Навигация
Определение типа производства
21502
знака
9
таблиц
1
изображение
2 Определение типа производства
Тип производства можно определить ориентировочно на основании опытной зависимости по годовому объему выпуска и массе детали, используя данные таблицы 2.1., а также коэффициентом закрепления операций Кзо, который показывает отношение всех различных технологических операций, выполняемых или подлежащих выполнению подразделением в течение месяца, к числу рабочих мест. Так как Кзо отражает периодичность обслуживания рабочего всей необходимой информацией, а также снабжения рабочего места всеми необходимыми вещественными элементами производства, то Кзо оценивается применительно к явочному числу рабочих подразделения из расчета на одну смену;
Практическое значение Кзо для массового производства может быть 0,1—1,0.
Таблица 2.1 – Ориентировочное определение типа производства по годовому объему выпуска и массе деталей
| Тип производства | Годовой объем выпуска деталей при массе | ||||
| До 1,0 кг | 1,0-2,5 кг | 2,5-5,0 кг | 5-10 кг | Свыше10 кг | |
| Единичное | До 10 | До 10 | До 10 | До 10 | До 10 |
| Мелкосерийное | 10-2000 | 10-1000 | 10-500 | 10-300 | 10-200 |
| Среднесерийное | 1500-100000 | 1000-50000 | 500-35000 | 300-25000 | 200-10000 |
| Крупносерийное | 75000-200000 | 50000-100000 | 35000-75000 | 25000-50000 | 10000-25000 |
| Массовое | Свыше 200000 | Свыше 100000 | Свыше 75000 | Свыше 50000 | Свыше 25000 |
Принимаем среднесерийный тип производства.
Предварительный расчёт норм времени ведётся по приближённым формулам [2, прил. 1, стр. 148-149].
Рассчитаем нормы времени по каждому переходу по каждой операции.
Черновая обточка за один проход:
![]() ,
,
где d – диаметр обработки;
L – длина обработки.
Черновая подрезка торца:
![]() ,
,
Чистовая подрезка торца:
![]() ,
,
Чистовая обточка по 9-му квалитету:
![]() ,
,
Шлифование чистовое:
![]() ,
,
Сверление отверстий:
![]() ,
,
Зубофрезерование:
![]() ,
,
После определение основного времени определяют штучно-калькуляционное время по формуле:
![]() ,
,
где jк – коэффициент учитывающий вид станка [2, прил. 1, стр. 148-149].
Все полученные данные занесём в таблицу 2.2.
Таблица 2.2- Данные по операциям
| Операция | Тшт, мин | mp | Р | Ŋз.ф. | Q |
| Токарная черновая | 6,2 | 1,06 | 1 | 1,06 | 0,75 |
| Токарная чистовая | 8,3 | 1,42 | 1 | 1,42 | 0,56 |
| Зубофрезерная | 14,4 | 2,47 | 2 | 1,23 | 0,65 |
| Сверлильная | 0,48 | 0,08 | 1 | 0,08 | 9,73 |
| Фрезерная | 2,46 | 0,42 | 1 | 0,42 | 1,90 |
| Внутрилифовальная | 7 | 1,20 | 1 | 1,20 | 0,67 |
| Зубошлифовальная | 17,2 | 2,95 | 3 | 0,98 | 0,81 |
где
Тшт – штучное время на выполнение указанной операции (берётся при рассмотрении базового варианта ТП),
mp – фактически необходимое оборудование,
Р – округлённое количество оборудования,
Ŋз.ф. – коэффициент фактической загрузки оборудования,
Ŋз.ф= mp/Р,
Q= Ŋз.н/Ŋз.ф.,
Ŋз.н. - коэффициент нормальной загрузки оборудования,
Ŋз.н=0.75..0.80,
mp=(NТшт)/(60FдŊз.н.), где
N – количество деталей в партии N=33000,
Fд=4015, - количество рабочих часов в году,
Далее находим коэффициент закрепления операций Кз.о.
Кз.о.=ΣQ/ΣР,
В случае когда Кз.о.>40 – единичное производство,
20< Кз.о.<40 – мелкосерийное производство,
10< Кз.о.<20 - серийное производство,
1<Кз.о.<10 – крупносерийное производство,
Кз.о.<1 – массовое производство.
mp1=(NТшт1)/(60FдŊз.н.)=(NТшт1)/180675=0,13ΣQ=15
ΣР=10
Кз.о.=ΣQ/ΣР=1,5 – тип производства – крупносерийный.
Похожие работы
... оборудования; рабочих мест для слесарных работ; площади складов металла и запасных частей; площади кладовых инструмента, приспособлений, абразивов, вспомогательных материалов. 4.4 Проектирование участка Участок мелкой листовой штамповки запасных частей автомобилей ВАЗ представлен на листах №9 и №10 графической части дипломного проекта. Ширина пролета принята равной 24 метра, высота пролета ...

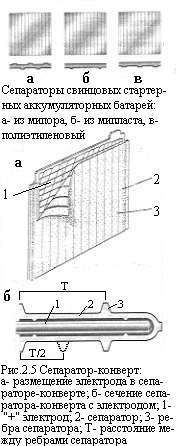
... батарей важна также дешевизна и доступность сырья, простота изготовления. В свинцовых аккумуляторах применяют сепараторы из мипора, мипласта, поровинила, пластипора и винипора. В стартерных свинцовых аккумуляторных батареях устанавливают сепараторы из мипора и мипласта. Мипор (микропористый эбонит) получают в результате вулканизации смеси натурального каучука с силикагелем и серой. К недостаткам ...



... тюнинга легкового автомобиля, приводятся технические требования к различным агрегатам автомобиля. Учебное пособие комплектуется демонстрационными материалами – фото тюнинговых автомобилей (5 шт.) Внешний тюнинг автомобилей Аэрография на автомобилях Глава 2. Тюнинг внедорожников Тюнинг для внедорожников это почти все то, о чем мы говорили в первой главе данной работы, за ...
... 140 110 0,14 ГАЗ-52-04 140 110 0,13 УАЗ-469 140 110 0,13 При работе автомобилей в дорожных условиях второй категории периодичность пробега номерных технических обслуживании и ремонта автомобилей увеличивают на 10%, а в условиях четвертой и пятой категорий снижают соответственно на 12 и 25%. Кроме того, при работе автомобильного транспорта в условиях жаркого и сухого климата нормы ...
0 комментариев