Гранулометрический состав
Химический состав
Физические свойства минералов
Текстурно-структурная характеристика
Расчет качественно-количественной схемы
Выбор основного и вспомогательного оборудования
Выбор и расчет мельниц
Выбор и расчет оборудования для классификации
Выбор и расчет оборудования для грохочения
Выбор и расчет оборудования для тяжелосредной сепарации
Электробезопасность
Рентгеновское излучение
Навигация
Выбор и расчет оборудования для тяжелосредной сепарации
Проектирование обогатительной фабрики
77113
знаков
23
таблицы
5
изображений
2.4.6 Выбор и расчет оборудования для тяжелосредной сепарации
Для тяжелосредного обогащения применяются модульные установки DMS «Metso Minerals» производительностью 50 т/ч, укомплектованные гидроциклонами диаметром 610 и 420 соответственно для крупных и мелких классов материала. Паспортная производительность передела ТСС материала классом крупности -30+6 мм составляет 33,26 т/ч, -6+1 мм - 52,42 т/ч, следовательно устанавливаем по одной установке на каждый класс крупности. Утяжелителем суспензии является гранулированный ферросилиций.
ТТТ материала крупностью -32 +6 мм (IX операция)
По формуле (2.10) рассчитываем необходимое количество установок:
n = Qр/Qт = 59,198/33,26 = 1,78 ≈ 2
По формуле (2.11) рассчитываем коэффициент запаса:
Кз = 2/1,78 = 1,12
ТТТ материала крупностью -6 +1 мм (XI операция)
По формуле (2.10) рассчитываем необходимое количество установок:
n = Qр/Qт = 104,045/52,42 = 1,9 ≈ 2
По формуле (2.11) рассчитываем коэффициент запаса:
Кз = 2/1,9 = 1,05
Принимаем две модульные установки.
2.4.7 Выбор и расчет для дезинтеграции
Для осуществления дезинтеграции дробленого материала, выходящего из валкового пресса в виде плотного кека, принимается к установке скруббер диаметром 1600 мм, производительностью до 70 т/ч.
По формуле (2.10) рассчитываем необходимое количество скрубберов:
n = Qр/Qт = 36,33/70 = 0,519 ≈ 1
По формуле (2.11) рассчитываем коэффициент запаса:
Кз = 1/0,519 = 1,9
К установке принимаем 1 скруббер.
3 ТЕХНИКА БЕЗОПАСНОСТИ
3.1 Общие сведения
При функционировании производственного процесса могут возникнуть производственные опасности - возможность воздействия на рабочих опасных и вредных производственных факторов: движущиеся машины и механизмы, незащищенные подвижные элементы производственного оборудования; повышенная запыленность и загазованность воздуха рабочей зоны; повышенный уровень шума на рабочем месте; повышенный уровень вибрации; повышенная или пониженная влажность воздуха; повышенный уровень ионизирующих излучений; опасный уровень напряжения в электрической цепи; отсутствие или недостаток естественного света; недостаточная освещенность рабочего места.
Система технических мероприятий и средств, предупреждающих воздействие на рабочих опасных производственных факторов, называется техникой безопасности, а система гигиенических и санитарно-технических мероприятий и средств, предотвращающих воздействие на работающих вредных производственных факторов, - производственной санитарией.
Главной задачей техники безопасности является профилактика производственного травматизма на основе исследований производственных процессов и безопасных приемов труда.
Учитывая специфику на обогатительных фабриках, их насыщенность современными высокопроизводительными агрегатами, всем рабочим и инженерно-техническим работникам обогатительных фабрик необходимо не только изучать и хорошо знать требования техники безопасности, инструкции и правила, но и обеспечивать их строгое выполнение.
Для предупреждения несчастных случаев большое значение имеет инструктаж по безопасным методам работ при эксплуатации и ремонте оборудования.
В соответствии с ГОСТом проводятся следующие виды инструктажа:
- вводный инструктаж всех принимаемых на работу проводят инженер по охране труда, и работник пожарной охраны и газоспасательной службы, если такая имеется на предприятии.
- первичный инструктаж на рабочем месте проходят все работники, вновь поступившие на работу и прошедшие вводный инструктаж, переведенные из одного цеха в другой, а также переведенные с одной работы на другую в одном и том же цехе.
- периодический инструктаж проходят все работающие не реже чем через 6 мес. Его цель – повысить уровень знаний инструкций по охране труда.
- внеочередной инструктаж проводится при изменении технологического процесса или правил по охране труда, замене или модернизации оборудования, нарушении работникам требований безопасности труда, перерывах в работе свыше 60 дней.
- повседневный инструктаж проводится с работниками перед производством труда.
3.2 Меры безопасности при обслуживании технологического оборудования
Для предупреждения производственного травматизма технологическое оборудование устанавливают в производственных помещениях в соответствии с действующими правилами, обеспечивая свободный проход к оборудованию для его обслуживания и ремонта.
Расстояние между выступающими частями машин, фундаментов, ограждений и стенами зданий, с учетом укрепленных на них трубопроводов, должно быть не менее: 1,5м - для основных проходов; 1 м - для рабочих проходов; 0,7 м - для рабочих проходов между стеной и машиной и для местных сужений; 0,6 м - для проходов к бакам, чанам и резервуарам для их обслуживания и ремонта. Минимальная ширина проходов, предназначенных для транспортирования крупных сменных узлов и деталей во время ремонта оборудования, должна на 1,2 м превышать их максимальный размер.
Передвижение работников по фабрике допускается только по предусмотренным для этого проходам, лестницам и площадкам. Площадки для обслуживания оборудования, переходные мостики и лестницы должны быть прочными, устойчивыми и снабжены перилами высотой не менее 1 м с перекладиной и сплошной обшивкой понизу перила на высоту 0,14 м.
Угол наклона лестниц к рабочим площадкам и механизмам зависит от условий эксплуатации (при постоянной эксплуатации – не более 45о, при посещении 1 - 2 раза в смену – не более 60о, а в зумпфах и колодцах – до 75о).
Во всех случаях ширина лестниц должна быть не менее 0,6 м, высота ступеней – не более 0,3 м, ширина ступеней – не менее 0,25 м. Металлические ступеньки лестниц и площадки должны выполняться из рифленого металла.
Все движущиеся части машин и механизмов, ременные и другие передачи должны быть ограждены, чтобы исключить доступ к ним во время работы. Ограждение должно быть надежно закреплено. Вращающие части (валы, муфты, шкивы, барабаны и т. п.) должны иметь сплошные или сетчатые ограждения с ячейками размером не более 25 на 25 мм. Для барабанов конвейеров допускается сетчатое ограждение с размером ячейки 40х40 мм.
Как правило, предусматривают кнопочное управление оборудованием. Кнопки располагают на высоте 1 – 1,5 м над уровнем пола рабочего места при обслуживании стоя и 0,6 – 1,2 м – при обслуживании сидя. Пульты и панели управления располагают в местах с хорошим обзором обслуживаемого агрегата и прилегающих к нему участков. Для оповещения о пуске, остановке и нарушениях режима работы обслуживаемых агрегатов используют световую и звуковую сигнализацию.
Перед пуском в работу оборудования, находящегося вне зоны видимости, должен быть подан звуковой, предупредительный сигнал продолжительностью не менее 10 с, а затем после паузы (не менее 30 с) – второй сигнал продолжительностью 30 с.
Кроме того, о пуске такого оборудования оповещают по громкоговорящей связи с указанием его наименования и технологической нумерации.
Похожие работы
... . Другие типы двухстадиальных схем используются при тонком помоле руды или при необходимости избегания аккумуляции благородных металлов в цикле измельчения. Исходными данными для настоящего проекта будут служить относительно высокая производительность обогатительной фабрики - 5000000 тонн руды в год. Суточная производительность фабрики по исходному продукту составит: Qс = Q/n·η, ...
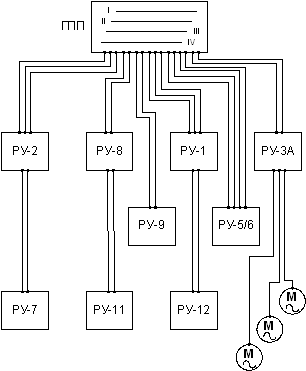
... Qнбк = 200 квар на низшей стороне одного трансформатора общая скомпенсированная мощность участка Нескомпенсированная реактивная мощность Схема внутреннего электроснабжения обогатительной фабрики Описание схемы внутреннего электроснабжения Рис. 1. Структурная схема внутреннего электроснабжения. Внутризаводское электроснабжение обогатительной фабрики осуществляется с помощью ...
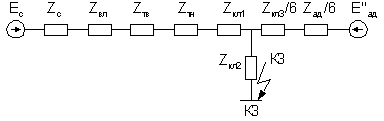
... ступени напряжения точки КЗ. Произведем вычисления тока КЗ для плавильного цеха обогатительной фабрики. 1) Расчетная схема и схема замещения . ТМ2500/10 Х1 0,0041 К1 К1 К2 Х2 К2 0,00046 ...
... повреждений и износа составных частей оборудования, а также трудоемкостью ремонтных работ, системой ТОиР предусматривается проведение текущего, капитального и остановочного ремонтов. 1.4.1 Требования, предъявляемые к техническому обслуживанию и ремонту стержневой мельницы МСЦ 3,2 – 4,5 В течении первых десяти дней работы мельницы после ремонта следует останавливать не реже одного раза в смену ...
0 комментариев