Навигация
Выбор технологических баз
16466
знаков
3
таблицы
7
изображений
2.4.2 Выбор технологических баз
1) КЕТБ
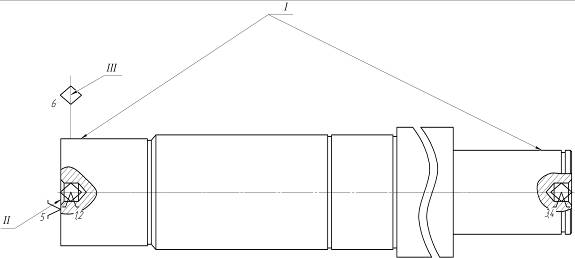
![]() - технологическая, двойная направляющая, явная (шейки вала)
- технологическая, двойная направляющая, явная (шейки вала)
![]() - технологическая, опорная, явная (левый боковой торец)
- технологическая, опорная, явная (левый боковой торец)
![]() - технологическая, опорная, скрытая (реализуется за счёт закрепления)
- технологическая, опорная, скрытая (реализуется за счёт закрепления)
КЕТБ используется на большинстве последующих операций для обработки большинства поверхностей детали. В качестве КЕТБ рекомендуется выбирать поверхности, которые связаны размерными связями с большинством поверхностей других деталей, более того эти поверхности связаны с другими поверхностями наиболее приоритетными связями и эти поверхности должны отвечать требованиям, предъявляемым к геометрическому оформлению баз.
Посадочные шейки можно было бы использовать с точки зрения точности, но не целесообразно, так как увеличивается число переустановок.
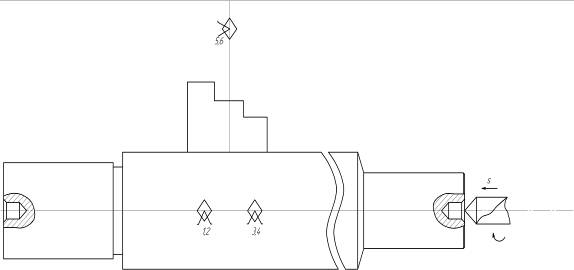
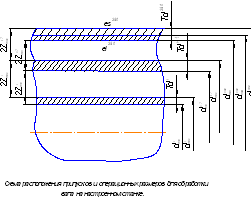
2) КПТБ
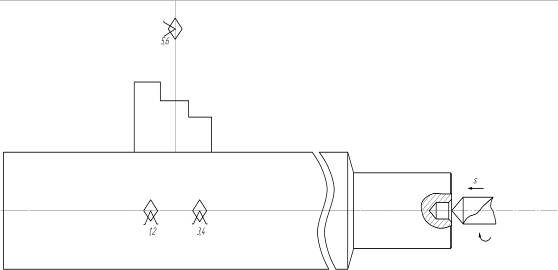
1,2,3,4 – технологическая, двойная направляющая, скрытая (наружная цилиндрическая поверхность диаметром 90)
5 – технологическая, опорная, скрытая (реализуется за счёт закрепления)
6 – технологическая, опорная, скрытая (реализуется за счёт закрепления)
1,2,3,4 – технологическая, двойная направляющая, скрытая (наружная цилиндрическая поверхность диаметром 90)
5 – технологическая, опорная, скрытая (реализуется за счёт закрепления)
6 – технологическая, опорная, скрытая (реализуется за счёт закрепления)
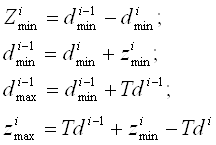
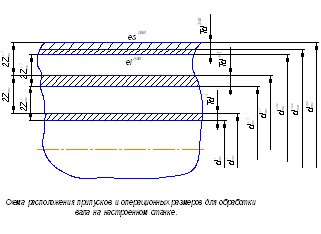
КПТБ решают 2 задачи: 1) устанавливают размерные связи между обрабатываемыми и неподлежащими обработке поверхностями детали; 2) происходит распределение припусков между поверхностями, подлежащими обработке.
2.4.3 Проектирование маршрутного технологического процесса
2.4.4.1 Разработка последовательности выполнения операций при изготовлении детали
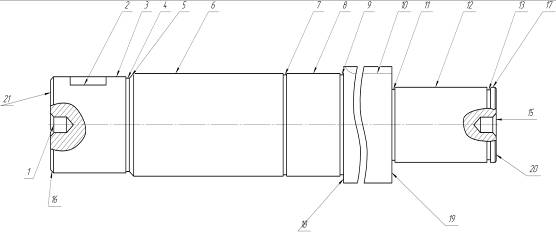
Методы обработки
| № | Характеристика | Метод обработки |
| 1 | Крепёжное отверстие | Сверление, рассверливание, нарезание резьбы |
| 2 | Поверхность под шпоночный паз | Фрезерование |
| 3,6,8,12,17 | Наружные цилиндрические поверхности | Обтачивание, шлифование |
| 4,7,9,11,13 | Канавки | Прорезка |
| 5,14,16 | Наружные фаски | Обтачивание |
| 15 | Центровое отверстие | Сверление |
| 18,19,20,21 | Торец вала | Подрезка |
| 10 | Наружная цилиндрическая поверхность | Обтачивание, фрезерование |
2.4.4.2 Выбор технологического оборудования
1) Токарно – винторезный станок ФТ11
Обрабатываются поверхности: под крепёжное отверстие; наружные цилиндрические поверхности, кроме шлицевых поверхностей; под канавки; под наружные фаски; под центровое отверстие; торцы вала.
Приспособление: трёхкулачковый патрон, центра с поводком, люнет.
Инструмент: проходной резец, подрезной резец, сверло спиральное, прорезной резец, метчик.
2) Станок фрезерно – консольный универсальный 6Т82Ш
Обрабатываются поверхности: под шпоночный паз, под шлицы.
Приспособление: тиски самоцентрирующиеся, два центра с делительным устройством.
Инструмент: концевая фреза, дисковая фреза.
3) Круглошлифовальный станок 3Б12
Обрабатываются поверхности: наружные цилиндрические поверхности.
Приспособление: закрепляют в центрах с поводком.
Инструмент: шлифовальный круг.
2.4.5 Проектирование операционного технологического процесса
2.4.5.1 Определение числа переходов
| Поверхность | Переходы и вид обработки |
| Наружные цилиндрические поверхности (6 квалитет) | Черновое обтачивание Получистовое обтачивание Чистовое обтачивание Чистовое шлифование |
| Крепёжное отверстие (14 квалитет) | Сверление крепёжного отверстия |
| Торцы вала (14 квалитет) | Черновая подрезка Получистовая подрезка |
| Наружные фаски (14 квалитет) | Черновое обтачивание |
| Канавки (14 квалитет) | Черновая прорезка Получистовая прорезка |
| Поверхность под шпоночный паз (9 квалитет) | Черновое фрезерование Получистовое фрезерование |
| Центровое отверстие (14 квалитет) | Сверление центрового отверстия |
| Наружная цилиндрическая поверхность (6 квалитет) | Черновое обтачивание Получистовое обтачивание Чистовое шлифование |
Похожие работы





... зубчатого венца, задиры по торцу Замена червячного зубчатого венца (напресовка новой втулки с последующим фрезерованием зубьев) Все остальные детали являются годными к дальнейшей эксплуатации. 5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ 5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование В процессе дефектации были выбракованы некоторые детали. Одна ...





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...
... Рисунок 27 – Упругая линия шпинделя 4. Проектирование стойки станка 4.1 Компоновка стойки В связи с тем, что задачей данного дипломного проекта является реконструкция горизонтально-расточного станка повышенной жесткости, одной из основных задач является проектирование шпиндельной бабки с более высокими динамическими и статическими характеристиками. Изучив конструкцию базового станка и ...
... заготовки относ: - стандартизация и унификация элементов конструкции; - упрощение геометрических форм; - максимальная инструментальная доступность; 22. Технологическое обеспечение качества изделий машиностроения Качество продукции — совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Свойства, составляющие ...
0 комментариев