Расчет потребного количества оборудования на участке
Расчет численности руководителей, специалистов, служащих, основных и вспомогательных рабочих
Планировка участка
Выбор транспортных средств
Инвестиционные издержки
Смета расходов на содержание и эксплуатацию оборудования
Отчисления в инновационный фонд
Навигация
Расчет потребного количества оборудования на участке
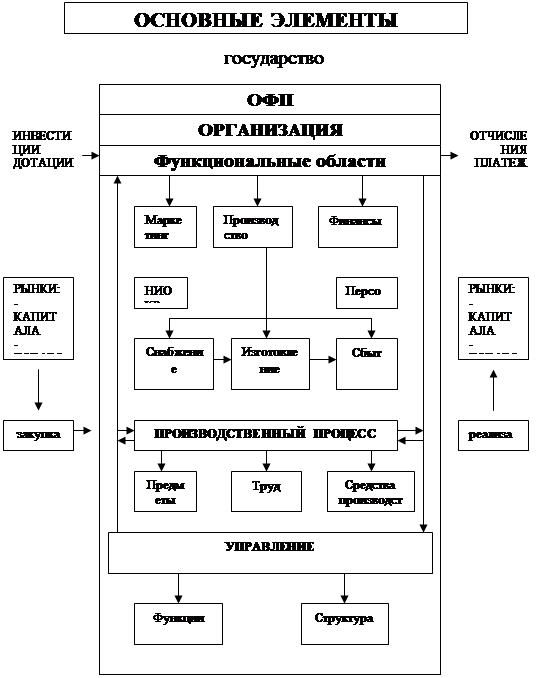
Основы производственного менеджмента
65187
знаков
17
таблиц
2
изображения
2. Расчет потребного количества оборудования на участке
Расчетное количество оборудования Мрi на i-той операции изготовления изделия можно определить двумя методами:
а) ![]() исходя из трудоемкости производственной программы
исходя из трудоемкости производственной программы
б) при измерении объема работ в натуральных единицах
Мрi = Nв/ (qui * Kbi * Fд * Kзi), (2.2)
Где Nв – производственная программа (годовой объем работ ), шт./год;
qui– часовая производительность единицы оборудования, занятого при выполнении i-й операции;
Квi – коэффициент выполнения норм времени на i-й операции (Квi-=1 –1,2);
Fд – действительный годовой фонд времени работы оборудования (см. задание), ч;
Кз – коэффициент загрузки рабочего места (оборудования cм. р. 1, ф-ла 1.2).);
tштi - норма штучного времени на операцию (см. задание), мин/шт.
Часовая производительность оборудования quiпринимается по каталогу либо техническому паспорту оборудования. При наличии технически обоснованных норм времени этот коэффициент колеблется в пределах 1,0-1,2. Если количество оборудования Мрi получается не целое число, то его округляют до целого (Мпрi).
О типе производства можно судить и по коэффициенту загрузки одного рабочего места деталью одного наименования Кз.р., который определяется по формуле:
![]()
Где N – программа выпуска деталей одного наименования, tшт –норма штучного времени для выполнения операции, Fн – номинальный фонд работы оборудования (Fн = 3925 часов)
Значения коэффициентов загрузки рабочих мест приведены в таблице 2.1
Таблица 2.1. Значения коэффициентов загрузки рабочих мест
| № пр. | Тип производства | Значения коэффициента загрузки рабочих мест |
| 1 | Массовое | 0,42÷0,85 |
| 2 | Крупносерийное | 0,09÷0,42 |
| 3 | Среднесерийное | 0,04÷0,09 |
| 4 | Мелкосерийное | 0,02÷0,04 |
| 5 | Единичное | 0,02 |
Мр(05) = (792000*6,6)/60*3925=22,1 (модель 1Б265-6К)
Мр (10) = (792000 *0,8)/60*3925=2,7 (модель 692Р)
Мр (15) = (792000 *5,9)/60*3925=19,8 (модель 5К328А)
Мр (20) = (792000 *2,3)/60*3925=7,7 (модель 3М151Ф2)
Результаты расчетов загрузки рабочих мест сводим в таблицу
Таблица 2.2. Расчет загрузки рабочих мест
| № операции | Наименование операции | Норма штучного времени, мин. | Мр | Мпр | Кз |
| 05 | Токарная | 6,6 | 22,1 | 23 | 22,1/23=0,96 |
| 10 | Специальн.фрезерная | 0,8 | 2,7 | 3 | 2.7/3=0,9 |
| 15 | Фрезерная | 5,9 | 19,8 | 20 | 19,8/20=0,9 |
| 20 | Круглошлифовальная | 2,3 | 7,7 | 8 | 7,7/8=0,96 |
Тип производства – массовый.
Коэффициент загрузки рабочих мест (оборудования) определяется по формуле:
 (1.2
(1.2
где Мрi , Мпрi количество оборудования соответственно расчетное и принятое, шт.
Расчеты выполняются по каждой операции, на основании которых определяется тип производства. Если по большинству операций Кзо = 1, Кз приближается к 0,85, то принимается массовый тип производства.
Таблица 2.3 Исходные дополнительные данные по моделям оборудования.
| Модель станка | Наименование станка | Мощность, квт. | Цена, у.е | Площадь, м2 | Ед рем. сложности |
| 692Р | ВЕРТИК. ШПОН.-ФРЕЗ. (5-026) | 2,2 | 4730 | 2,7 | 8 |
| 5К328А | ЗУБОФРЕЗ. ВЕРТИК. (4-013) | 10,0 | 16950 | 6,4 | 23 |
| ЗМ721Ф2 | П/АВТ. ПЛОСКОШЛ. С ЧПУ (8-050) | 10,0 | 42100 | 12,9 | 20 |
| 1Б265-6К | АВТ. ТОК. 6-ШПИНД.ПРУТК. (1-024) | 30,0 | 30800 | 12,4 | 62 |
Похожие работы


... · установление сроков · расчет запасов · установление опережения · определение исполнителей · прочие В зависимости от содержания управленческие решения в производственном менеджменте дифференцируются на стратегические, тактические и оперативные. 3.3 ОЦЕНКА И ВЫБОР УПРАВЛЕНЧЕСКИХ РЕШЕНИЙ Принцип. Все решения ...
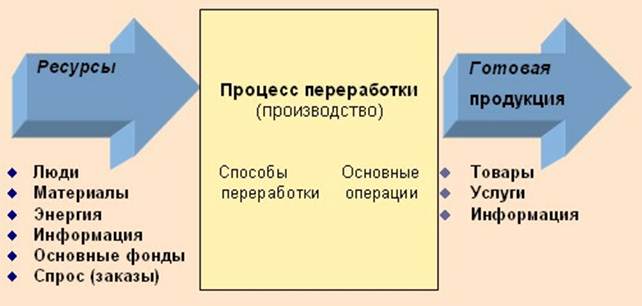
... , одновременно с учёбой, студенты могут поупражняться в организации собственного бизнеса в смягчённых условиях инкубатора. Заключение В результате проведённого исследования по теме: «Производственный менеджмент и перспективы его развития в Белгородской области» можно сделать ряд выводов: 1. Главной задачей производства является переработка ресурсов в готовую продукцию. Основные ресурсы ...
... для нормального хода производства. Уровень техники и технологии, состояние организации производства, труда и управления оказывает непосредственное влияние на себестоимость продукции. 3. Пути совершенствования производственного менеджмента на предприятии Одним из важных направлений в совершенствовании производственного менеджмента является ...
... , инновационные процессы в которой осуществляются людьми, сознательно координирующими деятельность для достижения поставленных целей. Основная цель инновационного менеджмента – обеспечение долговременного функционирования предприятия на основе эффективной организации инновационных процессов и высокой конкурентоспособности инновационной продукции. 6. Классификация инновационных процессов и ...
0 комментариев