Навигация
2.3 Матеріали
Аби правильно вибрати деревину, необхідно знати властивості деревних порід.
Хвойні породи використовують як основу при облицюванні деталей шпоною з твердих коштовних порід; тверді листяні породи (дуб, бук, березу звичайну і карельську, волоський горіх, граб, клен звичайне і "пташине око", ясен і ін.) застосовують в натуральному, цілісному вигляді. У мозаїчних роботах використовують шпону листяних і хвойних порід. Для різьблення по дереву при тому, що подальшому труїть і фарбуванні деревини в темний колір вибирають лише деякі листяні породи - липу, осику, вербу, горобину, березу. Якщо хочуть залишити натуральний колір деталей різьбленого виробу, то для його виготовлення беруть грушу, клен, волоський горіх, каштан, дуб і ін.
Хвойні породи в основному мають м'яку деревину, тому для лицьових деталей у виробах використовуються рідко. Це пов'язано з тим, що м'яка деревина чутлива до механічних пошкоджень і ударів. Практика показує, що при дотриманні вимог до технологічного процесу хвойні породи можна з успіхом використовувати для виготовлення меблів.
Вироби невеликих розмірів виготовляють в основному з хвойної деревини без сучків, з красивими, яскраво вираженими річними шарами (кипарис, ялівець, модрина, червона сосна і ін.). Ялина з великою кількістю сучків, а також біла сосна і ялиця - породи, що вимагають додаткової декоративної обробки тонуванням або орнаментальним різьбленням. Деревина хвойних порід легко забарвлюється, але при інтенсивному забарвленні колірний тон глушить її декоративні властивості.
При висиханні деревина стискується в об'ємі і піддається природному викривленню.
У столярній справі потрібно правильно визначати час сушки дерева, оскільки і недосушений і пересушений матеріал однаковою мірою непридатний для роботи. В умовах експлуатації з нормальною вологістю середовища пересушена деревина неминуче вбере вологу з повітря і покоробиться. На нормальний стан деревини згубно впливає і змінна зміна температури: матеріал при цьому тріскається.
На стан деревини, її сушку і розбухання впливає ряд причин: час заготівки, тривалість, умови витримки і тому подібне В дерева, заготовленого взимку, деревина (в порівнянні з літньою заготівкою) менш волога, оскільки в цей період воно уповільнює своє зростання. Необхідно пам'ятати, що недосушування і пересушування найсильніше позначаються на твердих і щільних породах і слабкіше - на м'яких і рихлих. Для виробу необхідно підбирати деревину однорідних по структурі порід, аби міра усихання заготовок була однаковою.
В розпилювального матеріалу при висиханні спостерігаються прогини і опуклості, тобто відбувається його викривлення. В центрової дошки викривлення буде ледве помітним, оскільки тверда ядерна деревина усихає значно менше заболоні.
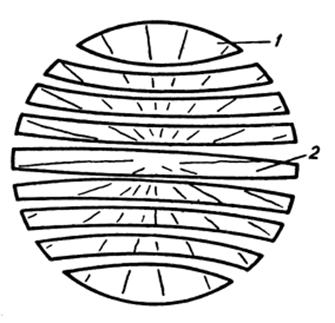
Всихання деталей розпиленого ствола дерева:
1- заболонна частина; 2 – ядрова частина
Придатність столярного матеріалу якоюсь мірою можна визначити по зовнішніх ознаках ствола зваленого дерева. При відборі деревини звертають увагу на променеві тріщини в торці: відсутність їх або наявність дрібних тріщин свідчить про доброякісність матеріалу; глибокі тріщини є ознакою його низької якості. При глибоких променевих тріщинах в стволі можуть бути порожнини, які, наприклад в сосни, заповнюються смоляною речовиною - живицею (цей порок сосни називають засмолком). Якщо тріщини йдуть по річних шарах деревини, тобто дугами, то таке дерево непридатне для столярних робіт.
При виборі деревини м'яких хвойних порід звертають увагу на щільність річних шарів. Чим вони густіше і переходи їх плавніше, тим деревина щільніше і однороднее, а значить, якісний. Широкослойність деревини вказує на її рихлість і незначну міцність; вироби з такої деревини не повинні піддаватися різким і змінним навантаженням. Паралельність річних шарів свідчить про відносну прямолінійність деревини в подовжньому розрізі, а отже, про доброякісність матеріалу.
В окремо зростаючих дерев після валяння і розпилювання можна спостерігати непаралельність деревних волокон, тобто косослойність. Разом з косослойністю в таких дерев ядерна частина зміщена до заболоні. Деревина з цими пороками більше тріскається і сильніше коробиться.
При відборі деревини слід звертати увагу на вік дерева. Молода деревина м'яка і рихла, а стара більшою мірою схильна до гниття, тому краще всього вибирати деревину середнього, зрілого періоду зростання. Так, для столярних робіт кращою вважається деревина сосни у віці 80-90 років, дуба – 80-150, берези і ясена – 60-70, їли - 120, вільхи - 60 років і так далі. Вік зваленого дерева визначають по його поперечному розрізу, на якому добре видно річні шари.
У столярній справі одні деревні породи вважаються більш, інші - менш гнучкими (пружними). В той же час деревина осінньої заготівки гнучкіша, ніж зимовою. Встановлено, що найбільшою мірою гнучкість дерева виявляється в його середньому віці.
Гнучка порода легко гнеться, але важко ламається. Слід знати, що по гнучкості сосна поступається липі, а вільха - березі. Липа, береза, ільм, осика є найбільш гнучкими; потім слідують дуб, бук, ялина, ясен, клен; найменш гнучкими вважаються модрина, вільха, граб, ялиця, сосна. Гнучкість дерева багато в чому залежить від місця його зростання, наявність в грунті різних живильних элементів, в якому зростає дерево (у гущавині лісу або на відкритому місці), наявність сучків і так далі
У столярній справі при гнутті деревини дуже важливим є таке її властивість, як в'язкість. При високій в'язкості дерево гнеться по всіх напрямах не ламаючись, але і не приймаючи колишньої прямолінійності. Такою якістю володіють клен, в'язнув, ялівець, ліщина, береза, ясен, модрина, бук, молодий дуб і т. д.; крихкими породами вважаються вільха, осика, ялина і ін.
Великою мірою на в'язкість і крихкість деревини робить вплив грунт, на якому зростає дерево. Так, якщо сосна і бук зростали на вологому грунті, то їх деревина матиме високу в'язкість, а якщо на сухій - те середню. Дуб має високу крихкість, якщо виростає у вологій або дуже сухій середовищу. У виробничих умовах для здобуття однорідної в'язкості певні породи перед обробкою заздалегідь пропарюють, насичуючи деревину вологою, а потім піддають гнуттю.
Деревина має властивість розколюватися по напряму волокон і чим прямолінійніша її структура, тим легше вона розколюється. Щільні і гнучкі породи розколюються легше м'яких. Сучковатість, завилькуватість, напливність і перепутанність деревних волокон знижують міру розколювання. Легше розколюються дуб, бук, ясен, вільха, ялина і ін., важче - груша, тополя, граб і так далі Для різьблення підбирають породи з нижчою мірою розколювання.
Довге зберігання деревини знижує її міцність, тому столяр повинен дотримувати умови зберігання матеріалу, а готові вироби захищати від атмосферних впливів, покриваючи їх лаками, мастиками і так далі
Відбираючи матеріал для столярних робіт, столяри звертають увагу на колір в розрізі або відщепи деревини. Якщо її колір нерівномірний або дуже яскравий, то це свідчить про грибкове захворювання, що почалося. Таке дерево непридатне для столярної роботи.
Сучки в деталях конструкцій небажані, оскільки знижують міцність деревини. При висушуванні деревини вони зазвичай випадають. В хвойних порід порожнина випавшого сучка заповнюється смолистою речовиною і тоді спостерігається "тютюновий" сучок. Матеріал з наявністю великої кількості сучків використовують для невідповідальних конструкцій.
Склеювання. Клеї
Склеюванню піддаються елементи меблів, облицювальні листи фанери, шпони (про приклеювання шпони буде сказано особливо), накладних прикрас і так далі. В цьому процесі велике значення має підготовка поверхонь до початку їх склеювання.
При вживанні білкових клеїв (столярного, казеїнового) час від нанесення клею до запрессовки (пригруза) повинен складати без підігрівання не більше 10 хвилин. Найбільш оптимальний тиск при запресовці - 3-5 кг/см2. Тривалість запрессовки для елементів колючкуватої в'язки і щитів близько 2 годин, при фанеруванні - до 4 годин. Витримка деталей і елементів після зняття струбцин - до 1 доби. Наноситься клей зазвичай шаром 0,06-0,12 мм.
Фарбування підрозділяється на поверхневе (пряме), протравне і таке, що проявляється.
Деякі розчини для поверхневого фарбування:
а) "під горіх" - горіхова морилка - 20 г на 1 літр води, Бейц - 50 г
б) у чорний колір (тополя, бук, граб) - водорозчинний нігрозин - 50 г
в) береза, у вишневий колір - кислотний хром жовтий "Н" - 2 г, хром коричневий "К" - 10 г, кислотний хром чорний - 3 г, спирт нашатирний - 10 г на 1 літр розчину
г) береза, в червонувато-коричневий колір - горіхова морилка - 20 г на 1 літр води, фарбник "Рубін" - 2 грами
д) "під морений дуб" - кассельска бура фарба - 50 г, поташ - 2 г, вода, що дистилює, - 100 р.
е) вишнево-червоний колір - анілінова вишнева фарба - 3 г, вода з температурою до 80°С - 150 г
ж) "під горіх" (для берези і клена) - англійська сіль - 30-міліграм, марганцевокислий калій - 30 г на 1 літр води
з) "під морений дуб" - поташ 16 г, коричнева суха анілінова фарба - 20 г, вода - 500 р. Ця суміш повинна прокип'ятитися протягом 25-30 хвилин, потім додати чайну ложку оцту.
Столярна плита - ще один матеріал, що повністю складається з натуральної деревини. По структурі нагадує "сэндвич", в якому між двома шарами фанери затиснута соснова серцевина. Столярну плиту використовують для виготовлення меблевих фасадів і каркасів, "прикрашаючи" і захищаючи зовні обробним матеріалом.
Шпон - тонкий зріз деревини, який наклеюють на основу (наприклад, плиту ДСП) і покривають декількома шарами меблевого лаку. Створюється враження, що меблі повністю зроблені з масиву дерева, але при цьому вона коштує набагато дешевше. Правда, аби добитися цього ефекту, шпон має бути ретельно підібраний за кольором і фактурі. Мабуть, в цьому і полягає головна вимога до нього.
Деревні плити
Тут безумовний лідер - ДСП (деревно-стружкова плита). Проте останнім часом її "доганяє" MDF (Middle Density Fiberboard, що в перекладі з англійського означає "средньоплотне волокнисте покриття"). ДСП і MDF роблять приблизно за однією технологією, але ДСП - із стружок і дрібної тріски, а MDF - з тирси, подрібненої до порошкоподібного стану.
Ще один поширений матеріал кромки - профілі з ПВХ. Аби їх пустити в справу, не потрібно жодного спеціального устаткування. Вони досить жорсткі, такий профіль можна просто "одягнути" на торець ("П"-форма) або зафіксувати в пазах заготовки ("Т"-форма). Але з іншого боку, профілі з ПВХ все-таки гнуться, тому їх широко застосовують для обробки закруглених кутів. ПВХ-профиль надає готовим меблям закінченому вигляду. Профіль з ПВХ - досить поширений матеріал кромки
Технологічна частина
Етапи виконання.
1. На спеціальному верстаті меблеві щити розрізають на елементи потрібного розміру. Точність розрізу контролює лазерна техніка. Потім на робочому столі в майстерні за допомогою шліфувальної машини вирівнюють краї елементів. Після вирівнювання країв плоскою фрезою в елементах виконують пази для кріплення деталей меблів один до одного.

2. Вертикальні і горизонтальні елементи сполучають один з одним. Для цього пази заповнюють клеєм, і в них вставляють тонкі кріпильні пластини з дерева. Після висихання проклеєну поверхню меблевих деталей ретельно шліфують до абсолютної гладкості. Аби після збірки деталі столика сервіровки.

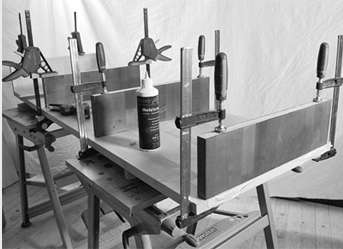
3. Знаходилися в строго вертикальному або строго горизонтальному положенні, на якийсь час їх фіксують металевими затисками. Так само за допомогою затисків фіксують деталі нижньої частини барного столика. Після остаточного висихання клею затиски знімають.

4. Потім фасади висувних ящиків за допомогою широкої кисті покривають морилкою з відтінком "під вишню". При збірці верхньої частини барної стійкі вертикальні елементи, що забезпечують жорсткість, фіксуються металевими затисками.
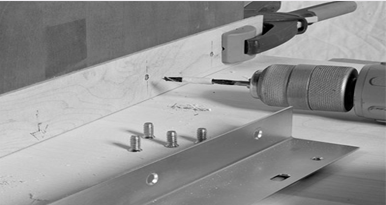
5. Стики між горизонтальним щитом і вертикальними елементами жорсткості додатково укріплюють металевими профілями. Для їх кріплення електродрилем намічають отвори. Гвинти вставляють в отвори і прикручують за допомогою шуруповерта.
6. Деталі висувних ящиків для барной стійки також вирізують з меблевих щитів. Місця майбутнього кріплення металевої фурнітури розмічають олівцем, заздалегідь визначивши положення кожного шурупа.

7. В точках розмітки свердлять отвори, після чого до деталей ящиків пригвинчують металеву фурнітуру. Ящики висуватимуться і засуватимуться, ковзаючи по тих, що направляють, тому в кріпильну конструкцію входять обмежувачі руху.

8. Всі деталі ящиків грунтують, а потім покривають лаком в два шаруючи. Після висихання лаку їх повторно шліфують. Після чого з тильного боку фасадів ящиків розмічають крапки для кріплення ручок і свердлять отвори.

До фасадів ящиків кріплять металеву фурнітуру, що забезпечує рух по тих, що рейковим направляють. Зібравши всі ящики, перевіряють, наскільки легко вони ковзають по тих, що направляють, при цьому здійснюється точна підгонка.

10. Верхню частину барної стійки відділятимуть від нижньої металеві "ніжки". Елементи для них підганяють під потрібний розмір. Верхню частину барної стійки закріплюють над нижньою. Після чого ще раз перевіряють легкість ковзання вбудованих ящиків. Найостанніша операція - кріплення коліс до столика сервіровки.

Процес пиляння :
Перед роботою лучковою пилою перевіряють поверхню полотна і його натяг. Полотно повинно бути прямолінійним, без перекосів. По відношенню до станка (лучка) його встановлюють під кутом 30° і добре натягують.
Дошку, яку потрібно розпилювати вздовж, закріплюють на верстаку так, щоби частина, яку потрібно відпиляти, виступала ззовні (див. рис. 5,а). Далі за допомогою лінійки чи рейсмуса проводять розмітку, після чого лівою рукою беруть пилу за кінець стійки біля тятиви, а правою за другий кінець стійки біля полотна проводять пиляння, причому при холостому ході (вверх) пилу відводять від дна розпилу. Пиляти потрібно спокійно, рівно, без різких рухів і сильних нажимів. В процесі пиляння пилу необхідно тримати вертикально, тому що при її відхиленні пропил утвориться нерівний.
При поперечному розпилюванні (див. рис. 5,б) дошку кладуть на верстак так, щоби відпилювальна частина звисала з нього. Притримуючи заготівку лівою рукою, правою беруть за стійку лучкову пилу і рівномірно без натиску (пиляння здійснюється за рахунок ваги лучка) розпилюють дошку. Перед закінченням розпилювання рух пили потрібно сповільнити для запобігання відламування відрізків. Рух пили при пилянні повинен бути рівномірним (ритмічним) – від 60 до 80 разів за хвилину. Запил (початок пиляння) правильно проводять за допомогою великого пальця лівої руки, з плавним рухом на себе з невеликим натиском
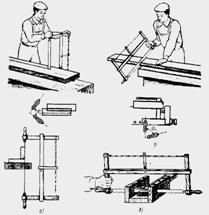
Рис. 5. Розпилювання дошок: а - повздовжнє, б - поперечне, в - поперечне і під кутом лучковою пилою в розпилювальному ящику
Для ручного свердління застосовують такі пристосування: бурав, коловорот, свердлилка, шестеренчастий дриль, тріскачка.
Бурав (буравчик) (див. рис. 6, а, б) має Т-подібну ручку або хвостик з отвором для ручки, а з другого боку різальну гвинтову частину. Застосовують його для свердління неглибоких отворів діаметром від 2 до 38 мм. Коловорот (в) складається зі стального колінчастого валика 3, посередині якого вільно насаджена ручка 4; внизу патрон 7 для кріплення свердла і тріскача 6; на верхньому кінці натискна головка 1.
Свердлилка (г) складається зі стального стержня з різьбою 11, патрона для свердла 12, вільно обертаючої головки 9 і металевої ручки-гайки 10. Застосовують його для свердління неглибоких отворів діаметром до 5 мм.
Шестеренчастий дриль (д) складається зі стержня (вала, шпинделя) з патроном 15 для свердла 16 і конічної зубчатої передачі 14. Обертанням ручки можна надати стержню через зубчату передачу однобічний обертальний рух. Натискають на дриль під час роботи безпосередньо верхньою ручкою. Тріскачка застосовується в тих випадках, коли коловоротом неможливо робити повного оберту, або коли коловорот не підходить по висоті. На робочий вал тріскачки зверху нерухомо насаджений храповик з нахиленими зубцями, який обертається за допомогою бокової ручки. Внизу робочого вала розміщається патрон, в який вставляють свердло. Щоб не застосовувати тріскачку окремо, використовують коловорот із тріскачкою (е). Прийоми роботи коловоротом показані на рис. 1. Якщо просвердлюють наскрізні отвори, то на місці виходу свердла під деталь підкладають брусок, щоб запобігти виколюванню. Центр свердла ставлять точно в центр позначеного отвору.

Рис. 6. Пристосування для ручного свердління і прийоми роботи ними: 4,17 - ручки, 2 - натискна головка, 3 - стержань колінчастий, 5 - кільце перемикач, 6 - механізм зчеплення, 7,12,15 - патрон, 8 - кулачки патрона, 9 - головка-грибок, 10 - ручка нарізна, 11 - спіральний стержень, 13 - ручка приводу, 14 - зубчата передача, 16 - свердло.
Похожие работы
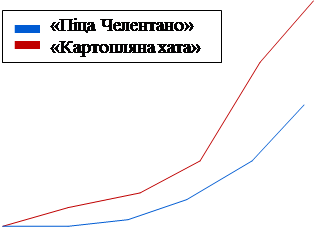
... передбачає можливість самообслуговування відвідувачів відкритих майданчиків, підприємств громадського харчування, кафе, барів, ресторанів. 3. Технологія і особливості приготування, асортимент і характеристика страв ресторану «Картопляна Хата» 3.1 Рецепти страв мексиканської кухні Мексиканські страви дуже різноманітні і надзвичайно чудові. Вплив іспанських і індіанських культур є дуже ...
... Чарка, стакан 4 320 2 80 400 Столові прибори (комплект) 4 320 2 80 400 Далі наведемо характеристику посуду, який будуть використовувати в комплексному закладі ресторанного господарства (табл. 2.8–2.11). Таблиця 2.8. Характеристика та призначення класичного вітчизняного порцелянового та фаянсового посуду Найменування Розміри, мм Місткість, см3, порцій Призначення ...
... на 325 грн., що негативно вплинуло на обсяг товарообігу. Важливим чинником збільшення обсягу товарообігу та випуску продй ції власного виробництва є зростання продуктивності праці. На підприемствах ресторанного господарства підвищення продуктивності праці модйжна досягти шляхом впровадження високопродуктивної сучасної техніки та передової технології, наукової організації виробництва та праці, ...


... . Висновки до розділу 3 Запропоновані нововведення щодо підвищення якості послуг і заходи прикликані виправити недоліки у роботі обслуговуючого персоналу. Були запропоновані наступні шляхи удосконалення надання послуг в ресторані: · Впровадити метод Mystery Shopping; · Попрацювати з меню, розставити всі страви у відповідному порядку, згідно зі стандартом; · Зробити в меню окремий розділ ...
0 комментариев