Навигация
Основные технологические операции монтажа ячеек ЭУ
50305
знаков
8
таблиц
11
изображений
4. Основные технологические операции монтажа ячеек ЭУ
Обоснование выбора метода микроконтактирования
Технология монтажа направлена на получение надежных электрических соединений между конструктивами.
Основным этапом технологического процесса (ТП) монтажа ЭУ является микроконтактирование электропроводящих элементов платы с выводами компонентов.
Эффективность высокоплотного монтажа определяется главным образом применением групповых, подающихся автоматически безинструментальных методов микроконтактирования. Автоматизация микроконтактирования в ТПМ является не только средством повышения производительности и технологичности изготовления ЭУ, но и одним из основных гарантов обеспечения качества и надежности получаемых при этом электрических соединений.
Из известных методов микроконтактирования для внутриузлового монтажа преимущественно используются пайка и микросварка, а в редких случаях – микроконтактирование с применением контактолов.
При планировании производства необходимо исходить из оптимальных значений надежности монтажных соединений: для паяных соединений интенсивность отказов (l) должна быть не менее 10-9 ч-1, для сварных с оплавлением контактируемых материалов – 10-10 ч-1.
При выборе микросварки как метода микроконтактирования следует учитывать нагревостойкость диэлектрического материала КП, подбирать контактирующие материалы с невысоким пределом упругости и др. Высококачественная микросварка в ТПМ – процесс дорогостоящий и низкопроизводительный.
Метод пайки является хорошо освоенным процессом микроконтактирования, который реализуется разными способами, имеет меньшее число ограничений по сравнению со сваркой и который является единственным групповым методом, автоматизируемым на самом высоком уровне, в том числе безинструментально.
Однако, пайка – далеко не идеальный метод микроконтактирования, даже в самых усовершенствованных ее вариантах, что связано с потребностью в припойных материалах и сложных очистительных процессах после монтажа. Но все же, пайка, на данный момент является самым оптимальным методом получения высоконадежного электрического соединения между конструктивами.
Индивидуальная пайка
В зависимости от типа производства пайка может выполняться индивидуально, или различными групповыми способами [2].
Под индивидуальной пайкой следует понимать такой процесс пайки, который реализуется человеком вручную с применением различных инструментов, таких, как микропаяльник, термопинцет, паяльные станции и др.
Существует также еще целый ряд оборудования, применяемого в индивидуальной паке. Например: термокарандаш, термозахват, газовый паяльник, микропаяльник с отсосом и др.
При монтаже ТМК применяют только поединичную пайку контактов с помощью обычных микропаяльников.
Таблица 4. Основные типоразмеры термоинструментов
| Графическое изображение термоинструмента | Типоразмеры |
| Для компонентов в микрокорпусах типа SOIC
| А = (4 – 20) мм |
|
| А = (8 – 11) мм |
|
| А = (1.5 – 2.5) мм |
| Для многовыводных корпусов
| А = 50 мм |

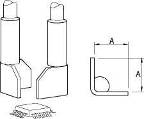 Для QFP и PLCC
Для QFP и PLCC Для чип – компонентов
Для чип – компонентов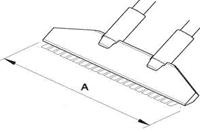
Эффективность высокоплотного монтажа определяется главным образом применением групповых, поддающихся автоматизации безинструментальных методов микроконтактирования, где все соединения подвергаются пайке одновременно.
Пайка двойной волной припоя
Когда впервые появились коммутационные платы, с обратной стороны которых компоненты устанавливались на поверхность, их пайка производилась волной припоя. При этом возникло множество проблем, связанных как с конструкцией плат, так и с особенностями процесса пайки, а именно: непропаи и отсутствие галтелей припоя из-за эффекта затенения выводов компонента другими компонентами, преграждающими доступ волны припоя к соответствующим контактным площадкам, а также наличие полостей с захваченными газообразными продуктами разложения флюса, мешающих дозировке припоя [1].
Совершенствование конструкции платы оказалось недостаточным для достижения высокого уровня годных при традиционных способах изготовления изделий с ПМК. Потребовалось изменить ТП пайки волной, внедрив вторую волну припоя. Первая волна делается турбулентной и узкой, она исходит из сопла под большим давлением (см. рис. 12).
Турбулентность и высокое давление потока припоя исключает формирование полостей с газообразными продуктами разложения флюса. Однако турбулентная волна все же образует перемычки припоя, которые разрушаются второй, более пологой ламинарной волной с малой скоростью истечения. Вторая волна обладает очищающей способностью и устраняет перемычки припоя, а также завершает формирование галтелей. Для обеспечения эффективности пайки все параметры каждой волны должны быть регулируемыми. Поэтому установки для пайки двойной волной должны иметь отдельные насосы, сопла, а также блоки управления для каждой волны [10].
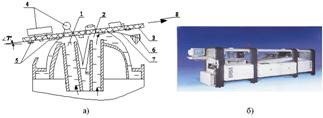
Рис. 12. Установка для пайки двойной волной припоя: схематическая (а); фирмы ERSA (б): 1 – турбулентная, скоростная, узкая первая волна припоя; 2 – ламинарная, плавная, широкая, низкая вторая волна припоя; 3 – ПП; 4 – ТМК; 5 – ПМК; 6 – дешунтирующий нож; 7 – струя горячего инертного газа; 8 – направление движения платы с ЭРК
Пайка двойной волной припоя применяется в настоящее время для одного типа коммутационных плат: с ТМК на лицевой стороне и простыми ПМК (чипами и транзисторами) на обратной. Некоторые компоненты для ПМК (даже пассивные) могут быть повреждены при погружении в припой во время пайки. Поэтому важно учитывать их термостойкость.
Хорошо разнесенные, не загораживающие друг друга компоненты способствуют попаданию припоя на каждый требуемый участок платы, но при этом снижается плотность монтажа. При высокой плотности монтажа, которую позволяет реализовать ПМК, с помощью данного метода практически невозможно пропаять ПМК с четырехсторонней разводкой выводов. Чтобы уменьшить эффект затенения, прямоугольные чипы следует размещать перпендикулярно направлению движения волны [10].
Пайка оплавлением дозированного припоя (ПОДП) в различных ТС
ПОДП применима только к микросборкам с ПМК. Процесс пайки оплавлением дозированного припоя включает в себя такие этапы, как:
· нанесение припойной пасты методом трафаретной печати (иногда, применяют ее просушку) на КП ПП;
· установка компонентов на поверхность ПП;
· плавный разогрев ПП с компонентами до температуры расплавления припойной пасты [10].
Параметры четырех основных стадий процесса ПОДП приведены в табл. 5.
Таблица 5. Основные стадии процесса ПОДП
| Название стадии | Основные сведения |
| 1. Стадия предварительного нагрева платы. | Стадия позволяет снизить тепловой удар на компоненты |
| 2. Стадия стабилизации. | Стадия позволяет активизировать флюсующую составляющую и удалить избыток влаги из паяльной пасты. Повышение температуры на этой стадии происходит очень медленно. Стадию стабилизации также называют «стадией температурного выравнивания», т. к. эта стадия должна обеспечивать нагрев всех компонентов на ПП до одинаковой температуры. Если стадия стабилизации проводится недостаточное время, результатом могут быть дефекты типа: «холодная пайка» и эффект «надгробного камня». В случае длительного времени и / или высокой температуры стадии стабилизации флюс может потерять защитные свойства, его активность снижается, это приводит к ухудшению паяемости и разбрызгиванию шариков припоя на стадии пайки. |
| 3. Стадия оплавления припойной пасты. | На стадии оплавления температура повышается до расплавления паяльной пасты и происходит формирование паяного соединения. Для образования надежного паяного соединения максимальная температура пайки должна на 30–40°С превышать точку плавления паяльной пасты. Время в течении которого ПП находится выше точки плавления должно быть не более 60 сек. Скорость повышения температуры в зоне оплавления должна быть 2–4 °С/сек. |
| 4. Стадия охлаждения. | Для обеспечения максимальной прочности паяных соединений скорость охлаждения должна быть максимальной. В то же время высокая скорость охлаждения может вызвать термоудар по компонентам. |
ПОДП в парогазовой среде (ПГС)
Метод пайки в парогазовой среде является разновидностью ПОДП, в ходе которой пары специальной жидкости конденсируются на коммутационной плате, отдавая скрытую теплоту парообразования открытым участкам микросборки. При этом припойная паста расплавляется и образует галтель между выводом компонента и КП платы. Когда температура платы достигает температуры жидкости, процесс конденсации прекращается, тем самым заканчивается и нагрев пасты. Повышение температуры платы, от ее начальной температуры (например, окружающей среды перед пайкой) до температуры расплавления припоя, осуществляется очень быстро и не поддается регулированию. Поэтому необходим предварительный подогрев платы с компонентами для уменьшения термических напряжений в компонентах и местах их контактов с платой. Температура расплавления припоя также не регулируется и равна температуре кипения используемой при пайке жидкости. Такой жидкостью является инертный фторуглерод, например РС-70 [1].
Существуют два типа установок для пайки в ПГС: с применением одной либо двух рабочих жидкостей. В первых установках для пайки в ПГС применялись две рабочих жидкости (см. рис. 13), при этом использовались обычно несколько установок пайки в составе производственной линии. С целью предотвращения утечки паров дорогого фторуглерода и припоя поверх основной технологической среды (ТС) из инертного фторуглерода создавалась дополнительная ТС из более дешевого фреона. Основной недостаток этих установок состоял в том, что на границе двух ТС происходило образование различных кислот. Поэтому для защиты коммутационных плат требовались системы нейтрализации кислот [2].

Рис. 13. Схематическое представление пайки ПГС с двумя ТС
Установки для пайки с двумя рабочими жидкостями оказались непригодны для линий сборки электронной аппаратуры. Поэтому в 1981 г. стали выпускаться установки для пайки в ПГС, встраиваемые в технологические сборочно-монтажные линии. Такие установки имеют относительно небольшие входное и выходное отверстия, позволяющие реализовать систему с одной ТС (см. рис. 14).
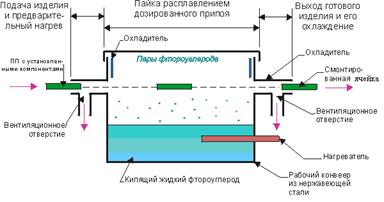
Рис. 14. Схематическое представление пайки в ПГС с использованием одной ТС
ПОДП с инфракрасным (ИК) нагревом
Процесс пайки компонентов, собранных на коммутационной плате, с помощью ИК-нагрева аналогичен пайке в ПГС, за исключением того, что нагрев платы с компонентами производится не парами жидкости, а ИК-излучением.
Основным механизмом передачи тепла, используемым в установках пайки с ИК-нагревом, является излучение. Остальные механизмы теплопередачи обеспечивают передачу тепловой энергии только ПМК. В отличие от пайки в ПГС, в процессе пайки с ИК-излучением скорость нагрева регулируется изменением мощности каждого излучателя и скорости движения транспортера с коммутационными платами. Поэтому термические напряжения в компонентах и платах могут быть снижены посредством постепенного нагрева микросборок. Основным недостатком пайки с ИК-нагревом является то, что количество энергии излучения, поглощаемой компонентами и платами, зависит от поглощающей способности материалов, из которых они изготовлены. Поэтому нагрев осуществляется неравномерно в пределах монтируемого устройства [10].
В некоторых установках для пайки с ИК-нагревом вместо ламп ИК-излучения применяются панельные излучающие системы. В этом случае излучение имеет большую длину волны, чем излучение традиционных источников. Излучение такой излучающей системы не нагревает непосредственно микросборку, а поглощается ТС, которая в свою очередь передает тепло микросборке за счет конвекции. Этот способ пайки устраняет ряд недостатков, присущих традиционной пайке с ИК-нагревом, таких, как неравномерный прогрев отдельных частей микросборки и невозможность пайки компонентов в корпусах, непрозрачных для ИК-излучения. Панельные излучатели имеют ограниченный срок службы и обеспечивают намного меньшую скорость нагрева, чем традиционные источники ИК-излучения. Однако при их использовании может не потребоваться ТС из инертного газа.
Первые установки ИК оплавления использовали для нагрева ламповые ИК излучатели с температурой 700–800° С. Улучшение характеристик установок было получено переходом на излучатели, работающие в средневолновом ИК-диапазоне (3–10 мкм). Конструктивно такие излучатели представляют собой керамические панели больших размеров со значительным количеством воздушных камер, работающих, при температуре 280–320° С. В таких устройствах до 60% тепловой энергии доставляется к объекту за счет естественной конвекции, 40% – при помощи средневолнового ИК-излучения.
Конструкция типичной установки пайки ИК оплавлением дозированного припоя и ее температурно – временной режим приведены на рис. 15.
Установка состоит из корпуса 1, внутри которого расположено несколько зон нагрева, в каждой из которых поддерживается заданный тепловой режим. В первой и второй зонах производят постепенный предварительный нагрев изделия 2 с помощью плоских нагревателей 3. Пайку производят в третьей зоне быстрым нагревом объекта выше температуры плавления припоя с помощью кварцевых ИК ламп 4, затем объект охлаждают с помощью устройства 5. ПП транспортируются через установку на ленточном (обычно сетка из нержавеющей стали) конвейере 6. Режимы работы нагревателя и скорость конвейера регулируются с помощью микропроцессорной системы, температурный профиль вдоль установки отображается в графической и цифровой форме на экране дисплея.
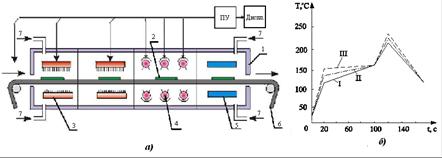
Рис. 15. Схема установки пайки ИК-излучением (а) и ее температурно – временной режим (б): 1 – корпус; 2 – ПП; 3 – плоские ИК нагреватели (панели); 4 – кварцевые ИК лампы; 5 – охладитель; 6 – лента конвейера; 7 – подача горячего воздуха; I – нагрев массивных ПМК; II – нагрев паяемых соединений; III – нагрев ПМК малой массы
Лазерная пайка
Лазерная пайка (пайка лучом лазера) не относится к групповым методам пайки, поскольку монтаж ведется по каждому отдельному выводу либо по ряду выводов. Однако бесконтактность приложения тепловой энергии позволяет повысить скорость монтажа до 10 соединений в секунду и приблизиться по производительности к пайке в ПГС и ИК-излучением [10].
По сравнению с другими методами лазерная пайка обладает рядом следующих преимуществ:
· во время пайки ПП и корпуса компонентов практически не нагреваются, что позволяет монтировать компоненты, чувствительные к тепловым воздействиям;
· в связи с низкой температурой пайки и ограниченной областью приложения тепла резко снижаются температурные механические напряжения между выводом и корпусом;
· выбор материала основания не является критическим;
· кратковременное действие тепла (20…30) мс, резко снижает толщину слоя интерметаллидов, припой имеет мелкозернистую структуру, что положительно сказывается на надежности паяных соединений;
· установки лазерной пайки могут быть полностью автоматизированы, при этом возможно использовать данные САПР для ПП;
· возможна пайка ячеек с высокой плотностью компоновки компонентов, с размерами КП до 25 мкм, без образования перемычек на соседние соединения или их повреждения;
· при использовании хорошо просушенной припойной пасты, выполненные с помощью лазерной пайки паяные соединения, не образуют шариков припоя или перемычек, в результате чего отпадает необходимость применять паяльные маски;
· при использовании лазерной пайки нет необходимости в предварительном подогреве многослойной ПП, что обычно необходимо делать при пайке в ПГС для предотвращения расслоения платы;
· не требуется также создавать какую-либо специальную газовую среду. Процесс пайки ведется в нормальной атмосфере без применения инертных газов [2].
Пайка ИС в корпусе BGA
Перед началом процесса пайки (см. рис. 16, а) сферические выводы BGA позиционированы по контактным площадкам печатной платы. Нижняя плоскость корпуса BGA параллельна плате. Форма выводов BGA – правильная сферическая, поверхность гладкая, слегка матовая. Процесс оплавления выводов начинается при температуре 183 °C. Под действием сил гравитации происходит первичное «оседание» BGA расстояние между корпусом и платой сокращается до 0,8 мм, форма выводов становится бочкообразной, а поверхность выводов тускнеет, оставаясь гладкой (см. рис. 16, б). По достижении пиковой температуры пайки происходит полное оплавление выводов и смачивание контактных площадок платы припоем. Происходит вторичное «оседание» BGA высота выводов еще раз уменьшается (в примере до 0,5 мм), результирующая форма выводов, поддерживаемая силами поверхностного натяжения, – сплющенная эллиптическая. Поверхность выводов – гладкая блестящая (см. рис. 16, в). При корректном соблюдении технологии пайки все выводы BGA трансформируются в порядке, показанном на рис. 16, г [8].
Наиболее опасно повышение температуры пайки с позиций термомеханических напряжений, возникающих из-за разницы температурного расширения материалов, участвующих в межсоединениях (см. рис. 17).
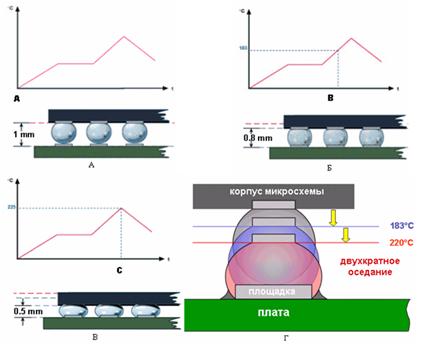
Рис. 16. Пайка ИС в корпусе BGA: а – позиционирование выводов BGA перед началом процесса пайки; б – начальная стадия оплавления выводов; в-полное оплавление выводов и смачивание КП платы припоем; г – порядок трансформации выводов BGA при соблюдении технологии пайки
Если не принять меры к использованию материалов с повышенной температурой стеклования, термомеханические напряжения могут привести к усталостным разрушениям паек.

Рис. 17. Термомеханические напряжения в паяных соединениях BGA-компонентов
Обоснование выбора способа пайки для ячейки ИММТ
Для пайки ПМК рекомендуется выбрать ПОДП с комбинированным нагревом (ИК + конвекция) (см. рис. 18). При использовании воздуха в качестве средства для передачи тепла конвекция идеальна для нагревания компонентов, которые «выступают» из платы, таких, как выводы и маленькие детали. Однако при этом образуется пограничный слой между горячим воздухом и платой, который делает подачу тепла к последней неэффективной. При ИК-нагреве инфракрасные нагреватели передают энергию путем электромагнитного излучения, которое будет равномерно нагревать компоненты при правильном управлении. Однако при отсутствии правильного управления может произойти перегрев платы и компонентов. Наиболее передовые современные печи используют достоинства обоих методов нагрева.
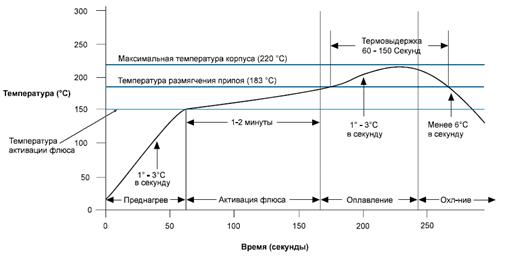
Рис. 18. Температурно-временной профиль ПОДП с комбинированным нагревом (ИК+конвекция)
Основным принципом совмещения ИК-излучения и принудительного конвекционного нагрева является использование излучения в качестве основного источника нагрева для оптимальной передачи тепла и использование свойств равномерного нагрева при конвекции для уменьшения разницы температур между компонентами и печатной платой.
Так как ТМК в ячейке ИММТ мало, и располагаются они близко к другим видам компонентов необходимо использовать ручную пайку, например, с помощью вакуумного микропаяльника.
Похожие работы
... ? 8. Какими программами можно воспользоваться для устранения проблем и ошибок, обнаруженных программой Sandra? Раздел 3. Автономная и комплексная проверка функционирования и диагностика СВТ, АПС и АПК Некоторые из достаточно интеллектуальных средств вычислительной техники, такие как принтеры, плоттеры, могут иметь режимы автономного тестировании. Так, автономный тест принтера запускается без ...
0 комментариев