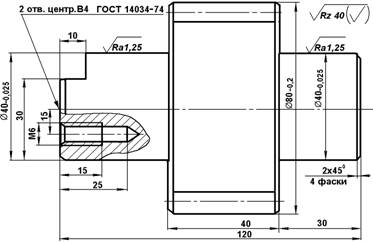
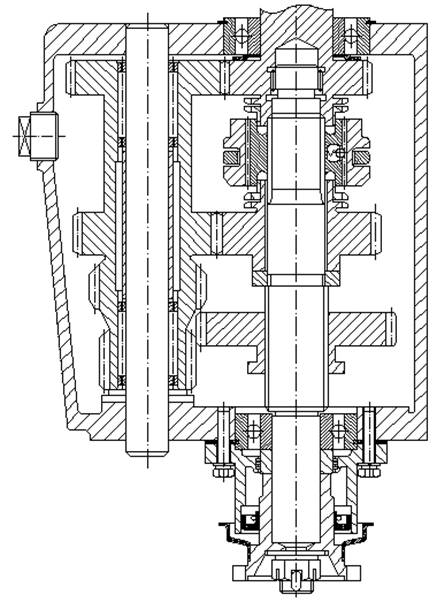
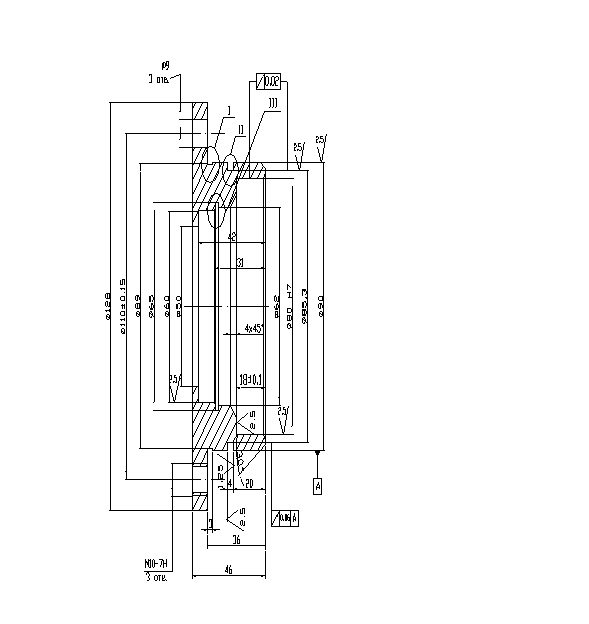
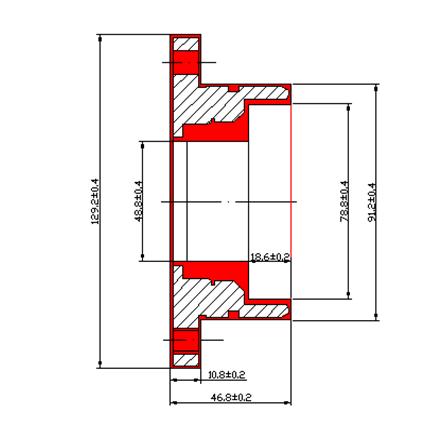
Анализ чертежа, технических требований на узел и технологичности его конструкции
Выбор формы организации процесса сборки конического редуктора
Вариант: Погрешность базирования при установке вала с помощью одной подвижной и одной неподвижной призм
Назначение режимов резания
Нормирование операций
Контроль точности изготовления вала
Навигация
Назначение режимов резания
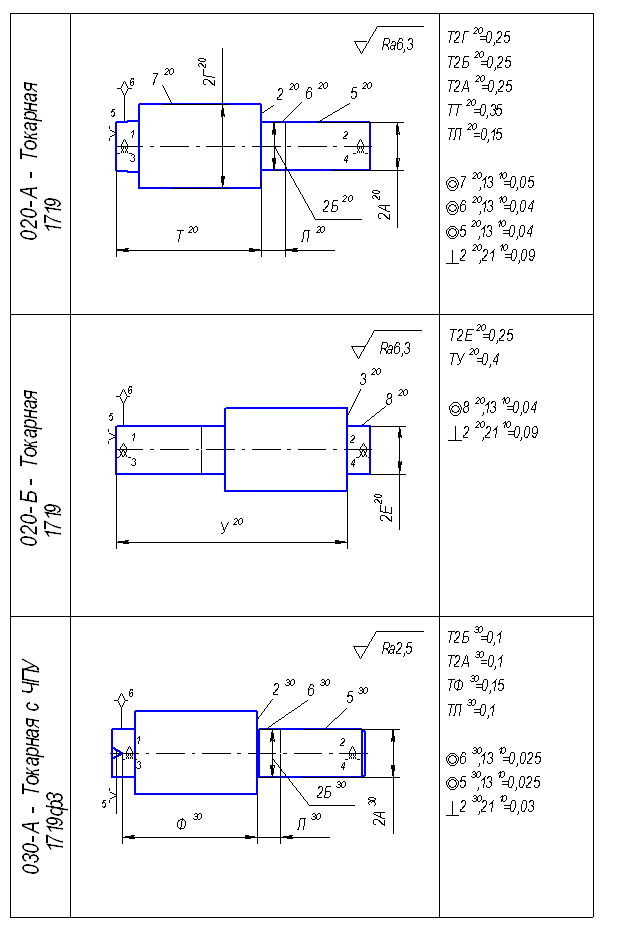
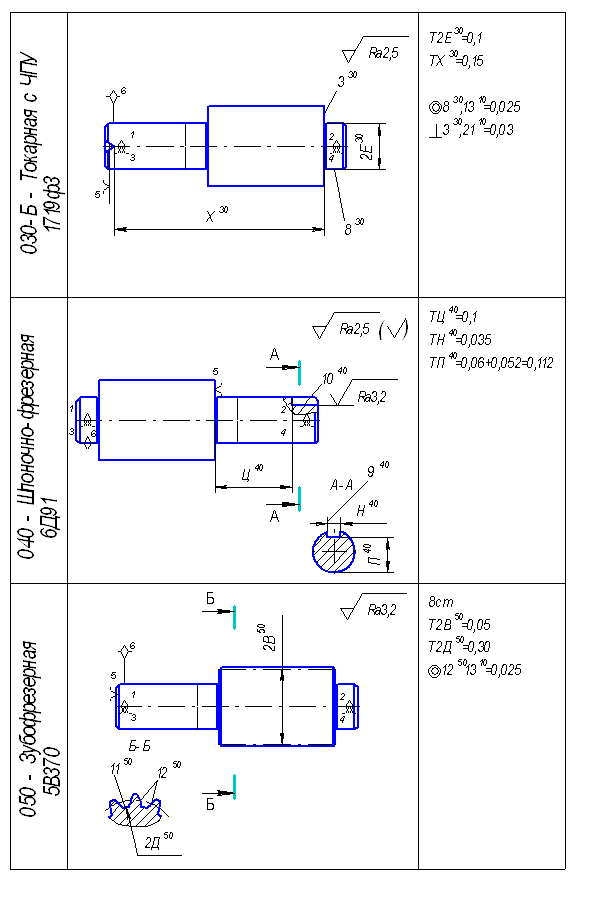
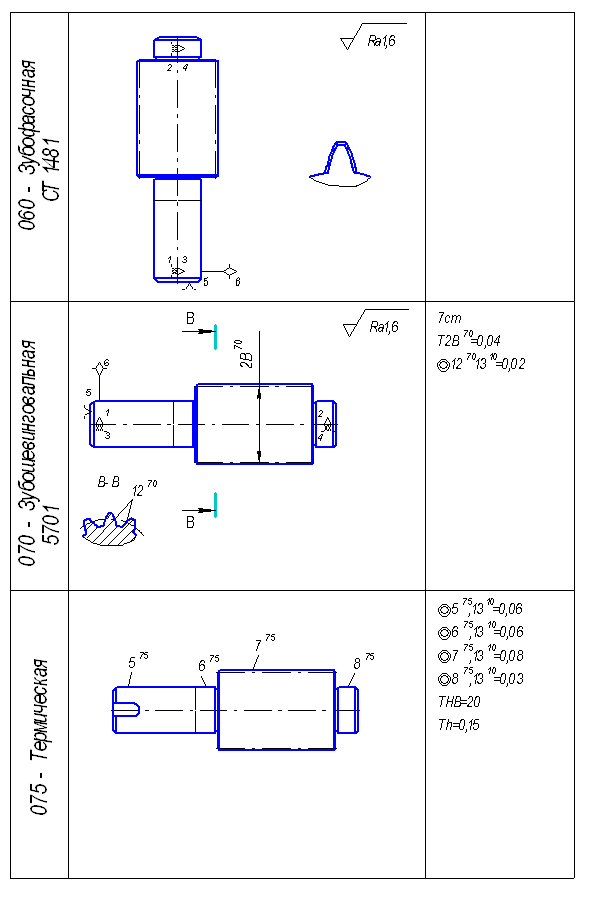
Технологический процесс изготовления детали вала
41253
знака
19
таблиц
6
изображений
3.7 Назначение режимов резания
Расчёт режимов резания при черновом точении поверхности вала Æ 38,2 мм;
Æ заготовки = 40 мм;
Оборудование: Токарно – винторезный станок 16К20;
Точить поверхность Æ 40 до Æ39 по длине 214 мм;
Число проходов i=1;
Инструмент: резец проходной с механическим креплением трёхгранной пластины твердого сплава Т5К10, размер державки резца 25×25, главный угол в плане φ=930, вспомогательный угол в плане φ1=150, передний угол γ=120;
Глубина резания t=0,5 мм;
Подача S=0,4 мм/об;
Скорость резания рассчитывается по формуле:
 , где
, где
согласно табличным значениям, для подачи не более 0.7 и с учетом материала режущей части резца Т5К10:
СV=350
X=0.15
Y=0.35
m=0.2
![]() , где:
, где:
 - поправочный коэффициент, учитывающий влияние материала заготовки на скорость резания, где для ст. 20Х:
- поправочный коэффициент, учитывающий влияние материала заготовки на скорость резания, где для ст. 20Х: ![]() = 800 МПа,
= 800 МПа, ![]() =1,
=1, ![]() =1.
=1.
 = 0.94;
= 0.94;
![]() - коэффициент, учитывающий влияние поверхности заготовки;
- коэффициент, учитывающий влияние поверхности заготовки;
![]() - коэффициент, учитывающий влияние материала инструмента;
- коэффициент, учитывающий влияние материала инструмента;
![]() - коэффициент, учитывающий влияние главного угла в плане;
- коэффициент, учитывающий влияние главного угла в плане;
![]() - коэффициент, учитывающий влияние вспомогательного угла в плане.
- коэффициент, учитывающий влияние вспомогательного угла в плане.
Для выбранного резца (φ=930, φ1=150):
![]() =0,7;
=0,7;
![]() =0,87.
=0,87.
Следовательно: ![]() =
=![]()

частота вращения шпинделя:

При наружном продольном точении тангенциальная сила резания будет:
![]() ,
,
где ![]() ,
,
для принятых условий обработки:
![]() =300;
=300;
x=1,0;
y=0,75;
n=-0,15.
Где ![]() -поправочный к-т, учитывающий влияние качества обрабатываемого материала на силовые зависимости;
-поправочный к-т, учитывающий влияние качества обрабатываемого материала на силовые зависимости;
![]()
![]()
![]() - поправочные к-ты, учитывающие влияние геометрических параметров резца из твёрдого сплава при обработке Ст.
- поправочные к-ты, учитывающие влияние геометрических параметров резца из твёрдого сплава при обработке Ст.

![]() =0,89;
=0,89;
![]() =1,25;
=1,25;
![]() =1,0
=1,0
n=0,75.
![]()
![]() (Н).
(Н).
![]()
Т.к по паспорту станка Nд=10 кВт, то при n=0,75 на шпинделе NШП =10×0,75=7,5 кВт
Следовательно 2,3£7,5 кВт, т.е обработка возможна.
Режимы резания для остальных переходов определяем по справочникам:
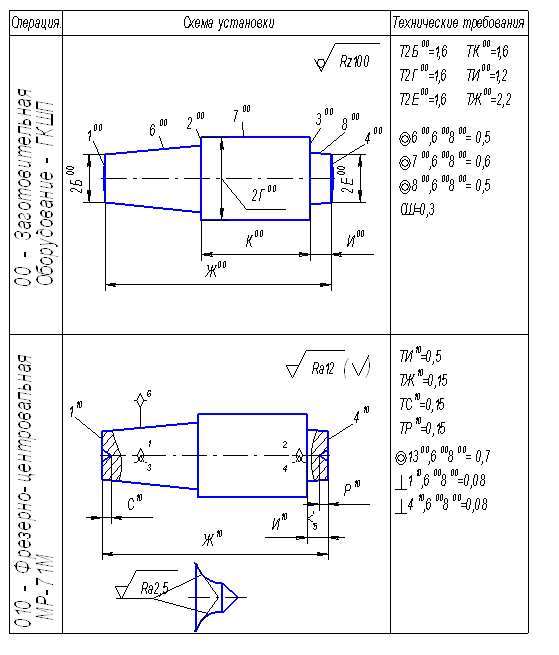
Операция 010 фрезерно-центровальная
| № | Содержание перехода | t, мм | S, мм/об | n, мин‾¹ | V, м/мин | Tо, мин |
| 1 | Фрезеровать торцы | 2 | 0,14 | 1273,885 | 113,04 | 0,09 |
| 2 | Центровать торцы | 2,5 | 0,04 | 2420 | 38 | 0,15 |
Операция 015 токарно-винторезная
Установ 1
| № | Содержание перехода | t, мм | S, мм/об | n, мин‾¹ | V, м/мин | Tо, мин |
| 1 | Точить начерно по контуру | 2,0 | 0,23 | 1019 | 160,01 | 0,83 |
| 2 | Точить начисто по контуру | 0,22 | 0,1 | 7308 | 275,4 | 0,54 |
Установ 2
| № | Содержание перехода | t, мм | S, мм/об | n, мин‾¹ | V, м/мин | Tо, мин |
| 3 | Точить начерно по контуру | 2,0 | 0,23 | 1019 | 160,01 | 1,08 |
| 4 | Точить начисто по контуру | 0,22 | 0,1 | 7308 | 275,4 | 0,92 |
Операция 020 вертикально-фрезерная
| № | Содержание перехода | t, мм | S, мм/об | n, мин‾¹ | V, м/мин | Tо, мин |
| 1 | Сверлить отверстие под фрезу | 4,0 | 0,08 | 1472 | 37 | 0,13 |
| 3 | Фрезеровать шпоночный паз | 1,0 | 0,0462 | 1503 | 47,2 | 0,25 |
Операция 030 круглошлифовальная
| № | Содержание перехода | t, мм | Sкр, мм/мин | Sо, мм/об | nд, мин‾¹ | nкр , мин‾¹ | Vд , м/мин | Vкр , м/мин | Tо, мин |
| 1 | Шлифовать начерно | 0,01 | 35 | 0,006 | 200 | 10000 | 25 | 30 | 0,75 |
| 2 | Шлифовать начисто | 0,01 | 35 | 0,006 | 200 | 10000 | 25 | 30 | 0,7 |
Похожие работы

... поверхности 16 нарезать резьбу метчиком М6-поверхность 17. 4.4 ОБРАБОТКА ЗАГОТОВКИ НА ЗУБОФРЕЗЕРНОМ СТАНКЕ Рис. 4.6 Червячная фреза Как отмечалось выше, при предварительном обсуждении маршрута технологического процесса, в данном случае целесообразно применение зубофрезерования червячной фрезой (такой метод применяется при обработке колес от 5 до 11 степеней точности). Дисковая фреза с ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
родольных размеров 2.4. Расчет операционных размеров 3. Размерный анализ технологического процесса в диаметральном направлении 3.1. Радиальные размерные цепи и их уравнения 3.2. Проверка условий точности изготовления детали 3.3. Расчет припусков радиальных размеров 3.4. Расчет операционных диаметральных размеров 4. Сравнительный анализ результатов расчетов операционных размеров ...
... Общая сборка 1 Закрутить гайку 19 0.3 2 Закрутить пробку 24 0.3 Общая трудоемкость сборки части синхронизатора 12,61 3.Разработка технологического процесса изготовления детали 3.1 Служебное назначение детали Основное служебное назначение фланцев заключается в ограничении осевого перемещения ...
0 комментариев