Навигация
Нормирование технологических операций в соответствии с маршрутом восстановления
21502
знака
9
таблиц
1
изображение
5. Нормирование технологических операций в соответствии с маршрутом восстановления
Определение основного технологического времени
Токарная (черновая) операция.
Определим основное технологическое время по формуле:
To = Lр.х./(Sg×ng)×i мин,
где Lр.х. – длина рабочего хода, определяется как:
Lр.х. = l+y+D мм,
где l мм – длина резания;
y = 2 мм – величина врезания;
D = 0 мм –длина перебега.
Определим основное время на каждом переходе:
- точить ñ70 в размер 9
Подставляя известные величины в формулу, получим:
Lр.х. = 9+2=11 мм
Подставляя эти величины в формулу, получим:
To = 11·3/ (500×0.7) = 0.1 мин
- точить канавку в размеры ñ53,5; 8
Подставляя известные величины в формулу, получим:
Lр.х. = 8,25+2=10 мм
Подставляя эти величины в формулу, получим:
To = 10·1/ (250×0.2) = 0,2мин
- расточить отв.ñ54,5 (+0,02) напроход
Подставляя известные величины в формулу, получим:
Lр.х. = 36,5+2+2=40,5 мм
Подставляя эти величины в формулу, получим:
To = 40·2/ (950×0.2) = 0,42мин
Токарная чистовая
- точить торец в размер 32,5(техн)
Подставляя известные величины в формулу, получим:
Lр.х. = 28+2=30 мм
Подставляя эти величины в формулу, получим:
To = 30·2/ (500×0.2) = 0,6мин
- точить торец в размеры 0,4; ñ58
Подставляя известные величины в формулу, получим:
Lр.х. = 18+2=20 мм
Подставляя эти величины в формулу, получим:
To = 20/ (950×0.2) = 0,1мин
- точить торец в размер 84,5; ñ63,5
Подставляя известные величины в формулу, получим:
Lр.х. = 20+2=22 мм
Подставляя эти величины в формулу, получим:
To = 22 / (500×0.2) = 0,22мин
-точить ñ70 до канавки
Подставляя известные величины в формулу, получим:
Lр.х. = 7+2=9 мм
Подставляя эти величины в формулу, получим:
To = 9·3/ (950×0.2) = 0,14мин
- точить торец в размер 31,5
Подставляя известные величины в формулу, получим:
Lр.х. = 14+2+2=18 мм
Подставляя эти величины в формулу , получим:
To = 18· 2/ (950×0.2) = 0,2мин
- точитьñ107,01 напроход
Подставляя известные величины в формулу, получим:
Lр.х. = 20,5+2+2=24,5 мм
Подставляя эти величины в формул, получим:
To = 24,5·2/ (950×0.2) = 0,26мин
- снять 3 фаски 1х45
Подставляя известные величины в формулу, получим:
Lр.х. = 1+2=3 мм
Подставляя эти величины в формул, получим:
To = 3·3/ (950×0.2) = 0,04мин
Общее основное время токарной чистовой операции составит 1,56 мин.
Сверлильная операция
- сверлить 3 отв. ñ3,5 в размер 22 с переустановкой
Подставляя известные величины в формулу, получим:
Lр.х. = 25 + 10 = 35 мм
To = Lр.х./(Sg×ng)×i мин,
To = 35·3/(200×0.22) = 1.75 мин.
5.4 Фрезерная операция.
- фрезеровать 3 паза в размеры 5, 2, 8 с переустановкой
To = Lр.х./(Sм)×i мин=Lр.х./(Szn)×i мин=78/(75·40·200)=0.96 мин
Зубофрезерная операция
То=12 мин=0,2 н/ч (определяется по табличным данным, исходя из модуля, числа зубьев и длинны обработки).
Шлифовальная операция.
- шлифовать отв. ñ 55 (+0,018;-0,008)
![]()
где L – длина обработки, мм;
h – припуск на шлифование, мм;
n – число оборотов заготовки в минуту;
t – поперечная подача круга в направлении, нормальном к обрабатываемой поверхности, мм/дв.ход;
k – 1,3 – 1,8 – для окончательного шлифования.
![]() мин
мин
Режимы резания на остальные операции рассчитаем аналогично и результаты занесем в ОК.
Под техническим нормированием понимается установление норм времени на выполнение отдельной работы или нормы выработки в единицу времени. Под нормой времени понимается время, устанавливаемое на выполнение данной операции.
Тшт=То+Твсп + Тоб+Тотд=Топ + Тоб+Тотд.
То - основное время;
Твсп – вспомогательное время;
Твсп= Тус + Тзо + Туп + Тизм;
Тус – время на установку и снятие заготовки;
Тзо – время на закрепление, открепление;
Туп – время на приемы управления;
Тизм – время на измерения;
Топ=То + Твсп;
Топ – оперативное время;
Тоб– время на обслуживание, отдых;
Тоб=Ттех+Торг;
Ттех=То*tсм/Т
Ттех – время на техническое обслуживание рабочего места;
tсм – время на смену инструмента, мин;
Т – стойкость инструмента, мин;
Торг=Топ*3%/100
Торг – время организационное, мин;
Тотд=Топ*6%/100
Тотд – время на отдых и личные надобности.
Для вычисления распишем токарную операцию, остальные вычисляются аналогично.
Для удобства вычислений составим таблицу 5.1.
Похожие работы
... оборудования; рабочих мест для слесарных работ; площади складов металла и запасных частей; площади кладовых инструмента, приспособлений, абразивов, вспомогательных материалов. 4.4 Проектирование участка Участок мелкой листовой штамповки запасных частей автомобилей ВАЗ представлен на листах №9 и №10 графической части дипломного проекта. Ширина пролета принята равной 24 метра, высота пролета ...

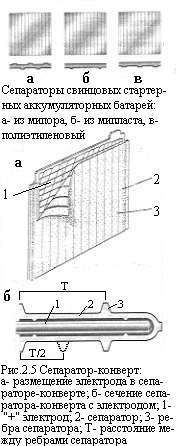
... батарей важна также дешевизна и доступность сырья, простота изготовления. В свинцовых аккумуляторах применяют сепараторы из мипора, мипласта, поровинила, пластипора и винипора. В стартерных свинцовых аккумуляторных батареях устанавливают сепараторы из мипора и мипласта. Мипор (микропористый эбонит) получают в результате вулканизации смеси натурального каучука с силикагелем и серой. К недостаткам ...



... тюнинга легкового автомобиля, приводятся технические требования к различным агрегатам автомобиля. Учебное пособие комплектуется демонстрационными материалами – фото тюнинговых автомобилей (5 шт.) Внешний тюнинг автомобилей Аэрография на автомобилях Глава 2. Тюнинг внедорожников Тюнинг для внедорожников это почти все то, о чем мы говорили в первой главе данной работы, за ...
... 140 110 0,14 ГАЗ-52-04 140 110 0,13 УАЗ-469 140 110 0,13 При работе автомобилей в дорожных условиях второй категории периодичность пробега номерных технических обслуживании и ремонта автомобилей увеличивают на 10%, а в условиях четвертой и пятой категорий снижают соответственно на 12 и 25%. Кроме того, при работе автомобильного транспорта в условиях жаркого и сухого климата нормы ...
0 комментариев