Навигация
Станочная электропроводка
31087
знаков
0
таблиц
5
изображений
Федеральное агентство по образованию
Федеральное государственное образовательное учреждение
среднего профессионального образования
Чебоксарский электромеханический колледж
Письменная экзаменационная работа
Станочная электропроводка
2010
Введение
Основные направления экономического и социального развития предусматривают интенсивное развитие автоматизации и роботизации всего народного хозяйства страны, повышение энерговооруженности труда.
Решение этих задач непосредственно связано с совершенствованием
электрооборудования промышленных установок, со степенью автоматизации технологических линий и участков производства, с качеством обслуживания, от которого зависят бесперебойность и ритмичная работа предприятия.
Политика нашей страны направлена на то, чтобы совершенствовать систему образования с учётом потребностей ускорения социально-экономического развития, требований выдвигаемых прогрессом науки и техники.
Чтобы обслуживать электрооборудование, соответствующее современному уровню развития науки и техники, электромонтёр должен обладать знаниями по устройству электрических двигателей, аппаратов защиты и управления, иметь представление об особенностях работы полупроводниковой техники и устройств автоматики, уметь разбираться в системах электрооборудования технологических установок и устройств и т.д. Цель выпускной квалификационной работы – овладеть необходимым комплексом знаний в области монтажа контактных соединений и станочной электропроводки.
1. Монтаж контактных соединений
Различные элементы электрической цепи соединяются между собой и присоединяются к источникам или потребителям электроэнергии с помощью электрических контактных соединений (КС).
Электрический контакт – соприкосновение тел, обеспечивающие непрерывность электрической цепи.
Контактное соединение – конструктивный узел, образующий не размыкаемый контакт. Электрический контакт между проводниками осуществляется при нажатии одного токоведущего элемента на другой с помощью болтов, винтов, сжимов, специальных пружин, заклёпок, совместной деформации (опрессовки, скрутки), а также сваркой, пайкой или адгезионным сцеплением – склеиванием.
По конструктивно-технологическому признаку контактные соединения подразделяются на три группы: неразборные, разборные и разъемные. Неразборные контактные соединения – такие, которые не могут быть разобраны без разрушения хотя бы одной из соединяемых деталей или соединяемого материала; к ним относятся сварные, паяные, клепаные, опрессованные, клеевые.
Разборные контактные соединения – такие, которые могут быть разобраны без разрушения соединяемых деталей; к ним относятся болтовые, винтовые, клиновые.
Разъемные контактные соединения – устройства, состоящие из вилки и розетки. По роду связи токоведущих частей соединения можно разделить на цельнометаллические и физическим сварным контактом и сжимные – с механическим (сжимным) контактом. В свою очередь, сжимные соединения могут быть простыми и сложными: первые образуются между двумя сплошными по структуре проводниками; вторые – между многопроволочным проводом и наконечником (гильзой и т.п.) или между двумя многопроволочными. По монтажно-эксплуатационному назначению контактные соединения разделают на соединения, подсоединения и ответвления, работающие в открытых и закрытых распределительных устройствах. Контактные соединения токоведущих частей электроустановок служат для длительного пропускания токов нормального режима и кратковременных токов аварийных режимов. Характеристики и параметры контактных соединений должны соответствовать стандартам, техническим условиям, нормам и требованиям надежности и выполняться в строгом соответствии с технологическими инструкциями.
1.1 Способы выполнения контактных соединений и области их применения
Для выполнения контактных соединений токоведущих частей электроустановок применяют различные технологические способы: электросварку контактным разогревом и угольным электродом, газоэлектрическую, газовую, термитную, контактную стыковую сварку, холодную сварку давлением, лайку, прессовку, скрутку, стягивание (болтами, винтами) и т. п. Электросварку проводников контактным разогревом применяют для оконцевания, соединения и ответвления алюминиевых проводов сечением до 1000 мм², а также для соединения алюминиевых жил с медными. Сварку контактным разогревом с использованием присадочных материалов применяют для соединения и оконцевания алюминиевых многопроволочных жил проводов и кабелей сечением до 2000 мм², электросварку угольным электродом — для соединения алюминиевых шин различных сечений и конфигураций, газоэлектрическую сварку — в основном, для соединения алюминиевых и медных жил. Достоинство последней состоит в том, что ее выполняют без флюсов, однако требуется применение относительно громоздкого оборудования и использование дорогого газа. Поэтому газоэлектрическую сварку применяют для контактного соединения шин из алюминиевых сплавов типа АД31 и медных шин. Газовая сварка предназначается для соединения медных и алюминиевых проводов различных сечений и конфигураций. Для ее выполнения необходимо громоздкое оборудование и соблюдение особых правил техники безопасности при работе с газами. Термитной сваркой можно соединять стальные, медные и алюминиевые провода и шины практически всех сечений; однако наиболее целесообразно ее применение для контактных соединений неизолированных проводов линий электропередач в полевых условиях. Для термитной сварки используют простое оборудование; для ее выполнения не требуется расхода электроэнергии; технологически она несложна, но отличается повышенной пожароопасностью; необходимо также создание специальных условий для хранения термитных патронов и спичек. Термитно-тигельную сварку используют при соединении стальных полос контуров заземления и грозозащитных тросов.
Контактная стыковая сварка применяется при соединении алюминиевых шин с медными (медно-алюминиевые переходные пластины и медно-алюминиевые наконечники).
Холодная сварка давлением служит при соединении алюминиевых и медных шин средних сечений и однопроволочных проводов сечением до 10 мм²; для ее выполнения не требуется дополнительных материалов и контактной арматуры.
Пайкой выполняют соединения как алюминиевых, так и медных проводов любого сечения; этот способ не нуждается в сложном оборудовании, но трудоемок.
Опрессовка предназначена для контактных соединений алюминиевых, сталеалюминиевых и медных изолированных и неизолированных проводов сечением до 1000 мм².
Соединения опрессовкой не создают тепловых воздействий на изоляцию, но при оконцевании и соединении проводников особенно тщательно необходимо подбирать наконечники, гильзы, а также инструменты (пуансоны и матрицы). Этот способ применяется как в кабельных, так и на воздушных линиях.
Похожие работы
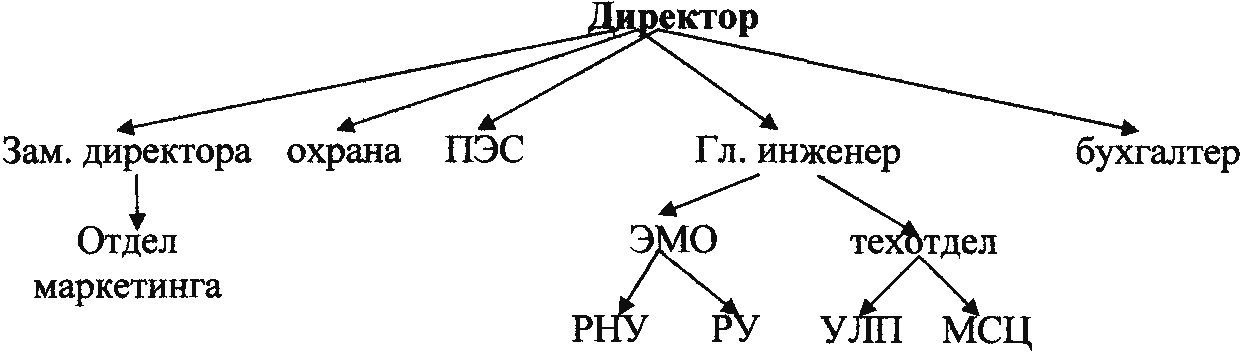
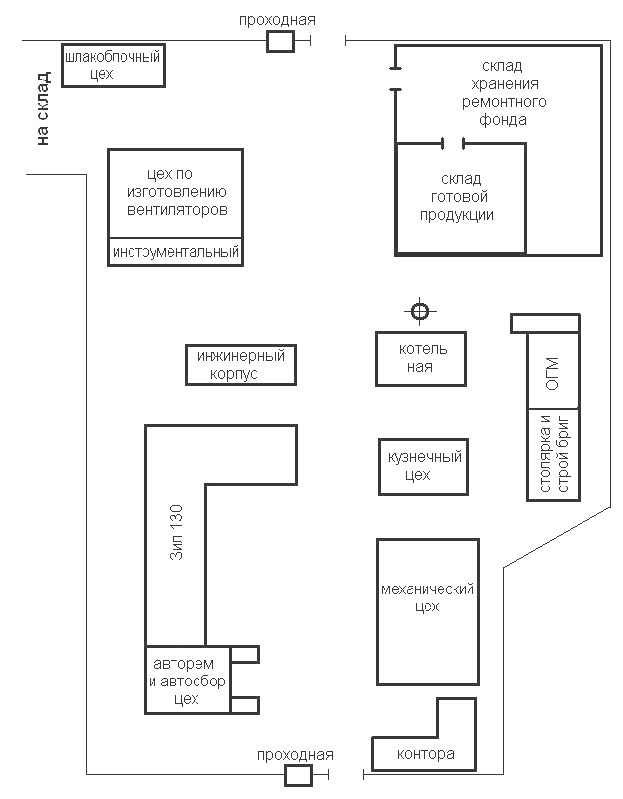
... Отдел маркетинга Отдел кадров Медпункт механический Автотранспортный План территории Старобельского механического завода 2. Годовая программа цеха В Луганской области 19 административных районов, в которых было 330 колхозов и совхозов, как минимум в каждом хозяйстве было 2 токарных и 2 сверлильных станка, один из которых настольный. В каждом районе имелось РТПВ ...





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...
... оптимальные варианты оснащения офиса коммерческой компании комплектом оборудования, достаточным для решения поставленной задачи Глава 1. 1.1 Постановка задачи. Целью данного дипломного проекта является разработка системы управления работой коммерческой компании. Исходя из современных требований, предъявляемых к качеству работы управленческого звена коммерческой компании, нельзя не отметить, что ...
... комиссии с участием представителя госнадзора и им выдаются удостоверения. Повышение рабочими уровня знаний по безопасности труда осуществляется на курсах повышения квалификации, ее сдачей экзаменов. 136. Виды инструктажа, регистрация инструктажа. Инструктаж работающих подразделяется на: 1. вводный 2. первичный на рабочем месте 3. повторный 4. внеплановый 5. целевой Все ...
0 комментариев