить заготовку
2. Шлифовать поверхность 23 предварительно
3. Шлифовать поверхность 19 предварительно
4. Шлифовать поверхность 15 предварительно
090 Круглошлифовальная
А. Установить и снять заготовку
1.Шлифовать поверхность 3 окончательно
Б. Переустановить заготовку
2. Шлифовать поверхность 23 окончательно
3. Шлифовать поверхность 19 окончательно
4. Шлифовать поверхность 15 окончательно
100 Червячно-шлифовальная
А. Установить и снять заготовку
1.Шлифовать зубья
110 Контрольная
На основании базового техпроцесса обработки произведем расчет машинного времени обработки каждой конкретной поверхности и результат занесем в таблицу 2.1.
Таблица 2.1-Расчет машинного времени выполнения операций
| Наименование | Инструмент | Параметры резания | D, мм | L, мм | tр, мин | |||||
| операции | перехода | t, мм | sоб, мм/об | v, м/мин | n, об/мин | sмин, мм/мин | ||||
| Фрезерно-центровальная | Фрезеровать торцы пов. 1, 25. | Фрезы торцевые Т5К10 | 8 | 0,8 | 164 | 614,5 | 491,6 | 85 | 131 | 0,22 |
| Токарно-винторезная (Черновая Установ А) | Сверлить центровочные отверстия | Сверла центровочные комбинированные ГОСТ 14952-75 | 2 | 0,31 | 10 | 490 | 152 | 4 | 10,06 | 0,08 |
| Точить пов. 7 начерно | Резец проходной упорный Т5К10 | 1,8 | 0,97 | 58 | 440 | 426,6 | 42 | 100 | 0,23х2 | |
| Токарно-винторезная (Черновая Установ Б) | Точить пов. 3 начерно | Резец проходной упорный Т5К10 | 1,8 | 0,97 | 58 | 497 | 497,7 | 36 | 17,6 | 0,04х2 |
| Точить пов. 9 начерно | Резец проходной Т5К10 | 2,6 | 0,97 | 65 | 493 | 557,8 | 80 | 117,5 | 0,47х2 | |
| Точить пов. 23 начерно | Резец проходной упорный Т5К10 | 1,8 | 0,58 | 58 | 560 | 542,9 | 33 | 76 | 0,28 | |
| Точить пов. 15 начерно | Резец проходной упорный Т5К10 | 1,8 | 0,58 | 58 | 462 | 448 | 40 | 86 | 0,38 | |
| Точить пов.19 начерно | Резец проходной упорный Т5К10 | 1,8 | 0,58 | 58 | 478,5 | 464,2 | 38,6 | 19 | 0,04 | |
| Токарно-винторезная (Чистовая Установ А) | Точить пов.3 и торец пов. 5 начисто | Резец проходной упорный Т5К10 | 0,325 | 0,54 | 82 | 738,8 | 399 | 35,35 | 18 | 0,05 |
| Токарно-винторезная (Чистовая Установ Б) | Точить фаску пов.2 | Резец проходной Т5К10 | 2,5 | 0,06 | 130 | 1171 | 70,3 | 35 | 2,5 | 0,06 |
| Точить фаску пов.6 | Резец проходной Т5К10 | 1 | 0.06 | 130 | 985.6 | 59.1 | 42 | 1 | 0.03 | |
| Точить канавку пов.9 | Резец проходной Т5К10 | 0,2 | 0,06 | 70 | 637 | 38,2 | 35 | 2,2 | 0,06 | |
| Точить пов.23 и торец пов.21 начисто | Резец проходной упорный Т5К10 | 0,325 | 0,54 | 82 | 807,3 | 436 | 32,35 | 76 | 0,17 | |
| Точить пов.19 и торец пов. 17 начисто | Резец проходной упорный Т5К10 | 0,325 | 0,54 | 82 | 681 | 367,7 | 38,35 | 19 | 0,05 | |
| Точить пов.15 и торец пов. 13 начисто | Резец проходной упорный Т5К10 | 0,325 | 0,54 | 82 | 647,2 | 349,5 | 40,35 | 67 | 0,19 | |
| Точить фаску пов.24 | Резец проходной Т15К6 | 2,5 | 0,06 | 130 | 1171 | 70,3 | 35 | 2,5 | 0,06 | |
| Вертикальнофрезерная | Точить фаски пов.16, 12 | Резец проходной Т5К10 | 1 | 0.06 | 130 | 985.6 | 59.1 | - | 1 | 0,03х2 |
| Точить фаску пов. 20 | Резец проходной Т5К10 | 1 | 0.06 | 130 | 1089,5 | 65,4 | 38 | 1 | 0,08 | |
| Точить канавки пов.22, 18, 14 | Резец проходной Т5К10 | 0,2 | 0,06 | 70 | 637 | 38,2 | - | 2,2 | 0,06х3 | |
| Фрезеровать шпоночный паз Пов. 26 | Фреза концевая Р18 | 5 | 0,1 | 55 | 1752 | 175,2 | 10 | 61 | 0,35 | |
| Суммарное значение рабочего времени | 3,8 | |||||||||
Похожие работы
... переходов, назначение режимов резания для каждого перехода 1.3.1 Определение порядка обработки и технологических переходов Для обработки четырех отверстий с резьбой с донной стороны заготовки и одного отверстия с боковой стороны полагаю использовать пятипозиционный стол агрегатного станка (одна позиция загрузочная). Выбор инструмента Порядок обработки по позициям: 1. Загрузочная позиция ...
... . Кулачки, которые управляют открытием и закрытием захватов, должны быть оптимально отрегулированы по циклу с учётом ускорения и инерционных сил. 2. Приспособление для притира корпусных отверстий в листовой печатной машине Planeta - Variant Р44-3 2.1 Конструкция приспособления Сборочный чертеж приспособления представлен в виде графической части на формате А1. Приспособление состоит из ...
... заготовки относ: - стандартизация и унификация элементов конструкции; - упрощение геометрических форм; - максимальная инструментальная доступность; 22. Технологическое обеспечение качества изделий машиностроения Качество продукции — совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Свойства, составляющие ...
... расчетно-аналитического методов связано с тем, что второй метод учитывает больше погрешностей. Объем заготовки: Масса заготовки: . Коэффициент использования материала: . 7. Разработка маршрутной технологии механической обработки детали Разрабатываемый технологический процесс должен быть прогрессивным, обеспечивать повышение производительности труда и качества деталей, сокращение трудовых ...
0 комментариев