Навигация
Токарная (чистовая) операция
21502
знака
9
таблиц
1
изображение
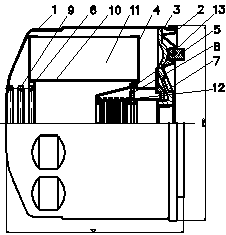
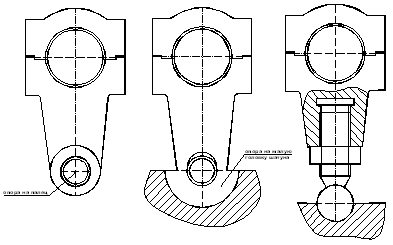
010 Токарная (чистовая) операция.
Тус=0,23*2=0,46 мин;
Тз.о=0,13*2=0,26 мин;
Тус+Тз.о =0,72 мин;
Туп=0,01+0,04*4=0,17 мин;
Тизм=0,27*4+0,13*5=1,73 мин;
Топ=1,56+0,72++0,17+1,73=4,18 мин;
Ттех=1,56*(2*2)/60=0,28 мин;
Торг=4,18*3%=0,13 мин;
Тотд=4,18*6%=0,26 мин;
Тшт=4,18+0,28+0,13+0,26=4,85 мин.
Таблица 5.1-Нормирование технологических операций
| № | То | Тв | Топ | Тоб | Тотд | Тшт | |||
| Тус+Тз.о | Туп | Тизм | Ттех | Торг | |||||
| 005 | 0,72 | 0,7 | 0,12 | 0,8 | 2,34 | 0,18 | 0,02 | 0,04 | 2,58 |
| 010 | 1,56 | 0,72 | 0,17 | 1,73 | 4,18 | 0,28 | 0,13 | 0,26 | 4,85 |
| 015 | 12,2 | 1,40 | 0,2 | 1,4 | 15,2 | 0,8 | 0,45 | 0,90 | 17,35 |
| 020 | 9,8 | 1,40 | 0,2 | 1,2 | 12,6 | 0,42 | 0,37 | 0,74 | 14,13 |
| 025 | 1,75 | 4,2 | 0,2 | 0,3 | 6,45 | 0,26 | 0,19 | 0,38 | 7,28 |
| 030 | 0,96 | 2,0 | 1,25 | 2,2 | 6,41 | 0,8 | 0,19 | 0,38 | 7,78 |
| 055 | 18,0 | 1,6 | 0,32 | 1,8 | 21,72 | 4,12 | 0,65 | 1,30 | 27,79 |
| 060 | 12,0 | 1,4 | 0,56 | 1,7 | 15,66 | 2,12 | 0,47 | 0,94 | 19,2 |
Определение припусков на механическую обработку
Припуск - слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали.
Припуск на обработку поверхностей детали может быть назначен по соответствующим справочным таблицам, ГОСТам или на основе расчетно-аналитического метода определения припусков.
ГОСТы и таблицы позволяют назначить припуски независимо от технологического процесса обработки детали и условий его осуществления и поэтому в общем случае являются завышенными, содержат резервы снижения расхода материала и трудоемкости изготовления детали.
Расчетно-аналитический метод определения припусков на обработку (РАМОП), разработанный профессором В.М. Кованом, базируется на анализе фактов, влияющих на припуски предшествующего и выполняемого переходов технологического процесса обработки поверхности. Значение припуска определяется методом дифференциального расчета по элементам, составляющим припуск. РАМОП предусматривает расчет припусков по всем последовательно выполняемым технологическим переходам обработки данной поверхности детали, их суммированием для определения общего припуска на обработку поверхности и расчет промежуточных размеров, определяющих положение поверхности, и размеров заготовки. Расчетной величиной является минимальный припуск на обработку, достаточный для устранения на выполняемом переходе погрешностей и дефектов поверхностного слоя, полученных на предшествующем переходе, и компенсации погрешностей, возникающих на выполняемом переходе. Промежуточные размеры, определяющие положение обрабатываемой поверхности, и размеры заготовки рассчитывают с использованием минимального припуска. Применение РАМОП сокращает в среднем отход металла в стружку по сравнению с табличными значениями, создает единую систему определения припусков на обработку и размеров детали по технологическим переходам и заготовок, способствует повышению технологической культуры производства.
В технологии машиностроения существуют методы автоматического получения размеров (МАПР) и индивидуального получения размеров (МИПР).
Минимальный припуск определяется по формуле , мкм:
![]() ,
,
где ![]() –высота неровностей профиля на предшествующем переходе , определяется по справочнику [6] табл.5 , для соответствующей операции ;
–высота неровностей профиля на предшествующем переходе , определяется по справочнику [6] табл.5 , для соответствующей операции ;
![]() – глубина дефектного поверхностного слоя на предшествующем переходе определяется по справочнику [6] табл.5 , аналогично
– глубина дефектного поверхностного слоя на предшествующем переходе определяется по справочнику [6] табл.5 , аналогично ![]() ;
;
![]() - суммарное пространственное отклонение определяем по формуле( для заготовки ), мкм.
- суммарное пространственное отклонение определяем по формуле( для заготовки ), мкм.
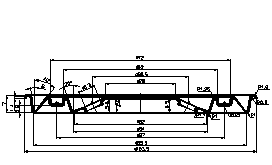
5.3 Определение припуска на механическую обработку для размера ñ![]() .
.
Указанный размер получается предварительным растачиванием, окончательным растачиванием и внутренним шлифованием.
Таблица 5.2 – Расчет припусков
| Маршрут обработки | Элементы припуска, мкм | Расчетный припуск 2zmin, мкм | Расчетный размер dр, мм | Допуск d, мкм | Предельные размеры, мм | Предельные припуски, мкм | |||||
| Rz | Т | r | e | dmin | dmax | 2zminп | 2zmaxп | ||||
| 1. Поковка | 600 | 288 | – | – | 53,003 | 1000 | 52,00 | 53,00 | – | – | |
| 2. Растачивание черновое | 50 | - | 14 | 127 | 2·915 | 54,833 | 70 | 54,76 | 54,83 | 1830 | 2760 |
| 3. Растачивание чистовое | 20 | - | - | 6 | 2·65 | 54,968 | 50 | 54,92 | 54,97 | 140 | 160 |
| 4. Шлифование | 6,3 | – | – | 5 | 2·25 | 55,018 | 24 | 54,994 | 55,018 | 48 | 74 |
| Σ | 2018 | 2994 | |||||||||
Величины Rz, Т, r, e определяются табличными значениями.
Далее расчёт ведём по следующим формулам:
![]()
![]() .
.
![]() .
.
![]() .
.
![]() .
.
![]() (мкм);
(мкм);
![]() (мкм);
(мкм);
![]() (мкм);
(мкм);
Далее заполняем графу «Расчётный размер dР», начиная с конечного, в данном случае, чертёжного размера 54,018мм. Далее – по формуле:
![]() ;
;
![]() (мм);
(мм);
![]() (мм);
(мм);
![]() (мм).
(мм).
Назначаем допуски di на каждую операцию. Данные заносим в таблицу.
Наибольшее значение dmax получается по расчётным размерам, округлённым до точности допуска соответствующего перехода.
Наименьшие предельные размеры определяются по формулам:
![]() ;
;
![]() (мм);
(мм);
![]() (мм);
(мм);
![]() (мм).
(мм).
Минимальные предельные значения припусков равны разности наибольших предельных размеров выполняемого и предшествующего переходов, а максимальные значения – соответственно разности наименьших предельных размеров:
![]() ;
;
![]() (мм);
(мм);
![]() (мм);
(мм);
![]() (мм).
(мм).
![]() ;
;
![]() (мм);
(мм);
![]() (мм);
(мм);
![]() (мм)
(мм)
Правильность проведенных расчетов проверяем по формуле:
![]() ;
;
![]() ;
; ![]() - равенства выполняются;
- равенства выполняются;
![]() ;
; ![]() - равенства выполняются;
- равенства выполняются;
![]() ;
; ![]() - равенства выполняются, следовательно, расчёт проведён правильно.
- равенства выполняются, следовательно, расчёт проведён правильно.
Похожие работы
... оборудования; рабочих мест для слесарных работ; площади складов металла и запасных частей; площади кладовых инструмента, приспособлений, абразивов, вспомогательных материалов. 4.4 Проектирование участка Участок мелкой листовой штамповки запасных частей автомобилей ВАЗ представлен на листах №9 и №10 графической части дипломного проекта. Ширина пролета принята равной 24 метра, высота пролета ...
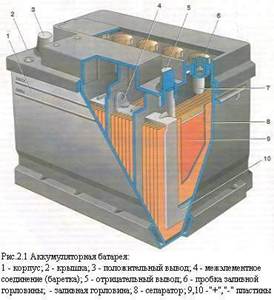

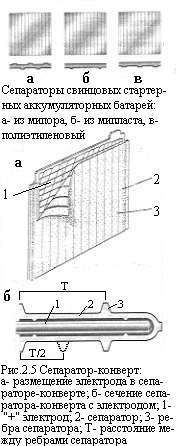
... батарей важна также дешевизна и доступность сырья, простота изготовления. В свинцовых аккумуляторах применяют сепараторы из мипора, мипласта, поровинила, пластипора и винипора. В стартерных свинцовых аккумуляторных батареях устанавливают сепараторы из мипора и мипласта. Мипор (микропористый эбонит) получают в результате вулканизации смеси натурального каучука с силикагелем и серой. К недостаткам ...



... тюнинга легкового автомобиля, приводятся технические требования к различным агрегатам автомобиля. Учебное пособие комплектуется демонстрационными материалами – фото тюнинговых автомобилей (5 шт.) Внешний тюнинг автомобилей Аэрография на автомобилях Глава 2. Тюнинг внедорожников Тюнинг для внедорожников это почти все то, о чем мы говорили в первой главе данной работы, за ...
... 140 110 0,14 ГАЗ-52-04 140 110 0,13 УАЗ-469 140 110 0,13 При работе автомобилей в дорожных условиях второй категории периодичность пробега номерных технических обслуживании и ремонта автомобилей увеличивают на 10%, а в условиях четвертой и пятой категорий снижают соответственно на 12 и 25%. Кроме того, при работе автомобильного транспорта в условиях жаркого и сухого климата нормы ...
0 комментариев