Навигация
Технологія виконання барного столика
41108
знаков
0
таблиц
25
изображений
Зміст
1. Вступна частина
2. Конструктивна частина
2.1 Креслення
2.2 Інструменти
2.3 Матеріали
3. Технологічна частина
4. Охорона праці. Безпека праці
5. Висновок
6. Використана література
1. Вступна частина
Актуальна професія столяра в даний час набуває нових сфер впливу. В основному столяр - це працівник будівельних або ремонтно-будівельних організацій, що надає всілякі послуги з обробки дерева. Більш того, в його компетенцію також входить розробка ескізів і шаблонів для штукатурних робіт.
Потребність професії на сьогоднішній день досить висока, особливо при наданні послуг з виготовлення дверей, віконних конструкцій з подальшою розробкою і установкою всіх необхідних кріплень. Створення меблів - друга сфера застосування навиків столярного мистецтва, яка, частенько переходячи із статусу хобі в основне заняття, здатна приносити відчутний дохід майстрові.
Професія столяра може бути як масовою, якщо працівник працює на виробництві, так і унікальною, якщо майстер поєднує не лише створення продукту, але і його моделювання, виступаючи при цьому як декоратор. В будь-якому разі, дана професія вимагає відмінного фізичного здоров'я, наявності суглобово-м'язової чутливості, уважності і, безумовно, схильності до роботи по дереву. Разом з цим, столяр повинен володіти глибокими знаннями в області способів обробки різних порід дерева, а також уміти коректувати можливі дефекти деревини. Для продуктивної роботи також необхідно вивчати новітні технології роботи з деревом, а також стежити за новинками в області устаткування.
2. Конструктивна частина
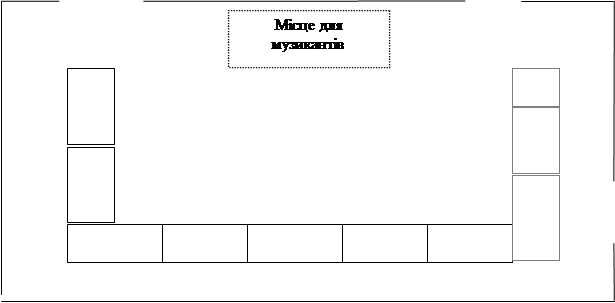
Матеріали для спорудження барної стійки і доповнюючого її столика сервіровки підібрали так, щоб вони добре виглядали в інтер'єрі кухні і відповідали по стилю кухонним шафам. Меблеві щити з клеєної деревини гармонійно поєднуються з керамічною плиткою і іншими матеріалами в обробці кухні. Фасади ящиків оброблені морилкою з відтінком "під вишню".
Не дивлячись на велику товщину щитів з клеєної деревини конструкція барного столика вийшла легкою і витонченою. Багато в чому це враження досягається дворівневою конструкцією - ніжки з хромованого металу відділяють верхню частину від нижньої. З того ж матеріалу виконана і тонка металева "колона" над стійкою, що додає всій композиції схожість з баром. На ній закріплено декілька полиць для келихів і інших кухонних аксесуарів.

Столик сервіровки зібраний з тих же меблевих щитів, що і стійка, і забезпечений колесами, завдяки яким може легко переміщатися по будь-якому підлоговому покриттю. Металеві ручки столика сервіровки і висувних ящиків барного столика вносять останні завершуючі штрихи до дизайну всієї композиції.

2.2 Інструменти
Під час виготовлення барного столика потрібно буде користуватися такими видами верстатів:
- токарний;
- рейсмусний;
- свердлильний;
- фрезерний;
- торцювальний;
- стрічкошліфувальний;
- та інші приладдя для користування на вказаних видах верстатів.
Токарний станок призначений для обробки фасонних, конічних, циліндрових поверхонь з м'яких і твердих порід деревини. Широке вживання токарні верстати по дереву отримали в умовах дрібносерійного і індивідуального виробництва.
Робота на токарному верстаті по дереву, в принципі, нескладна, але вимагає навику і уміння "відчувати" оброблювану деталь. Саме тоді вона стає справжнім мистецтвом, в якому знаходять своє вираження уява і творчість.
Токарний верстат по дереву має одну обмежену функцію: він лише обертає дерев'яну заготівку. Столяр же з простого шматка дерева поступово виточує закінчений предмет.
На відміну від інших машин для обробки дерева, що використовуються лише на тих або інших проміжних стадіях, токарний верстат годиться для всіх операцій - від чорнової обробки до полірування. Необхідний інструмент - це жолобчасті (циліндрові або у формі букви "V") і плоскі стамески, різці. Верстат обертає заготівку, а рука контролює рух різця. Залежно від того, який предмет треба виготовити, існує два способи кріплення заготівки. У першому випадку дерев'яна деталь затискається горизонтально між центрами передньої і задньої бабок. Другий спосіб передбачає установку заготівки виключно в передній бабці за допомогою патрона або планшайби.
Будова токарного верстата.
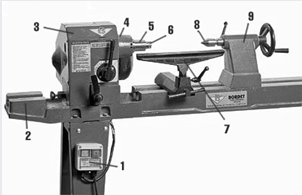
1. Вимикач "Пуск-стоп"
2. Станина
3. Передня бабка
4. Перемикач швидкості (з варіатором)
5. Шпиндель
6. Повідковий центр
7. Різцетримач
8. Центр задньої бабки
9. Задня бабка.
Додатковий інструмент
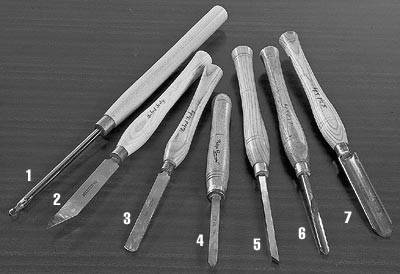
1. Жолобчаста стамеска
2. Різець-майсель (2 мм)
3. Напівкруглий різець
4. Відрізний різець
5. Скошена стамеска (косяк)
6. Напівкругла стамеска для обробки фасонної поверхні
7. Жолобчаста стамеска для чорнової обробки (рейер)
Принцип дії
Весь механізм верстата укріплений на станині, зробленій з двох сталевих брусів або з профільних чавунних або алюмінієвих балок. З одного боку станини розташовується передня бабка, усередині якої розміщений електричний двигун (0,5-1,5 к. с.), що обертає шпиндель. Останній має конус Морзе, в нього може вставлятися повідковий центр (з двома, трьома або чотирма ножами і одним вістрям), патрон або планшайба. З другого боку верстата знаходиться задня бабка, центр якої підтискає заготівку, утримуючи її в горизонтальному положенні.
Різцетримач, що обертається на всі боки, розташований як можна ближче до заготівки, підтримує і направляє різець.
На верстатах з ручним регулюванням швидкість (частота) обертання може перемикатися (від 450 до 2000 об/хв) важелем коробки передач, в якій розташовані шківи з підшипниками. У складніших моделях верстатів коробки передач замінена електронним варіатором, що дозволяє плавно регулювати швидкість на ходу.
Обробляти заготовки в розмір по товщині і досягати паралельності протилежних сторін можна на рейсмусних верстатах.
Особливо широко поширений однобічний рейсмусний верстат, побудований на принципі базування і обробки заготовок. Оброблювана заготівка базується на поверхні столу; подача здійснюється лише верхніми подаючими валиками, причому в першій по ходу парі верхній валик для збільшення зчеплення з деревиною має рифлену поверхню. Для підвищення чистоти стругання у верстаті є дві спеціальні притискні колодки. Вони є нижніми кромками литого захисного кожуха, що закриває ножовий вал верстата зверху. Колодкою важкий кожух давить на поверхню заготівки безпосередньо біля місця виходу з неї лез ножів і тим самим запобігає відщепленню верхніх волокон. Колодка служить в основному для усунення вібрації заготівки при струганні.

За умови добре вивіреної на фугувальному верстаті базисної поверхні заготівки рейсмусний верстат обстругує другу сторону паралельно першію і на заданій відстані від неї, рівній відстані від поверхні столу до циліндрової поверхні обертання ножових лез.
Обробка на верстаті заготовок без вивіреної базисної поверхні або сильно покороблених не дає достатньої точності: під сильним натиском подаючих валиків покороблена заготівка буде випрямлена при проході під ножовим валом і знову повернеться в початковий стан після виходу з верстата. Таким чином, рейсмусний верстат може служити лише для обробки в розмір і створення паралельних поверхонь в заготовок, що мають точно оброблену базу.
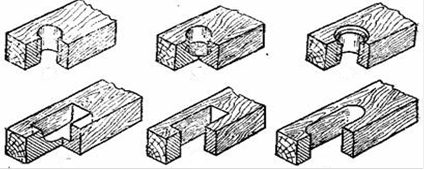
Круглі отвори та довгасті гнізда для різних шипів виготовляють на свердлильних верстатах.
Різальні інструменти для свердлильних верстатів. Різальним інструментом на свердлильних верстатах є свердла різних розмірів і форм. Розміри сверл вибирають залежно від потрібного діаметра отвору, а тип — від умов свердління і глибини отворів.
З усіх типів сверл найкраще застосовувати спіральні, якими можна свердлити отвори в різних напрямках, причому стружка легко видаляється з отвору. Вони досить міцні в експлуатації і при заточуванні зберігають форму і розміри різальної частини. Для висвердлювання довгастих гнізд застосовують кінцеві фрези з одним, двома або трьома різцями. Гнізда, вибрані кінцевими фрезами, мають заокруглені краї.
Будова верстата.
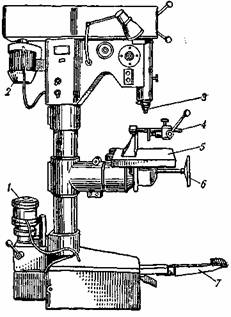
1 — електродвигун гідронасоса механізму подачі, 2 — електродвигун механізму різання. 3 — шпиндель, 4— затискувач, 5 — стіл, 6 — маховичок механізму переміщення стола, 7 — педаль.
Фрезерні верстати - універсальний інструмент з багатолезовим ріжучим інструментом - фрезою; головний рух - обертання фрези. Шпиндель, що несе фрезу, вертикальний, але його у багатьох випадках можна встановлювати під кутом до заготівки. Рух столу, здійснюваний вручну або за допомогою механічного приводу, точно контролюється по градуйованих лімбах на ходових гвинтах і по прецизійних шкалах з оптичним збільшенням.
Фрезерне облямовування (вал, що несе фрезу) горизонтальне. Стіл, на якому закріплюється оброблювана деталь з необхідним оснащенням, може бути або "простим", тобто з переміщенням по трьох осях, або універсальним, тобто що допускає і кутові повороти.

1 - облямовування; 2 - фреза; 3 - лещата; 4 - деталь; 5 - стіл.
Фрезерний верстат, нарізає канавки шпон на невеликому валу. Лівою рукою робітник подає стіл (разом з деталлю) в подовжньому напрямі, а правою - по вертикалі. То і інше, а також поперечна подача можуть здійснюватися автоматично.
Торцювальний верстат призначений для поперечного розпилювання пиломатеріалів. Застосовується в цехах деревообробних підприємств і цехах невеликої потужності глибокої переробки деревини.

Торцювальний верстат маятникового типу, приводиться в робочий стан натисненням на важіль. Після здійснення робочого ходу, повернення пильного інструменту здійснюється пружинним механізмом. Заготівка упирається в мірну лінійку, що є на столі. Стіл забезпечений чотирма роликами для легкості і зручності роботи із заготівкою.
Конструкція верстата торцювання забезпечує безпеку роботи завдяки наявності спеціально виготовленого кожуха, що не дає можливості пильному диску знаходитися у відкритому стані.
Шліфувальні верстати використовують для здобуття гладких і рівних поверхонь деталей з деревини і деревних матеріалів. На практиці розрізняють, як правило, три основні технологічні операції шліфування, які виконуються на відповідному устаткуванні:
- вирівнювання поверхонь. Дану операцію виконують на вузькострічкових або широкострічкових шліфувальних верстатах;
- обробку в розмір (калібрування);
- закруглення і зняття провисань або фасок. Виконують на дискових або комбінованих шліфувальних верстатах.
Ріжучим інструментів такого типу верстатів є шліфувальна стрічка, що складається з багаточисельних абразивних зерен закріплених за допомогою клейових речовин на тканинній або паперовій основі. Шліфувальна стрічка може мати рідке або щільне насипання абразивних зерен.
Для стрічкових шліфувальних верстатів беруть шкірку в рулоні і розрізають на стрічки необхідної довжини і сполучають її кінці встик, під кутом або внахлест, отримуючи таким чином нескінченну шліфувальну стрічку.
Для комбінованих шліфувальних верстатів застосовують листову шкірку, у вигляді круга - для шліфувальних дисків і прямокутну - для циліндрових бабін.
Вузькострічкові шліфувальні верстати
Залежно від призначення і типу подачі, вузькострічкові шліфувальні верстати бувають:
- з ручною або механізованою подачею;
- однострічкові з рухливим столом і короткою праскою;
- двохстрічкові з довгою праскою і конвеєрною подачею;
- з вільною шліфувальною стрічкою для плоского шліфування.
Найбільше практичне вживання, з цієї гамми верстатів, мають однострічкові шліфувальні верстати з рухливим столом і короткою праскою.
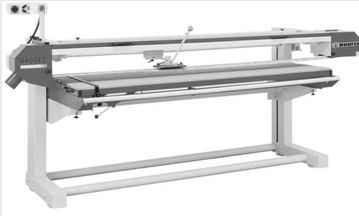
Станина верстату виконана у вигляді двох тумб, на яких розміщені супорти, що межуються по висоті маховичком. Переміщення столу здійснюється найчастіше вручну, рідше - за допомогою механічного приводу. Над робочим столом розташована шліфувальна стрічка, яка надіта на приводний шків. Натягнення шліфувальної стрічки здійснюють, за допомогою пневмоциліндра, переміщенням шківа, а правильне її набігання регулюють рукояткою гвинтового пристрою.
Шліфування виробляють шляхом поперечного переміщення столу і подовжнього (уздовж шліфувальної стрічки) переміщення праски, що притискує стрічку до оброблюваного матеріалу. Відходи, що утворюються при шліфуванні, уловлюються пилеприйомніком, приєднаним до системи видалення відходів обробки.
Широкострічкові верстати призначені для плоского шліфування щитових деталей і калібрування заготовок по товщині, бувають з верхнім і нижнім розташуванням шліфувальних агрегатів, одноагрегатні і двохагрегатні.

Принцип дії: два обклеєних гумовою стрічкою приводних барабани (розташованих в безпосередній близькості до оброблюваної заготівки) обертаються від одного електродвигуна. На верхній натяжний і два нижніх, приводних барабани надівається широка шліфувальна стрічка. Верхній барабан забезпечений механізмом підйому і автоматичним пристроєм, що забезпечує гойдання осі барабана. Унаслідок гойдання верхнього барабана, шліфувальна стрічка має осцилюючий рух уздовж барабанів.
Шліфувальна стрічка притискається до оброблюваного матеріалу праскою, яка розташована між двома нижніми барабанами і закріплена на контактній балці шліфувального верстата. Конвеєрний механізм подачі розміщений на столі, який можна переміщати по висоті. Привід конвеєра здійснюється через варіатор і ремінну передачу від електродвигуна.
Від шліфувального пилу оброблена поверхні виробу очищається щіткою, що обертається. Заготовки займають у верстаті необхідне положення за допомогою притисків і роликів, встановлених спереду і позаду шліфувальної стрічки верстата.
У багатоагрегатних верстатах використовують інший набір шліфувальних агрегатів: перший агрегат з широкою шліфувальною стрічкою і контактною балкою, а другий - з вузькою стрічкою, рухомої упоперек подачі деталі.
Перед початком роботи на верстаті проводять його наладку, яка включає: регулювання шліфувальних агрегатів, подаючого конвеєра, загальне налаштування і випробування верстата в роботі.
Нову шліфувальну стрічку встановлюють на барабани так, щоб шов, що утворюється при склеюванні, сходив з шліфованої деталі, а швидкість подачі конвеєра вибирають по номограмі, залежно від тиску праски, зернистості шліфувальної шкірки і товщини шару матеріалу, що знімається.
Термофен призначений для швидкого здобуття струменя теплого або гарячого повітря для остаточного склеювання кромок.
Принцип дії в фену такий же як і в побутового. Усередині розташований вентилятор, який гонить в одному напрямі нагрітого повітря від розжареної спіралі і, тим самим створює направлений гарячий повітряний потік. Температура повітря в термофені досягає 600 градусів. Потужність може варіюватися в межах від 1000 до 2500 Вт. Природно, професійний інструмент володіє більшою потужністю в порівнянні з любительським.

Похожие работы
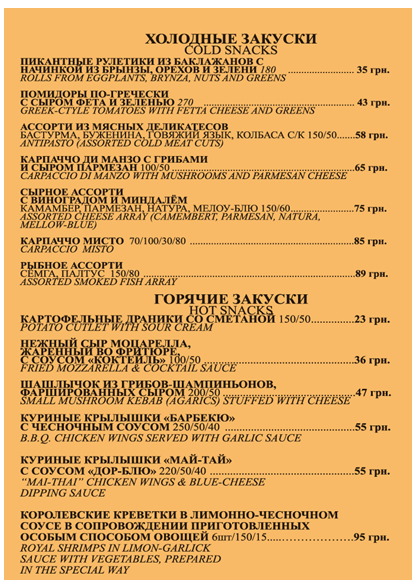
... передбачає можливість самообслуговування відвідувачів відкритих майданчиків, підприємств громадського харчування, кафе, барів, ресторанів. 3. Технологія і особливості приготування, асортимент і характеристика страв ресторану «Картопляна Хата» 3.1 Рецепти страв мексиканської кухні Мексиканські страви дуже різноманітні і надзвичайно чудові. Вплив іспанських і індіанських культур є дуже ...
... Чарка, стакан 4 320 2 80 400 Столові прибори (комплект) 4 320 2 80 400 Далі наведемо характеристику посуду, який будуть використовувати в комплексному закладі ресторанного господарства (табл. 2.8–2.11). Таблиця 2.8. Характеристика та призначення класичного вітчизняного порцелянового та фаянсового посуду Найменування Розміри, мм Місткість, см3, порцій Призначення ...
... на 325 грн., що негативно вплинуло на обсяг товарообігу. Важливим чинником збільшення обсягу товарообігу та випуску продй ції власного виробництва є зростання продуктивності праці. На підприемствах ресторанного господарства підвищення продуктивності праці модйжна досягти шляхом впровадження високопродуктивної сучасної техніки та передової технології, наукової організації виробництва та праці, ...

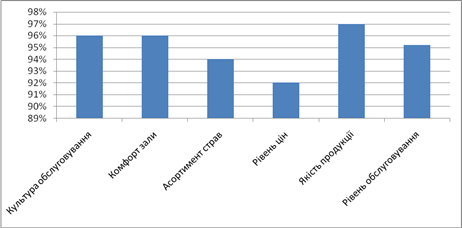

... . Висновки до розділу 3 Запропоновані нововведення щодо підвищення якості послуг і заходи прикликані виправити недоліки у роботі обслуговуючого персоналу. Були запропоновані наступні шляхи удосконалення надання послуг в ресторані: · Впровадити метод Mystery Shopping; · Попрацювати з меню, розставити всі страви у відповідному порядку, згідно зі стандартом; · Зробити в меню окремий розділ ...
0 комментариев