Навигация
Устройство горелки-держателя
28009
знаков
0
таблиц
4
изображения
2.4 Устройство горелки-держателя
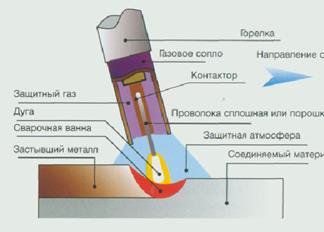
При сварке под флюсом дуга горит в закрытой полости 2, защищенной от воздействия воздуха оболочкой расплавленного шлака. Флюс 1 защищает зону сварки от воздуха и предотвращает возможность разбрызгивания металла. Защита дуги и зоны сварки от воздуха, резкое уменьшение вылета электрода позволили существенно повысить величину тока и производительность сварки.
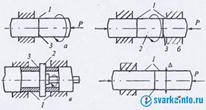
Горелка полуавтомата для сварки под флюсом содержит мундштук 16 с наконечником 4, воронку 5, снабженную заслонкой 7, перекрывающей подачу флюса в насадку 18. Насадка изолирована от токоведущего мундштука втулкой 17, вследствие чего горелка при сварке может опираться на изделие (рис. 1, 6). При сварке швов сравнительно большой протяженности целесообразно пользоваться костылем 19, имеющимся на горелке. Воронка может поворачиваться вокруг оси мундштука, что удобно для сварки угловых швов (рис. 2, в, г, д).
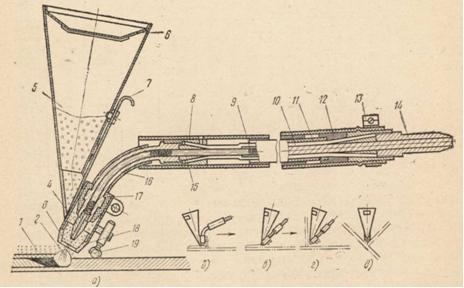
Рис. 2 - Горелка ДШ - 54 для сварки под флюсом и различные ее настройки а, б - сварка стыкового шва с опорой на костыль, в - сварка стыкового шва с опорой на насадку, г - сварка углового шва наклонным электродом, д - сварка углового шва, "в лодочку"; 1 - слой флюса, 2 - дуга, 3 - электрод, 4 - наконечник, 5 - воронка, 6 - обратный конус с сеткой, 7 - заслонка, 8 - рукоятка, 9 - спираль направляющего шланга, 10 - токоведущая жила, 11 - оболочка, 12 - удлинитель, 13 - зажим, 14 - штуцер, 15 - конический сухарь, 16 - мундштук, 17 - втулка изоляционная, 18 - насадка, 19 – костыль
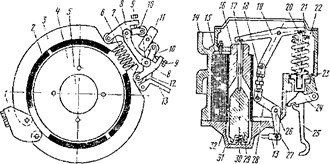
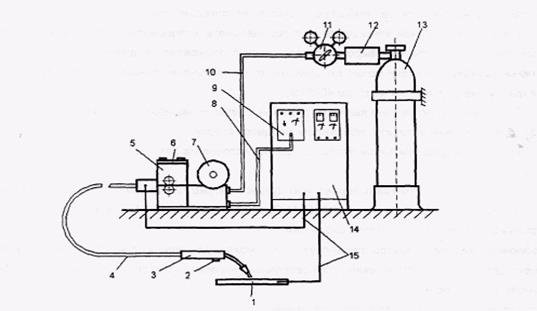
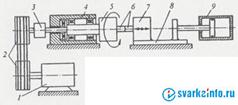
На рисунке приведена кинематическая схема механизма подачи, снабженного асинхронным трехфазным двигателем, используемым в полуавтомате ПШ - 54. Скорость подачи проволоки настраивается при помощи выдвижных шпонок в пределах 81 - 568 м/ч.
Полуавтомат ПШ - 54 комплектуется универсальной горелкой, показанной на рис. 1. Флюс поступает в зону сварки под действием собственного веса из воронки 5 емкостью около 1,5 кг. Размеры воронки выбраны такими, чтобы горелка была достаточно маневренной. Обратный конус 6 препятствует высыпанию флюса при наклоне горелки. К горелке, мундштук 16 которой является съемным, при помощи конического разрезного сухаря 15 прикрепляется шланг марки КШПЭ - 70. Входной штуцер 14 шланга укреплен зажимом 13 и снабжен резиновым удлинителем 12, препятствующим резкому перегибу проволоки в шланге.
Принципиальная электрическая схема полуавтомата ПШ – 54
Принципиальная электрическая схема полуавтомата ПШ - 54 при сварке на постоянном токе приведена на рисунке. При включении кнопки «Пуск», смонтированной на рукоятке горелки, срабатывает промежуточное реле РП, включается двигатель ДПэ механизма подачи электродной проволоки и начинается сварка, так как электрод соединен с обмотками генератора и находится под напряжением. Для безопасности работы в стесненных местах металлоконструкций двигатель и кнопка «Пуск» питаются от трансформаторов ТП1 и ТП2, понижающих напряжение сети до 36 В.
В тех случаях, когда полуавтомат питается переменным током, реле РП при помощи дополнительной пары нормально разомкнутых контактов включает контактор в цепи сварочного трансформатора.
3. Техника полуавтоматической сварки под флюсом
3.1 Сварка стыковых швов
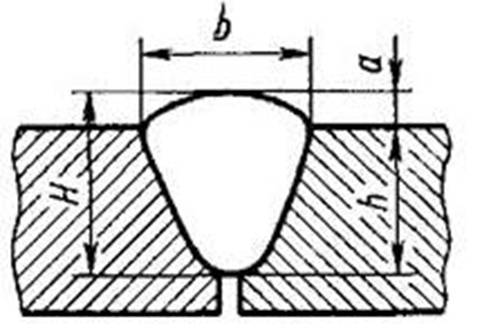
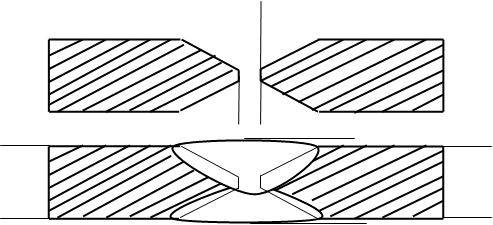
Рис. 3 - Основные параметры шва стыкового соединения: H – Высота шва; H – Глубина проплавления; b – Ширина шва; a – Высота усиления
Стыковое соединение обеспечивает возможность передачи усилия непосредственно от одной детали к другой без использования промежуточных элементов. Оно является оптимальным по количеству затрачиваемого металла и условиям работы соединения под нагрузкой. Стыковой шов должен гарантировать провар металла по всей его толщине. Наиболее рационален стыковой шов, образованный за счет расплавления только основного металла. На практике такие швы применяют в небольшом объеме из-за ограничения предельной глубины проплавления при используемых источниках сварочного нагрева, невозможности сборки соединяемых деталей без зазора, а при наличии зазора - из-за "потребности дополнительного металла для его заполнения. Стыковые однослойные швы. Наиболее целесообразно выполнять стыковые швы в один слой. Конфигурация однослойного стыкового шва характеризуется следующими параметрами общая толщина шва Я; глубина провара h ширина провара Ь; максимальная высота усиления а. Кроме этих основных параметров конфигурация стыкового шва характеризуется углом перехода от металла шва к основному металлу; сечением шва, образованным за счет расплавленного основного металла и вводимого в сварочную ванну дополнительного металла; суммарной площадью шва, коэффициентом формы шва (отношение ширины шва к глубине проплавления) и коэффициентом формы усиления (отношение ширины шва к высоте усиления).
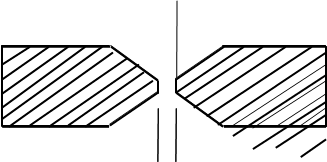
Сварку однослойных швов можно вести без зазора, в этом случае максимальная величина зазора определяется точностью подготовки кромок и колеблется в пределах 0-3 мм с обязательным зазором или со скосом кромок
Как видно из таблицы, предельная толщина металла, при которой возможна сварка в один слой с одной или двух сторон, может быть увеличена за счет применения обязательного зазора между свариваемыми кромками или скоса кромок. Это достигается за счет увеличения глубины проплавления на величину, равную усилению. Конфигурация разделки может быть любой, но она не должна выходить за пределы проплавления, типичные для данного режима Глубина провара определяется условиями равновесия между давлением дуги и гидростатическим давлением, оказываемым жидкими металлом и шлаком.
Недостатком сварки с разделкой кромок, по сравнению со сваркой с обязательным зазором, является большая затрата времени и стоимость работ по подготовке деталей к сварке. Ее преимущество заключается в улучшении условий формирования шва за счет равномерного отвода теплоты от его корня при сварке первого слоя двусторонних швов, что снижает вероятность образования кристаллизационных трещин и шлаковых каналов, наблюдаемых при сварке с обязательным зазором.
Похожие работы


... деталях маленького размера, изготавливать детали художественного назначения. В качестве примера, использование полуавтоматической сварки в CO2 можно рассмотреть сварку такой детали, как фланец, которая также входит в состав конструкции трамвайных вагонов. 4 Ремонт барабанно-колодочных тормозов вагона Т3 1.Строение и назначение барабанно-колодочных тормозов вагона Т3 Строение ...
... фактора хmax Интегральная оценка, баллы Категория тяжести до 1,8 1 1,8...3,3 2 3,4...4.5 3 4, б. ..5,3 4 5,4...5,9 5 более 5,9 6 Таким образом получаем, что категория тяжести труда на рабочем месте сварщика при ручной электродуговой сварке с подогревом изделия равна 5. Мероприятия по снижению влияния вредных факторов при ручной дуговой сварке 1. Местная вытяжная ...
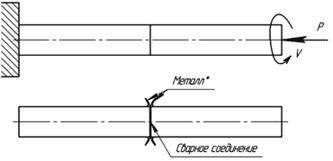
... ; при этом другая деталь может быть произвольной формы, но должна иметь плоскую поверхность, к которой приваривается первая деталь. Этот недостаток, однако, несущественно ограничивает применяемость сварки трением; анализ характера производства показывает, что в машиностроительных отраслях промышленности количество деталей круглого сечения составляет до 50—70% от общего числа свариваемых деталей. ...
... под давлением будет собираться в специальном сборочно-сварочном цеху. Данную сварную конструкцию будут собирать на роликовом стенде, это поможет при сборке и сварке. Недопустимо что бы система аварийного охлаждения зоны в процессе сборки и сварки находилась в не правильном положении т.к. это повлияет на правильность сборки и сварки. Так как данная сварная конструкция очень ответственная, то ...
0 комментариев