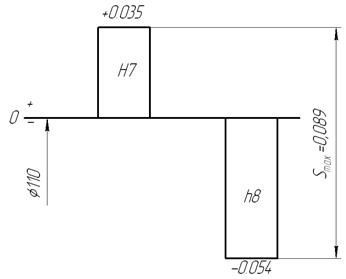
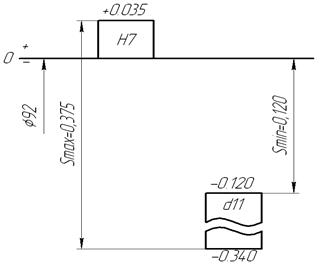
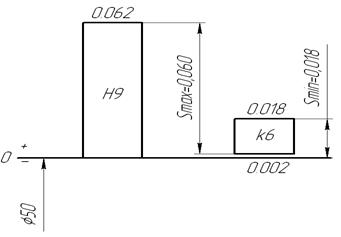
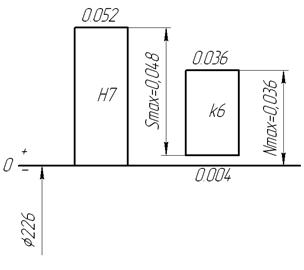
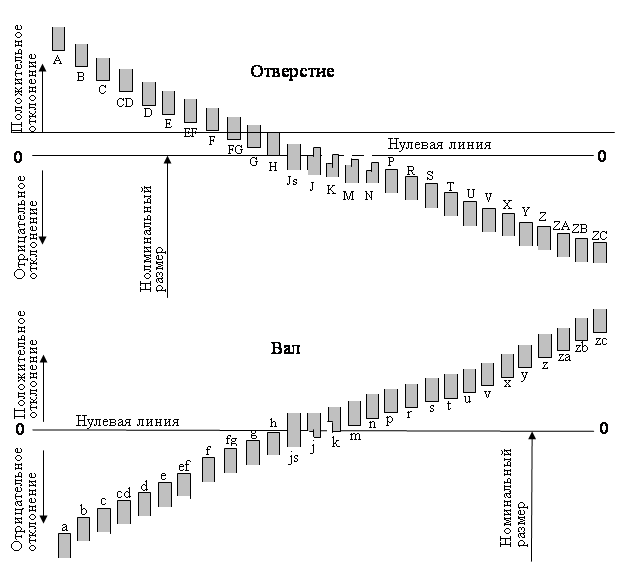
Строим схему полей допусков соединения
Для соединений «корпус-подшипник» и «подшипник-вал» построить схемы полей допусков (рисунок 3.1)
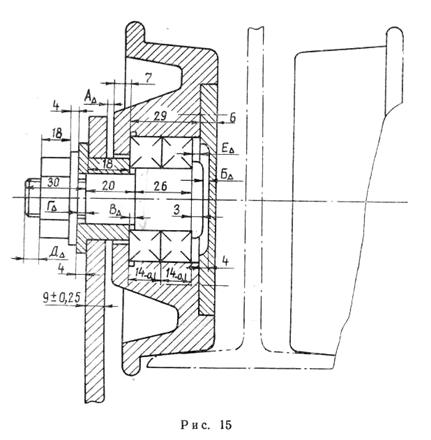
Определить неизвестные предельные отклонения и предельные размеры всех элементов деталей шлицевого соединения
Сборочный и детальный эскизы шлицевого соединения и его деталей, указав их условные обозначения
Проверить правильность назначения допусков на составляющие звенья размерной цепи
Навигация
Проверить правильность назначения допусков на составляющие звенья размерной цепи
Взаимозаменяемость, допуски и посадки
20621
знак
9
таблиц
13
изображений
10. Проверить правильность назначения допусков на составляющие звенья размерной цепи.
(-37,5-55-65-30)-(65+117.5)=-400
(37.5+65+55+30)-(-65-100-100-82.5)=400
400-(-400)=800
11. Результаты расчетов занести в форму 6.1.
Форма 6.1 - Результаты расчетов допусков в размерной цепи
| Наименование размеров | Номинальный размер, мм | Обозначение размера, мм | Квалитет | Допуск размера | Поле допуска | Предельные отклонен., мм | Предельные размеры, мм | |||||
| значе ние | приме чание | верх. ES(es) | нижн. EI(ei) | max | min | |||||||
| составляющие | увеличивающие | 4 18 29 3 | В1 В» В3 В4 | - - - - | 0,075 0,11 0,13 0,06 | Js12 Js12 | 0,0375 0,055 0,065 0,030 | -0,0375 -0,055 -0,065 -0,030 | 4,0375 18,055 29,013 3,030 | 3,9625 17,945 28,987 2,970 | ||
| уменьшающие | 20 14 14 4 2 | В5 В6 В7 В8 В∆ | - - - - - | 0,13 0,100 0,100 0,075 0,650 | извест извест корр извест | – – – – – | 0,065 0 0 0,1175 0,4 | -0,065 -0,100 -0,100 0,0825 -0,4 | 20,065 14 14 4,1175 2,4 | 19,935 13,9 13,9 3,9175 1,6 | ||
| замыкающий | ||||||||||||
Список использованных источников
1. Некифоров А.Д. Взаимозаменяемость, стандартизация и технические измерения. – Москва, ВШ, 2000. – 510с.
2. Сергеев А.Г., Латышев М.В. Метрология, стандартизация и сертификация, 2001.
3. Якушев А.И., Воронцов Л.Н., Федотов Н.М. Взаимозаменяемость, стандартизация и технические измерения: Учебник для вузов – 6-е изд., перераб. и доп. – М.: Машиностроение, 1986.-352 с.
4. Взаимозаменяемость и технические измерения. Методические указания/ Составители: Б.А. Калачевский, М.С. Корытов, В.В. Акимов, А.Ф. Мишуров. – Омск: СибАДИ, 2004/
5. Допуски и посадки. Справочник в 2 ч. /Под ред. В.Д. Мягкове. – Л.: Машиностроение, 1978/
6. Справочник по машиностроительному черчению/ Федоренко В. А, Шошин А.И. – 14е изд., перераб. и доп./ Под ред. Г.Н. Поповой. – Л.: Машиностроение, Ленингр. отд-ние, 1983. – 416 с.
7. ГОСТ 520 Подшипники качения. Общие технические условия.
8. ГОСТ 2.308 Указание на чертежах допусков, формы и расположения поверхности.
9. ГОСТ 2.309 Обозначения шероховатостей поверхностей.
10. ГОСТ 1643 Основные нормы взаимозаменяемости. Передачи зубчатые и цилиндрические.
11. ГОСТ 8032 Предпочтительные числа или вид предпочтительных чисел.
12. ГОСТ 24642 Основные нормы взаимозаменяемости. Допуски, формы и расположения поверхностей. Основные термины и определения.
13. ГОСТ 25142 Шероховатость поверхности. Термины и определения.
14. ГОСТ 25346 Основные нормы взаимозаменяемости. Общие положения, ряды допусков и основных отклонений.
15. ГОСТ 25347 Основные нормы взаимозаменяемости. Поля допусков и рекомендуемые посадки.
16. ГОСТ 25670 Основные нормы взаимозаменяемости. Предельные отклонения размеров с неуказанными допусками.
17. ГОСТ 8338 Предпочтительные числа и ряды предпочтительных чисел.
18. ГОСТ 23360 Соединения шпоночные с призматическими шпонками.
19. ГОСТ 2.104 ЕСКД. Основные надписи.
20. ГОСТ 2.105 ЕСКД. Общие требования к текстовым документам.
21. ГОСТ 2.106 ЕСКД. Текстовые документы.
22. ГОСТ 7.1-2003 Библиографическая запись. Библиографическое описание.
Приложение А
(обязательное)
Таблица А1 – Значение единицы допуска i для разных интервалов (размеров)
| Интервалы размеров, мм | Единица допуска i, мкн |
| 1-3 3-6 6-10 10-18 18-30 30-50 50-80 80-120 120-180 180-250 | 0,63 0,83 1 1,21 1,44 1,71 1,9 2,2 2,5 29 |
Таблица А2 – Значение числа единиц допуска для различных квалитетов
| Квалитет | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 |
| Число единиц допуска a | 7 | 10 | 16 | 25 | 40 | 64 | 100 | 160 | 250 | 400 | 640 | 1000 | 1600 |
Приложение Б
(обязательное)
Таблица Б.1 - Высота неровностей профиля по десяти точкам по ГОСТ 2789–3, мкм
| – | 1000 | 100 | 10,0 | 1,00 | 0,100 |
| – | 800 | 80 | 8,0 | 0,80 | 0,080 |
| – | 630 | 63 | 6,3 | 0,63 | 0,063 |
| – | 500 | 50 | 5,0 | 0,50 | 0,05 |
| – | 400 | 40 | 4,0 | 0,40 | 0,04 |
| – | 320 | 32 | 3,2 | 0,32 | 0,032 |
| – | 250 | 25 | 2,5 | 0,25 | 0,025 |
| – | 200 | 20 | 2,0 | 0,20 | |
| 1600 | 160 | 16 | 1,6 | 0,160 | |
| 1250 | 125 | 12,5 | 1,25 | 0,125 |
Таблица Б.2 - Размерная точность и шероховатость изготовления деталей из стали при различных методах обработки
| Вид поверхности | Метод обработки | Квалитет | Шероховатость |
| Вал | Наружное точение: (токарное) получистовое чистовое тонкое (алмазное) Круглое шлифование: чистовое (в центрах) тонкое | 12–14 7–12 6–7 8–11 5–8 | 80–160 6,3–80 1,6–3,2 0,8–10 0,16–0,8 |
| Отверстие | Сверление Зенкерование Растачивание на токарных станках: получистовое чистовое тонкое(алмазное) Разертывание Шлифование Хонингование | 11–14 11–12 12–14 7–12 6–7 6–7 5–8 5–6 | 80–160 10–80 80–160 6,3–80 3,2–6,3 1,6–3,2 1,6–3,2 0,2–1,6 |
Приложение Г
(обязательное)
Приложение Д
(обязательное)
Таблица Г1 - Таблица значений допусков (мкм) по СТ СЭВ 145-75 для номинальных размеров до 500 мм. Для размеров до 1 мм квалитеты от 14 до 17 не применяются.
| Интервалы размеров, мм | Квалитет | ||||||||||||||||||
| 01 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | |
| До 3 | 0,3 | 0,5 | 0,8 | 1,2 | 2 | 3 | 4 | 6 | 10 | 14 | 25 | 40 | 60 | 100 | 140 | 250 | 400 | 600 | 1000 |
| Св 3 до 6 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 5 | 8 | 12 | 18 | 30 | 48 | 75 | 120 | 180 | 300 | 480 | 750 | 1200 |
| Св 6 до 10 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 | 15 | 22 | 36 | 58 | 90 | 150 | 220 | 360 | 580 | 900 | 1500 |
| Св10 до 18 | 0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 11 | 18 | 27 | 43 | 70 | 110 | 180 | 270 | 430 | 700 | 1100 | 1800 |
| Св18 до 30 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 | 13 | 21 | 33 | 52 | 84 | 130 | 210 | 330 | 520 | 840 | 1300 | 2100 |
| Св30 до 50 | 0,6 | 1 | 1,5 | 2,5 | 4 | 7 | 11 | 16 | 25 | 39 | 62 | 100 | 160 | 250 | 390 | 620 | 1000 | 1600 | 2500 |
| Св50 до 80 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 13 | 19 | 30 | 46 | 74 | 120 | 190 | 300 | 460 | 740 | 1200 | 1900 | 3000 |
| Св80 до 120 | 1 | 1,5 | 2,5 | 4 | 6 | 10 | 15 | 22 | 35 | 54 | 87 | 140 | 220 | 350 | 540 | 870 | 1400 | 2200 | 3500 |
| Св120 до180 | 1,2 | 2 | 3,5 | 5 | 8 | 12 | 18 | 25 | 40 | 63 | 100 | 160 | 250 | 400 | 630 | 1000 | 1600 | 2500 | 4000 |
| Св180 до250 | 2 | 3 | 4,5 | 7 | 10 | 14 | 20 | 29 | 46 | 72 | 115 | 185 | 290 | 460 | 720 | 1150 | 1850 | 2900 | 4600 |
| Св250 до315 | 2,5 | 4 | 6 | 8 | 12 | 16 | 23 | 32 | 52 | 81 | 130 | 210 | 320 | 520 | 810 | 1300 | 2100 | 3200 | 5200 |
| Св315 до400 | 3 | 5 | 7 | 9 | 13 | 18 | 25 | 36 | 57 | 89 | 140 | 230 | 360 | 570 | 890 | 1400 | 2300 | 3600 | 5700 |
| Св400 до500 | 4 | 6 | 8 | 10 | 15 | 20 | 27 | 40 | 63 | 97 | 155 | 250 | 400 | 630 | 970 | 1550 | 2500 | 4000 | 6300 |
Похожие работы
... = dmax – Dmin = 50.018 – 50 = 0.018 мм Построим схему расположения полей допусков: Рисунок 2.1.3 – Схема расположения полей допусков посадки Выберем посадку для соединения «ж». Для легкости установления стаканов в корпусных деталях желательно применение посадок с зазором. Но тогда возможно их смещение в пределах зазоров, что вызывает изменение положения оси вращения вала и увеличение ...
... это оправдано конструктивными или экономическими соображениями (например, установка нескольких втулок, маховиков или колес с различными посадками на одном гладком валу). 3. Допуски и посадки шпоночных соединений Шпоночное соединение – один из видов соединений вала со втулкой с использованием дополнительного конструктивного элемента (шпонки), предназначенной для предотвращения их взаимного ...
... и допуск вала Наибольший предельный размер: =26+0=26мм Наименьший предельный размер: -0.013=25.9987мм Допуск вала: Td==es-ei=26-25.9987=0+0.013=0.013мм Рассчитываем предельные зазоры и допуск посадки с зазором: Наибольший зазор: =26.0054-25.9987=0.054+0.013=0.067мм Наименьший зазор: мм TS= TD+Td=0.067-0.020=0.034+0.013=0.047мм №2 ø34 1) Поле допуска отверстия и поле допуска вала ...
... – 82. Подробный расчет соотношения между допусками диаметра, угла и формы конуса, а также предельных базорасстояний конических соединений приведен в ГОСТе 25307 – 82 и в [10]. 2.8. Взаимозаменяемость резьбовых соединений Резьбовые соединения широко используются в конструкциях машин, аппаратов, приборов, инструментов и приспособлений различных отраслей промышленности. Классификация резьб. ...
0 комментариев