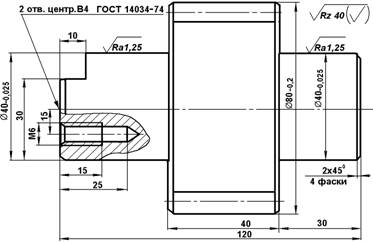
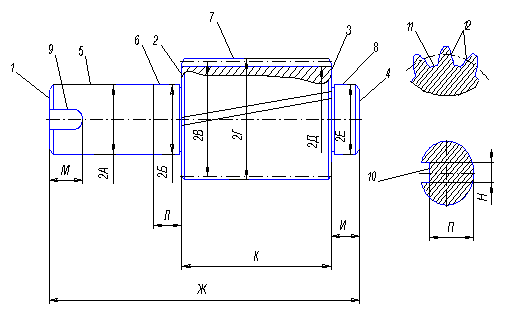
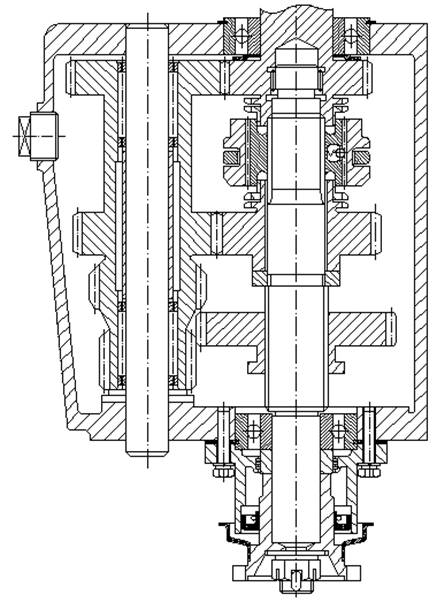
Анализ чертежа, технических требований на узел и технологичности его конструкции
Выбор формы организации процесса сборки конического редуктора
Вариант: Погрешность базирования при установке вала с помощью одной подвижной и одной неподвижной призм
Назначение режимов резания
Нормирование операций
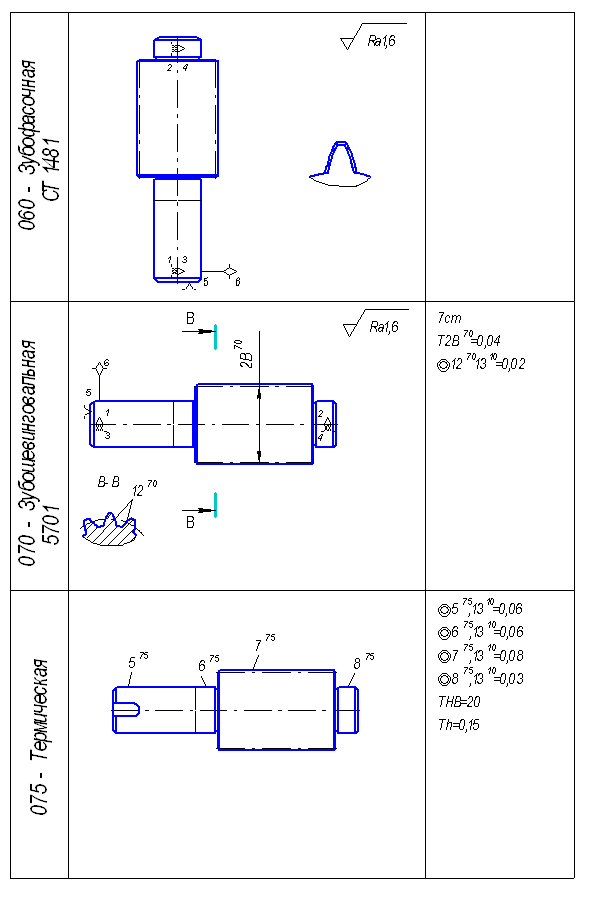
Контроль точности изготовления вала
Навигация
Нормирование операций
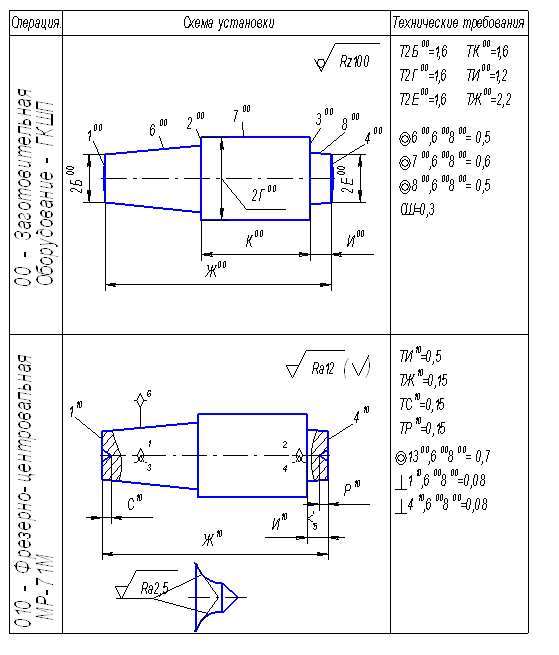
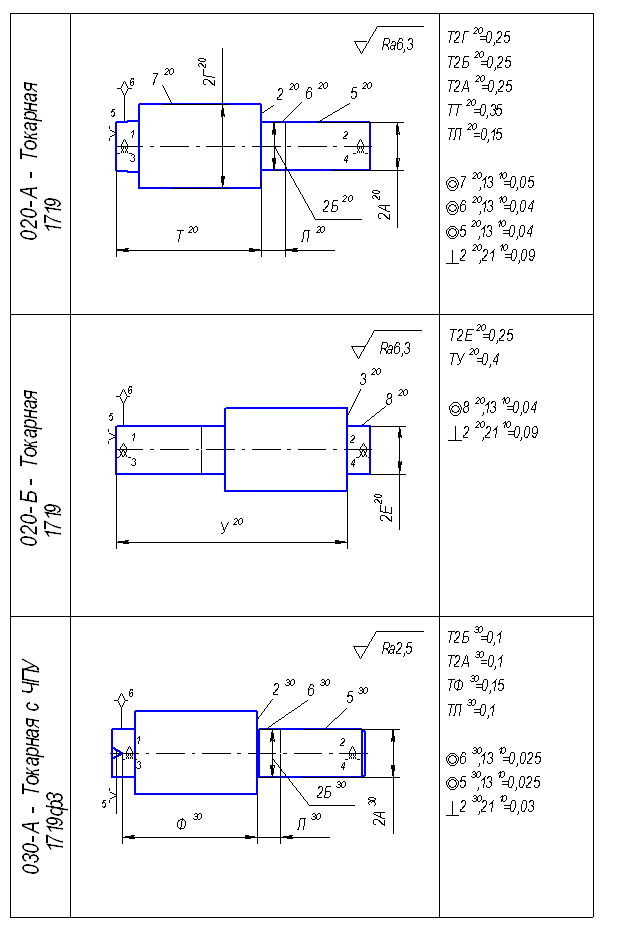
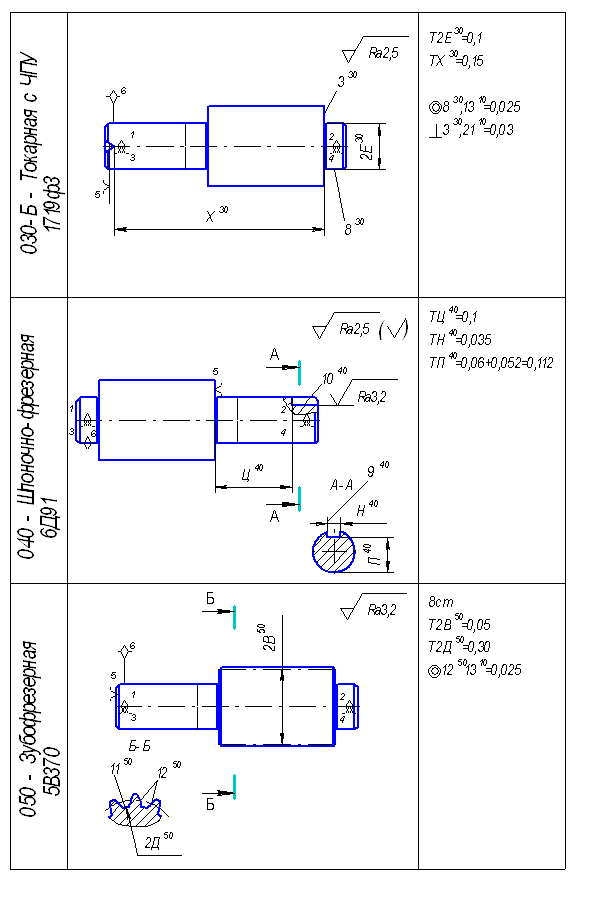
Технологический процесс изготовления детали вала
41253
знака
19
таблиц
6
изображений
3.8 Нормирование операций
Операция 010 фрезерно-центровальная
Общее основное время на операцию:
T0 = T01 + T02 = 0,09+ 0,15 = 0,24 мин.
Штучное время на операцию определяется:
Tшт = T0 + TВ+ TТ.об + Tорг.об + Tотд
ТВ= 0,33мин – вспомогательное время
Время технического – ТТ.об организационного – Торг.об обслуживания и отдых Тотд составляет 15% от оперативного времени – Топ = То + ТВ
Тшт = 0,24+ 0,33 + 0,9 ( 1 + 15/100) = 1,6 мин
В условиях серийного производства определяется штучно-калькуляционное время:
Тшт.к = Тшт + ![]() , мин
, мин
Подготовительно-заключительное время Тп.з = 20 мин.
Размер партии деталей определяем укрупненно, исходя из годовой программы выпуска изделий:
n = ![]() шт
шт
F3 = число дней запаса на складе для обеспечения непрерывности производства;
253 – среднее количество рабочих дней в году.
Штучно-калькуляционное время: Tшт.к = 1,6 + ![]() = 2,28 мин
= 2,28 мин
Операция 015 токарная
Общее основное время на операцию:
T0 = T01 + T02 + T03 + T04 = 1,2+1+0,45+0,2+1+0,8+0,45+0,2=5,3 мин.
Штучное время на операцию определяется:
Tшт = T0 + TВ+ TТ.об + Tорг.об + Tотд
ТВ= 0,33мин – вспомогательное время
Время технического – ТТ.об организационного – Торг.об обслуживания и отдых Тотд составляет 15% от оперативного времени – Топ = То + ТВ
Тшт = 5,3+ 0,33 + 0,9 ( 1 + 15/100) = 6,6 мин
В условиях серийного производства определяется штучно-калькуляционное время:
Тшт.к = Тшт + ![]() , мин
, мин
Подготовительно-заключительное время Тп.з = 20 мин.
Размер партии деталей определяем укрупненно, исходя из годовой программы выпуска изделий:
n = ![]() шт
шт
F3 = число дней запаса на складе для обеспечения непрерывности производства;
253 – среднее количество рабочих дней в году.
Штучно-калькуляционное время: Tшт.к = 6,6 + ![]() =7,2 мин
=7,2 мин
Операция 025 шпоночно-фрезерная
Общее основное время на операцию:
T0 = T01 + T02 = 1,25+ 1,3 = 2,55 мин.
Штучное время на операцию определяется:
Tшт = T0 + TВ+ TТ.об + Tорг.об + Tотд
ТВ= 0,33мин – вспомогательное время
Время технического – ТТ.об организационного – Торг.об обслуживания и отдых Тотд составляет 15% от оперативного времени – Топ = То + ТВ
Тшт = 2,55+ 0,33 + 0,9 ( 1 + 15/100) = 3,9 мин
В условиях серийного производства определяется штучно-калькуляционное время:
Тшт.к = Тшт + ![]() , мин
, мин
Подготовительно-заключительное время Тп.з = 20 мин.
Размер партии деталей определяем укрупненно, исходя из годовой программы выпуска изделий:
n = 29шт
Штучно-калькуляционное время: Tшт.к = 3,9 + ![]() = 4,58 мин
= 4,58 мин
Операция 030 круглошлифовальная
Общее основное время на операцию:
T0 = T01 + T02 = 0,75+ 0,7 = 1,45 мин.
Штучное время на операцию определяется:
Tшт = T0 + TВ+ TТ.об + Tорг.об + Tотд
ТВ= 0,33мин – вспомогательное время
Время технического – ТТ.об организационного – Торг.об обслуживания и отдых Тотд составляет 15% от оперативного времени – Топ = То + ТВ
Тшт = 1,45+ 0,33 + 0,9 ( 1 + 15/100) = 2,8 мин
Подготовительно-заключительное время Тп.з = 20 мин.
Размер партии деталей:
n = 29шт
Штучно-калькуляционное время: Tшт.к = 2,8 + ![]() = 3,48 мин
= 3,48 мин
Похожие работы

... поверхности 16 нарезать резьбу метчиком М6-поверхность 17. 4.4 ОБРАБОТКА ЗАГОТОВКИ НА ЗУБОФРЕЗЕРНОМ СТАНКЕ Рис. 4.6 Червячная фреза Как отмечалось выше, при предварительном обсуждении маршрута технологического процесса, в данном случае целесообразно применение зубофрезерования червячной фрезой (такой метод применяется при обработке колес от 5 до 11 степеней точности). Дисковая фреза с ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
родольных размеров 2.4. Расчет операционных размеров 3. Размерный анализ технологического процесса в диаметральном направлении 3.1. Радиальные размерные цепи и их уравнения 3.2. Проверка условий точности изготовления детали 3.3. Расчет припусков радиальных размеров 3.4. Расчет операционных диаметральных размеров 4. Сравнительный анализ результатов расчетов операционных размеров ...
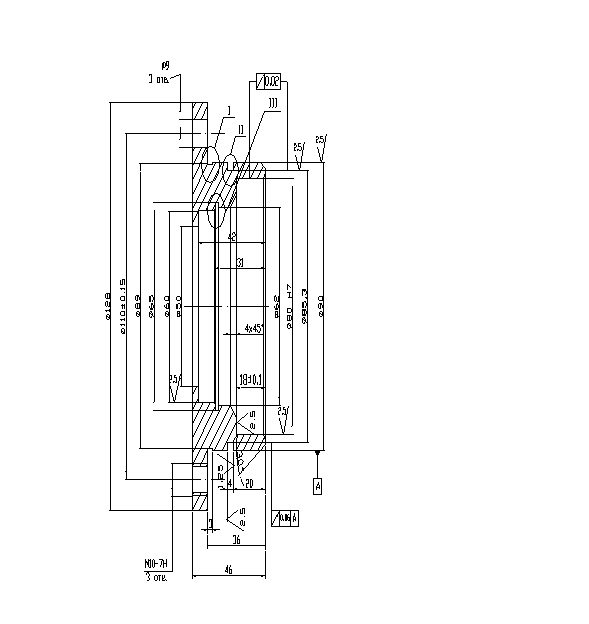
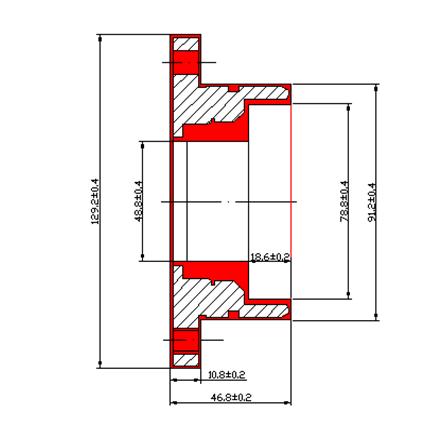
... Общая сборка 1 Закрутить гайку 19 0.3 2 Закрутить пробку 24 0.3 Общая трудоемкость сборки части синхронизатора 12,61 3.Разработка технологического процесса изготовления детали 3.1 Служебное назначение детали Основное служебное назначение фланцев заключается в ограничении осевого перемещения ...
0 комментариев