Навигация
Получение заготовки штамповкой на кривошипных горячештамповочных прессах
9319
знаков
2
таблицы
1
изображение
3. Получение заготовки штамповкой на кривошипных горячештамповочных прессах
1) По таблице 3.1.3 [1] выбираем:
а) Оборудование – молоты;
б) Штамповочные уклоны: внешние – 7°, внутренние– 10°;
в) Радиусы закруглений r=2 мм, R=5мм.
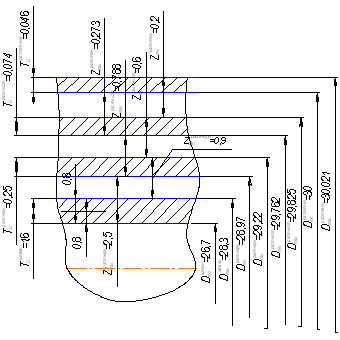
2) По таблице 3.4 [1] назначаем припуски на обработку на сторону и сводим их в таблицу 3.
Таблица №1
| Размеры | Припуск | Допуск | Расчёт заготовки | Окончательные размер |
| Æ70 | +2,3 | +2,0 -1,2 | Æ70-(2×2,3) | Ш |
| Æ70 | +2,3 | +2,0 -1,2 | Æ70+(2×2,3) | Ш |
| Æ80 | +2,3 | +2,0 -1,2 | Æ80+(2×2,3) | Ш |
| 50 | +2,3 | +1,8 -1,5 | 50+(2×2,3) | Ш |
| 310 | +2,7 | +2,0 -1,8 | 310+(2×2,7) | Ш |
3) Рассчитаем площадь поковки в плане [2]:
![]() .
.
4) Определим толщину мостика для облоя [2]:
![]() (3)
(3)
Коэффициент С0 принимаем равным 0,015.
5) По таблице 3.2.2 выбираем остальные размеры облойной канавки [1]:
а) Усилие пресса – 6.3 МН;
б) h0=2,38 мм;
в) l=5,5 мм;
г) h=6 мм;
д) R1=15 мм.
6) Рассчитаем объём заготовки [2]:
![]() (4)
(4)
где:
а) Объём поковки: ![]()
б) Объём угара: ![]() (нагрев в электропечах).
(нагрев в электропечах).
в) Объём облоя: ![]() , где:
, где:
![]() - коэффициент, учитывающий изменение фактической площади сечения получаемого облоя по сравнению с площадью сечения мостика;
- коэффициент, учитывающий изменение фактической площади сечения получаемого облоя по сравнению с площадью сечения мостика;
![]() - площадь поперечного сечения мостика;
- площадь поперечного сечения мостика;
![]() ;
;
![]() .
.
г) Объём заготовки:
![]() .
.
7) Рассчитаем массу заготовки:
![]()
где: г – плотность материла;
г =7850 г/мм3, тогда:
![]() qqqqqqq
qqqqqqq
8) Определим коэффициент использования материала:
![]()
9) Рассчитаем усилие штамповки:
 (5)
(5)
где:
а) ![]() - диаметр исходной заготовки (
- диаметр исходной заготовки (![]() принимаем m=2), тогда:
принимаем m=2), тогда:
![]() ;
;
б) ![]() - площадь проекции поковки на плоскость разъёма штампа;
- площадь проекции поковки на плоскость разъёма штампа;
в) ![]() - предел прочности штампуемого материала, тогда:
- предел прочности штампуемого материала, тогда:
Расчётное значение усилия штамповки совпадает с выбранным в пункте 5, значит расчёты верны по таблице 3.5 выбираем примерную производительность КГШП 160 шт/ч
Похожие работы
... - контрольные средства - вспомогательный инструмент 6. Разработать технологические операции -рассчитать режимы резания -рассчитать нормы времени II. Выбор типа производства и формы организации технологического процесса изготовления 1. Рассчитаем массу данной детали: q= , V= мм3 V=200733 мм3 m=200,733·7850·10-9=1,576 кг. 2. Анализ исходных данных: - масса данной детали ...





... 100h12 12 6,3 Черновое точение 12 6,3 9 100 9 3,2 Однократное фрезерование 9 3,2 Используя результаты разработки МОП, приведем перечень операций технологического процесса в их технологической последовательности. Представим его виде таблицы: Таблица 4.2 Операционная карта обработки зубчатого колеса № Опе-рации Технологическая операция Элементарная поверхность 005 Токарно- ...
... оборудования 344 8256 Определяем коэффициент экстенсивного использования дробилки: КЭКС. = tФ/tПЛ (1) КЭКС. = 8250/8400 = 0,982 Таким образом, дробилка в 2008 году используется на 98,2%. 1.4 Технико-экономические показатели деятельности ремонтной бригады 1.4.1 Методика расчёта трудоёмкости ремонтных работ и численности ремонтных рабочих Трудоемкость ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
0 комментариев