Навигация
Служебное назначение изготавливаемой детали
16466
знаков
3
таблицы
7
изображений
2.2 Служебное назначение изготавливаемой детали
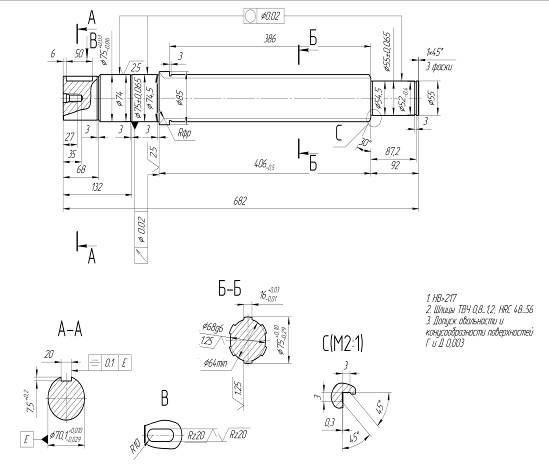
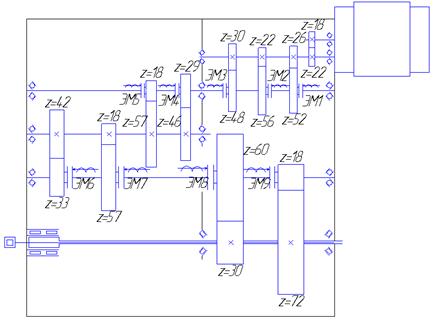
Шлицевый вал предназначен для закрепления зубчатого колеса, благодаря которому осуществляется переключение скоростей с помощью поступательного движения на этом валу. Также шлицевый вал передаёт крутящий момент со шкива на шпиндельную бабку.
Общая длина вала 682мм. Н левой крайней цилиндрической поверхности диаметром 70мм расположен шпоночный паз для крепления со шкивом. Также в левой торцевой части вала расположено резьбовое отверстие М16 для закрепления крышки с помощью винта, которая служит боковой опорой для шкива. Цилиндрическая поверхность с диаметром 75 и шероховатостью 2,5 служит для закрепления подшипника. Дальше идёт шлицевая цилиндрическая часть вала с диаметром 68 и высотой шлицов 7 и количеством 6 штук. Справа расположена цилиндрическая часть с диаметром 55 для закрепления подшипника.
Шлицевые соединения валов представляют собой многошпоночные соединения, у которых шпонки, называемые шлицами, или зубьями, выполнены за одно целое с валом и служат для передачи вращательного движения и крутящих моментов. Шлицы, или зубья, выполненные с валами за одно целое, повышают жесткость вала и обеспечивают требуемое направление и легкость перемещений монтируемых на нем зубчатых колес.
2.3 Анализ технических требований на деталь
1) ![]() – допуск круглости наружных цилиндрических поверхностей вала с диаметрами 75 и 55 не более 0,02мм.
– допуск круглости наружных цилиндрических поверхностей вала с диаметрами 75 и 55 не более 0,02мм.
Отклонение от круглости диаметра 0,02мм. Не соблюдение данного требования привелет к тому, что подшипники будут не плотно прилегать к поверхности, что приведет к биению подшипников.
2) ![]() – допуск торцового биения торцевой поверхности вала не более 0,02мм.
– допуск торцового биения торцевой поверхности вала не более 0,02мм.
Не соблюдение данного требования приведет к тому, что подшипники будут не плотно прилегать к торцам вала, что приведет к смещению подшипников.
3) ![]() – допуск симметричности боковых поверхностей шпоночного паза относительно базы Е не более 0,1мм.
– допуск симметричности боковых поверхностей шпоночного паза относительно базы Е не более 0,1мм.
Не соблюдение приведет к тому, что крутящий момент со шкива через шпонку будет передаваться с потерей
4) ![]() – допуск параллельности боковых поверхностей шпоночного паза относительно базы Е на длине 100мм. не более 0,1мм.
– допуск параллельности боковых поверхностей шпоночного паза относительно базы Е на длине 100мм. не более 0,1мм.
Шероховатость на обрабатываемые поверхности
Шероховатость R=2,5мкм на наружную цилиндрическую поверхность диаметра 75
Шероховатость R=1,25мкм на наружную цилиндрическую поверхность диаметра 70,1
Шероховатость R=1,25 мкм на внутреннюю поверхность шлицевого паза
Шероховатость R=20 мкм боковую поверхность шпоночного паза.
2.4 Разработка технологического процесса изготовления детали
2.4.1 Разработка последовательности выполнения операций при изготовлении детали
Для изготовления данной детали используется легированная сталь 30 ХГСА
1) Химический состав:
Содержание углерода 0,28%, кремния 0,9%, марганец 0,8%, хрома 0,8%
2) Физические и механические свойства:
Число твердости 229 HB
Температура первой закалки или нормализации 880![]() , среда охлаждения масло.
, среда охлаждения масло.
Температура отпуска 540![]() , среда охлаждения вода или масло.
, среда охлаждения вода или масло.
Предел текучести ![]() =835 Н/
=835 Н/![]() .
.
Относительное удлинение 10%.
Относительное сужение 45%.
Ударная вязкость 49 Дж/![]() .
.
Имеет высокую прочность и трудно подаётся обработке различным режущим инструментом.
Исходя из того, что у нас N=750шт/год, мелкосерийный тип производства, вид детали вал шестерня, изготавливаемый из легированной стали 30 ХГСА принимаем способ получения заготовки прокатом. Мы не можем принять способ литья из за материала. Способ получения заготовки методом ковки и штамповки экономически нецелесообразен, т.к. идет высокая трата материала.
Сортовой прокат осуществляется обжатием слитка металла в горячем состоянии между вращающимися валами прокатного стана. Заготовку для данного вала получают следующим образом: нагрев заготовки до 800-880![]() , обжатие заготовки по диаметру 90 между вращающимися валами прокатного стана и охлаждение заготовки до 20
, обжатие заготовки по диаметру 90 между вращающимися валами прокатного стана и охлаждение заготовки до 20![]() .
.
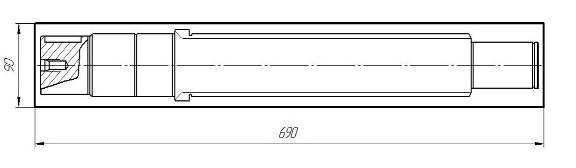
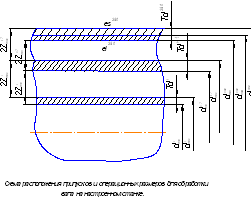
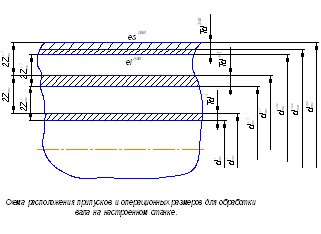
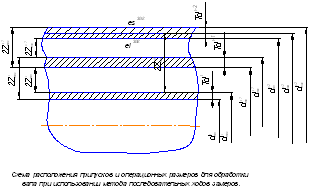
Совмещенный эскиз заготовки и детали:
Похожие работы





... зубчатого венца, задиры по торцу Замена червячного зубчатого венца (напресовка новой втулки с последующим фрезерованием зубьев) Все остальные детали являются годными к дальнейшей эксплуатации. 5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ 5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование В процессе дефектации были выбракованы некоторые детали. Одна ...





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
... Рисунок 27 – Упругая линия шпинделя 4. Проектирование стойки станка 4.1 Компоновка стойки В связи с тем, что задачей данного дипломного проекта является реконструкция горизонтально-расточного станка повышенной жесткости, одной из основных задач является проектирование шпиндельной бабки с более высокими динамическими и статическими характеристиками. Изучив конструкцию базового станка и ...
... заготовки относ: - стандартизация и унификация элементов конструкции; - упрощение геометрических форм; - максимальная инструментальная доступность; 22. Технологическое обеспечение качества изделий машиностроения Качество продукции — совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Свойства, составляющие ...
0 комментариев