Расчет численности работников цеха по категориям работающих
КВт и общая ремонтная сложность 269,5 ед. Тогда численность электромонтеров –278 / 300 = 1 чел
Определение среднемесячного заработка по категориям работающих
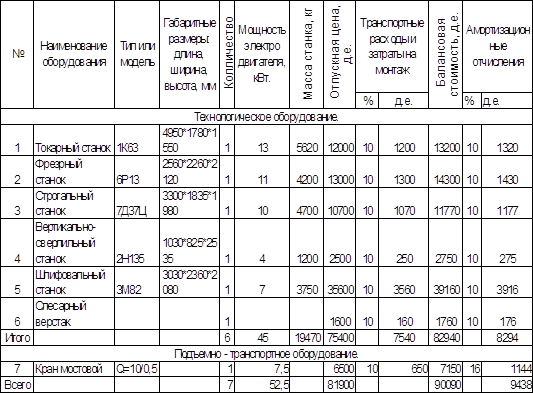
Определение первоначальной стоимости основных средств предприятия
Расчет нормативов косвенных расходов на содержание оборудования и общецеховых расходов
Составление сметы затрат цеха на годовой объем работ
Определение себестоимости изделия А и изделия Б
Расчет нормированной величины оборотных средств и обобщающих экономических показателей
Финансово-экономическая экспертиза проекта инвестиций
Навигация
Расчет экономических показателей производственного цеха
Расчет экономических показателей производственного цеха
57821
знак
23
таблицы
0
изображений
Введение
Экономические показатели предприятия, как правило, рассчитывают для года выхода предприятия на полную производственную мощность. Определение экономических показателей предполагает выполнение расчетов по девяти разделам задания.
1. Определение технико-экономических параметров основного
оборудования
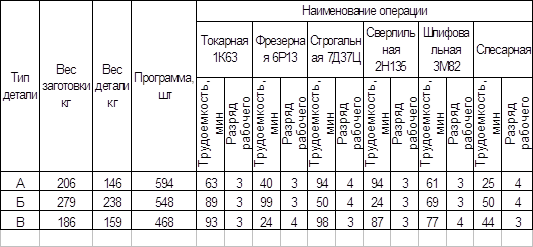
Таблица 1. Данные по основному оборудованию и технологическому процессу
| Наименование оборудования | Трудоемкость работ | Разряд работ | Электрическая мощность | Ремонтная сложность | Цена оборудования | |
| А | Б | |||||
| Верстак слесарный | 11 | 6 | 4 | - | 0,5 | 1300 |
| Верстак сборки | 13 | 5 | 5 | 0,5 | 1 | 1200 |
| Фрезерный станок | 5 | 4 | 4 | 6 | 7 | 14000 |
| Токарный станок | 4 | 3 | 4 | 8 | 5 | 4000 |
| Сверлильный станок | 7 | 2 | 3 | 3 | 2 | 4500 |
Годовую программу запуска в производство изделий А и Б рассчитывают следующим образом :
NЗ = NB х (1+ПН / 100),
где NB-годовая программа выпуска изделий (А, Б); ПН-технически неизбежные потери. Годовая программа запуска изделий А и Б:
NЗ = 8000 х (1+ 5/100) = 8400 шт.
NЗ = 5500 х (1+4/100) = 5720 шт.
Годовую трудоемкость изделий А и Б по і-тому наименованию оборудования определяют по формуле:
Тгі = Ті х NЗ,
где Ті-трудоемкость выполнения работ на і-том оборудовании для изделий А и Б,чел.-ч; NЗ-годовая программа запуска в производство изделий А и Б, шт.
Годовая трудоемкость изделий А и Б на слесарном верстаку:
ТГ1а = 11 х 8400 = 92400 чел..-ч ;
ТГ1б = 6 х 5720 = 34320 чел..-ч ;
ТГ1 = ТГ1а+ТГ1б =92400+34320=126720 чел.-ч ;
Годовая трудоемкость изделий А и Б на верстаку сборки:
ТГ2а =13 х 8400 =109200 чел.-ч; ;
ТГ2б =5 х 5720 =28600 чел.-ч ;
ТГ2 = ТГ2а +ТГ2б=109200+28600=137800 чел.-ч ;
Годовая трудоемкость изделий А и Б на фрезерном станке:
ТГ3а = 5 х 8400=42000 чел.- ч;
ТГ3б = 4 х 5720 = 22880 чел.-ч ;
ТГ3=42000 + 22880 =64880 чел.-ч ;
Годовая трудоемкость токарных работ:
ТГ4а =4 х 8400 =33600 чел.-ч ;
ТГ4б = 3 х 5720 = 17160 чел.-ч ;
ТГ4 = 33600+17160 =50760 чел.-ч ;
Годовая трудоемкость сверлильных работ:
ТГ5а = 7 х 8400 =58800 чел.-ч ;
ТГ5б = 2 х 5720 =11440 чел.-ч ;
ТГ5 = 58800+11440 =70240 чел.-ч .
Годовая трудоемкость изделий А и Б по всем наименованиям оборудования
ТТГ=ТГ1+ТГ2+ТГ3+ТГ4+ТГ5 =126720+137800+64880+50760+70240 =450400 ЧЕЛ.-Ч
Расчетное количество оборудования по каждой операции находят по формуле:
ОРі = Тгі / (ГДТОі х КВНі х КОі),
где ТГі- годовая трудоемкость і-той операции по обоим изделиям ,чел.-ч ; ГДТОі- годовое действительное время работы оборудования на і-той операции , ч ; КВНі- коэффициент выполнения норм выработки на і-той операции (принимаем равным 1) ; КОі- количеств одновременнно работающих на данном оборудовании (КО). Находим расчетное количество оборудувания по каждой операции.
ОР1 =126720 / (4140 х 1 х 1) =30,6086 шт.
ОР2 =137800 / (4140 х 1 х1) =33,2850 шт.
ОР3 = 64880 / (4015 х 1 х 1) =16,1594 шт.
ОР4 = 50760 / (4015 х 1 х 1 ) =12,6425 шт.
ОР5 = 70240 / (4015 х 1 х 1) =17,4943 шт.
Принятое количество оборудования получаем округлением до целого числа в сторону увеличения, т. е.ОП1 = 31 шт. ; ОП2 = 34 шт. ; ОП3 = 17 шт.
ОП4 = 13 шт. ; ОП5 = 18 шт. Коєффициент загрузки оборудования определяется делением расчетного количества оборудования определяется делением расчетного количества оборудования на принятое количество оборудования:
КЗі = ОРі / ОПі.
КЗ1 = 30,6086 /31 = 0,99 ;
КЗ2 = 33,2850 / 34 = 0,98 ;
КЗ3 = 16,1594 /17 = 0,95 ;
КЗ4 = 12,6425 / 13 =0,97 ;
КЗ5 = 17,4943 / 18 =0,97
Таблица 2. Количество основного оборудования
| Наименование оборудования | Годовая трудоемкость ТГі | Годовое время ГДТОі | Количество оборудования | Коэффициент загрузки КЗі | |
| ОРі | ОПі | ||||
| Верстак слесарный | 126720 | 4140 | 30,61 | 31 | 0,99 |
| Верстак сборки | 137800 | 4140 | 33,29 | 34 | 0,98 |
| Фрезерный станок | 64880 | 4015 | 16,16 | 17 | 0,95 |
| Токарный станок | 50760 | 4015 | 12,64 | 13 | 0,97 |
| Сверлильный станок | 70240 | 4015 | 17,49 | 18 | 0,97 |
| ВСЕГО | 450400 | 110,19 | 103 | ||
Для принятого количества оборудования необходимо рассчитать общую потребляемую мощность МО :
МО =М1 х ОП1 +М2 х ОП2 +М3 х ОП3+М4 х ОП4 + М5 х ОП5 = 31 + 0,5 х 34 +6 х 17 +8 х 13 +3 х 18 = 278 КВт
Необходимо рассчитать общую ремонтную сложность РСО:
РСО = РС1 х ОП1 + РС2 х ОП2 + РС3 х ОП3 + РС4 х ОП4 + РС5 х ОП5 = 0,5 х 31 + 1 х 34 +7 х 17 + 5 х 13 +2 х 18 =269,5
И необходимо рассчитать общую стоимость СО :
СО = С1 х ОП1 + С2 х ОП2 + С3 х ОП3 + С4 х ОП4 + С5 х ОП5 = 1300 х 31 + 1200 х 34 +14000 х 17 + 4000 х 13 +4500 х 18 = 452100 .
Похожие работы
... и экономически оценить каждую новую техническую идею. При анализе целесообразности данную разработку следует рассматривать как коммерческий продукт, так как потребность в системе оптимизации экономических показателей машиностроительного цеха очень высокая, а реальных продуктов в этой сфере нет. Соответственно продукт может быть реализован с целью получения прибыли, где ценность системы ...
... работе; 1,05 – коэффициент, учитывающий дежурное освещение. Ссил = 0,09 д.е./кВт·ч Зэл.осв = 15 · 133,44 · 2500 · 1,05 / 1000 · 0,09 = 472,88 (д.е.) ЗАТРАТЫ НА ВОДУ ДЛЯ ПРОИЗВОДСТВЕННЫХ НУЖД В механических цехах (участках) затраты на приготовление охлаждающих жидкостей определяют исходя из их расхода 16 м3 на один станок при двух сменной работе. 16 · 5 · 0,06 = 4,8 (д.е.) 0,06 – ...
... Расчет потребности в производственных фондах механического цеха Для выявления возможности выполнения планируемой производственной программы механическим цехом необходимо рассчитать потребность цеха в производственных фондах (оборудования и площадях) и определить показатели их загрузки. 3.1 Расчет основных фондов Срасч=Nвалi/Fд*Квн, где Срасч - количество станков для выполнения i-ro ...
... и экономически целесообразного использования технических и экономических наук для повышения качества и эффективности хозяйственной деятельности предприятия. 1 РАСЧЕТ ТЕХНИКО – ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ МЕХАНОСБОРОЧНОГО ЦЕХА 1.1 Расчёт производственной программы Производственная программа изготовления деталей (программа запуска деталей в обработку) будет отличаться от программы ...
0 комментариев