Расчет потребного количества оборудования на участке
Расчет численности руководителей, специалистов, служащих, основных и вспомогательных рабочих
Планировка участка
Выбор транспортных средств
Инвестиционные издержки
Смета расходов на содержание и эксплуатацию оборудования
Отчисления в инновационный фонд
Навигация
Планировка участка
Основы производственного менеджмента
65187
знаков
17
таблиц
2
изображения
4. Планировка участка
Планировка – это план расположения технологического оборудования и рабочих мест. На плане должны быть также показаны: строительные элементы – стены, колонны, дверные и оконные проемы и т.д., основной производственный инвентарь, верстаки, плиты, складочные площадки; подъемно-транспортные устройства-мостовые и другие краны, конвейеры, монорельсы, подъемники.
При составлении планов используются условные обозначения. Оборудование на плане изображают условным контуром, размеры которого принимаются по каталогам.
Спецификацию оборудования допускается размещать на чертеже плана. Каждая единица оборудования должна иметь свой номер, в спецификации допустимо объединять в одной строке несколько стоящих рядом станков одного типа и модели.
На плане ряды колонн номеруются: горизонтальные помечаются снизу вверх прописными буквами русского алфавита, вертикальные нумеруются слева направо арабскими цифрами, начиная с единицы. В механообрабатывающих цехах рекомендуется применять сетки колонн 18х6 и 24х6 м или 18х12 и 24х12 м, где 18 и 24 – ширина пролета (м), а 6 и 12 – шаг колонн (м).
Участок механической обработки (поточная линия), как правило, располагается вдоль пролета, при этом оборудование может быть размещено в один, два и более рядов, вдоль, поперек или под углом к оси пролета.
План поточной линии должен отвечать принципу прямоточности (передача обрабатываемых деталей между рабочими местами по кратчайшим расстояниям с наименьшими затратами труда и времени). Для этого станки располагают последовательно в соответствии с технологическими операциями.
Кроме того, нужно предусмотреть: удобные подходы к рабочим местам; места необходимой площади для размещения деталей при образовании заделов; участки для выполнения контрольных операций и проведения ремонта оборудования.
Поэтому при укрупненном предварительном расчете площадей участков пользуются понятием удельной площади, т.е. площади, занимаемой единицей технологического оборудования, в которую включают, помимо площади, занимаемой непосредственно самим оборудованием, площадь, необходимую для обеспечения нормального его функционирования. Удельная площадь зависит от вида производства и габаритных размеров принятого технологического оборудования, которые, в свою очередь, связаны с геометрическими размерами изготавливаемых изделий. Все станки в зависимости от габаритов делятся на три группы: мелкие, средние и крупные. Для каждой группы станков установлены нормы удельной площади: для мелких станков – до 12м2; для средних – до 25м2; для крупных – до 45м2. Окончательное же значение удельной площади устанавливают после выполнения планировочного решения, когда будет расставлено все технологическое и вспомогательное оборудование на нем с учетом его обслуживания. Т.е. при необходимости нормы удельной площади могут быть увеличены. Дополнительные площади для размещения систем ЧПУ для данной работы не учитываются т.е. все станки без ЧПУ.
При расположении оборудования в несколько рядов по условиям доставки заготовок и отправки готовых деталей линия в плане может зигзаго- или П-образная. Круговая форма линии целесообразна в тех случаях, когда нужно возвращать на первую операцию рабочие приспособления (спутники), с которых снята обработанная деталь.
Многопредметная поточная линия может быть по форме П-, S – образной или другой конфигурации.
На участках механической обработки не допускается возвратное, кольцевое или петлеобразное движение деталей, создающее встречные потоки и затрудняющее осуществление транспортных операций.
На плане должны быть указаны границы участка, проходы, проезды, длина и ширина участка.
Планировка выполнена правильно, если
![]()
![]() , (4.1)
, (4.1)
где S – площадь по результатам проектирования, м2;
Кгр – количество групп станков на участке или поточной линии, шт;
gi – количество станков i-й группы, шт;
fi – удельная площадь на один станок i-й группы, м2/шт.
В данном разделе необходимо указать стоимость производственной площади.
Рассчитаем производственную площадь
![]()
где Sj– площадь, приходящаяся на единицу оборудования j-го наименования, кв.м.;
Мnpj – принятое количество оборудования j-го наименования шт.;
Кдj – коэффициент, учитывающий дополнительную площадь;
S – площадь, потребная для размещения транспортных устройств, систем управления станками с ЧПУ (если необходимо по варианту техпроцесса) м.кв.;
S зд = 2,7*3*1,05 + 6,4*20*1,05 + 12,9*8*1,05 + 12,4*22*1,05 = 8,5 + 134,4 + 108,4 + 286,4 = 537,7 м2
Стоимость производственной площади с учета в 1 м2 =700 у.е.
Ц =537,7*700=376390 у.е.
Похожие работы


... · установление сроков · расчет запасов · установление опережения · определение исполнителей · прочие В зависимости от содержания управленческие решения в производственном менеджменте дифференцируются на стратегические, тактические и оперативные. 3.3 ОЦЕНКА И ВЫБОР УПРАВЛЕНЧЕСКИХ РЕШЕНИЙ Принцип. Все решения ...
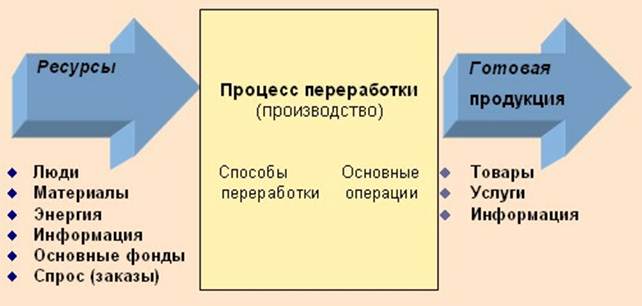
... , одновременно с учёбой, студенты могут поупражняться в организации собственного бизнеса в смягчённых условиях инкубатора. Заключение В результате проведённого исследования по теме: «Производственный менеджмент и перспективы его развития в Белгородской области» можно сделать ряд выводов: 1. Главной задачей производства является переработка ресурсов в готовую продукцию. Основные ресурсы ...
... для нормального хода производства. Уровень техники и технологии, состояние организации производства, труда и управления оказывает непосредственное влияние на себестоимость продукции. 3. Пути совершенствования производственного менеджмента на предприятии Одним из важных направлений в совершенствовании производственного менеджмента является ...
... , инновационные процессы в которой осуществляются людьми, сознательно координирующими деятельность для достижения поставленных целей. Основная цель инновационного менеджмента – обеспечение долговременного функционирования предприятия на основе эффективной организации инновационных процессов и высокой конкурентоспособности инновационной продукции. 6. Классификация инновационных процессов и ...
0 комментариев