Краткая характеристика
предприятия
Годовая программа
цеха
Организационный
режим работы
цеха
Основные параметры
производственного
процесса
Ведомость
оборудования цеха
Расчет площадей
участков
Расчет освещения
Расчет годовой
потребности
в воде
Калькуляция
себестоимости
ремонта станка
1К62 в мастерской
ОХРАНА ТРУДА
Промышленная
санитария
Навигация
Ремонт металлорежущего оборудования хозяйств Луганской области
Ремонт металлорежущего оборудования хозяйств Луганской области
66445
знаков
30
таблиц
34
изображения
АННОТАЦИЯ
АННОТАЦИЯ

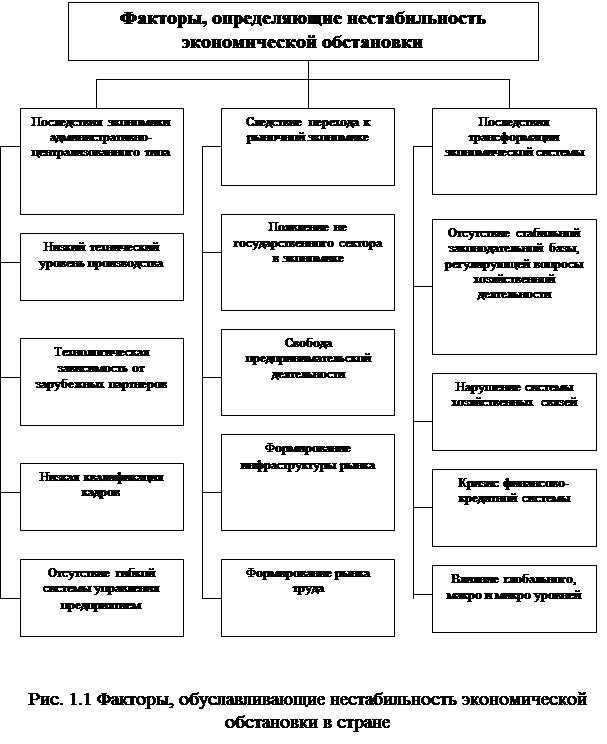
В настоящем проекте приведена краткая характеристика закрытого акционерного общества «старобельский механический завод» Старобельского района Луганской области. Сделан анализ, сложившейся в хозяйстве ремонтно – обслуживающей базы, указаны её преимущества и недостатки.
Для устранения выявленных недостатков было принято решение о необходимости постройки в хозяйстве цеха по ремонту станочного оборудования с годовой программой 150 станков в год, и трудоемкостью работ 59565 чел ч.
Приводятся необходимые технологические расчеты цеха и участков.
Предлагается конструкция устройства для измирения конусности и овальности валов а также конусности прямоугольных деталей. Приводятся необходимые кинематические и прочностные расчеты, которые доказываю работоспособность и надежность конструкции.
Целесообразность применения предлагаемой конструкции доказывается экономическими расчетами.
Освещены также вопросы безопасности и экологичности.
Пояснительная записка проекта выполнена на (……) листах, графическая часть – 9 листах формата А1.
Контроль качества работ по техническому обслуживанию и ремонту
Наблюдение за состоянием находящегося в эксплуатации оборудования производят дежурные слесари и механики цехов. Контроль за состоянием установленного на предприятии оборудования осуществляет инспекторская группа ОГМ.
Контроль предусматривает:
проверку качества технического обслуживания оборудования операторами (станочниками), его смазывания, чистки, соответствия применяемых режимов обработки установленным технологическим процессам;
выяснение причин преждевременного выхода оборудования из строя;
проверку качества режущего инструмента;
проверку правильности передачи оборудования от смены к смене;
проверку выполнения требований, занесенных в журнал передачи смен.
При нарушении обслуживающим персоналом правил эксплуатации и ухода за оборудованием механик цеха и инспектор ОГМ принимают необходимые меры вплоть до остановки оборудования.
Проверка качества технического обслуживания оборудования, выполняемого слесарями, смазчиками, электриками, электрониками, входит в обязанность мастера РМЦ или цехового механика и контролируется инспектором ОГМ. Проверку на точность прецизионного и отделочного оборудования производит контролер ОТК при участии представителя цеха, а в случае необходимости — представителя измерительной лаборатории.
Численность контролеров ОТК, необходимых для контроля качества ремонта оборудования, рассчитывается по нормам.
Качество работ по техническому обслуживанию и ремонту, выполняемых комплексными бригадами ЦРБ (КРБ), переведенными на нормативно-сдельную оплату труда, контролируют по техническому состоянию парка оборудования, закрепленного за комплексной бригадой. Контроль осуществляет инспектор ОГМ. Обычно применяют способ контроля по числу неплановых ремонтов. Использование числа неплановых ремонтов для оценки состояния оборудования создает материальную заинтересованность комплексных бригад в уменьшении числа отказов, чего можно достигнуть только улучшением качества ремонтных работ и технического обслуживания, а также предупреждением нарушений правил эксплуатации со стороны производственного персонала.
Контроль по числу неплановых ремонтов дополняют выборочной инспекторской проверкой отдельных станков. За показатель принимается среднее число условных дефектов на единицу оборудования, закрепленного за бригадой.
Инспектор производит проверку оборудования, пользуясь типовыми картами инспекторской дефектации в которых перечислены наиболее часто встречающиеся дефекты оборудования данной группы.
Проверке подвергают не менее 60 % оборудования. Затем выводят среднее число дефектов, приходящихся на единицу оборудования, по этому показателю определяются размеры премии, начисляемой комплексной бригаде. Таким образом, ремонтная бригада оказывается материально заинтересованной в том, чтобы закрепленное за ней оборудование всегда находилось в хорошем техническом состоянии.
АННОТАЦИЯ
В настоящем проекте приведена краткая характеристика закрытого акционерного общества «Старобельский механический завод» Старобельского района Луганской области. Сделан анализ, сложившейся в хозяйстве ремонтно – обслуживающей базы, указаны её преимущества и недостатки.
Было принято решение о необходимости постройки цеха по ремонту станочного оборудования с годовой программой 150 станков в год, и трудоемкостью работ 59565 чел ч.
Приводятся необходимые технологические расчеты цеха и участков.
Предлагается конструкция устройства для измерения конусности и овальности валов а также конусности прямоугольных деталей. Приводятся необходимые расчеты, которые доказывают работоспособность и надежность конструкции.
Целесообразность применения предлагаемой конструкции подтверждается экономическими расчетами.
Освещены также вопросы охраны труда и экологичности.
Пояснительная записка проекта выполнена на (……) листах, графическая часть (……) листах формата А1.
Содержание
| Введение 1. Краткая характеристика предприятия. 2. Годовая программа цеха 2.1 Организационный режим работы цеха. 2.2 Фонд времени 2.3 Схема технологического процесса капитального ремонта станка 2.4 Основные параметры производственного процесса 2.5 Расчет участков мастерской 2.6 Ведомость оборудования цеха 2.7 Расчет площадей участков 2.8. Расчет отопления 2.9. Расчет освещения 2.10 Расчет вентиляции 2.11 Расчет годовой потребности в воде 2.12. Расчет электроэнергии участков и цеха 2.13 Калькуляция себестоимости ремонта станка 1К62 в мастерской 3. ОХРАНА ТРУДА 3.1 Промышленная санитария 3.2 Охрана окружающей среды 3.3 Устройство заземления 3.4 Расчет контурного заземления 4. КОНСТРУКТОРСКАЯ ЧАСТЬ 4.1 Приспособление для поверки станка на точность 4.2 Устройство и работа приспособления 4.3 Подготовка к работе и порядок проведения измерений 4.4 Расчет балки приспособления 4.5 Экономическая эффективность приспособления 4.6 Безопасность проектируемого приспособления ЛИТЕРАТУРА | __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ __ |
Введение
У любого станка, независимо от того, работает он или простаивает, изменяются физико-механические и геометрические параметры деталей. Одновременно снижаются технико-экономические показатели конструкции, в целом и наступает момент, когда дальнейшая эксплуатация невозможна или становится экономически нецелесообразной. Поэтому в процессе эксплуатации станки требуют технического обслуживания с целью поддержания его технического состояния, а также ремонта для восстановления этих качеств, если эксплуатация становится невозможной.
Тем не менее, если станок (или другая техника) вышла из порядка, то это еще не означает, что все детали и сопряжения утратили свои качества, поскольку детали изготовленные из материалов с разными физико-механическими свойствами и имеют разную интенсивность изнашивания; применение системы допусков на размеры, погрешность формы и шероховатость поверхностей, показатели термической обработки и прочие параметры обуславливают случайность благоприятных и неблагоприятных объединений этих параметров в сопряжениях и, как результат,- разные сроки службы; неодинаковая напряженность работы деталей и узлов; сроки службы элементов отдельных экземпляров станков имеют значительные расхождения вследствие разнообразных условий работы. Известно, что при нормальной интенсивности использования основные агрегаты станков вырабатывают заложенный конструкцией ресурс через 10-12 лет при односменной работе.. Создавать же технику, которая не будет требовать ремонта весь период эксплуатации, экономически не оправданно, и и достичь этого в недалеком будущем невозможно.
Как показывают опыты и практика, с одной стороны, ремонта стеночного оборудования избегнуть технически невозможно, а с второго - он есть экономически целесообразный. Ведь большинство изношенных деталей имеет высокую остаточную стоимость: при их восстановлении расходуется в 20-30 раз меньше металла и материалов, чем при изготовлении новых. Например, свыше 90 % деталей, отнесенных к категории полностью непригодных к дальнейшей работе, имеют снос всего 0,1-0,3 мм по диаметру, то есть утратили меньшее 0,5-0,1 % массы, и после восстановления 65-75 % их общего количества практически можно использовать вторично.
Эффективное выполнение всех видов ремонтных работ и технического обслуживания станочного оборудования с применением прогрессивных технологий может быть обеспеченное широко развитой системой научных, производственных и других структур. Поэтому необходимо создавать и постоянно совершенствовать ремонтно-обслуживающую базу.
Похожие работы
... с темпами повышения заработной платы. 4.1. Оплата труда основных рабочих При выборе той или иной формы оплаты труда на предприятии учитывают специфику производства продукции, особенности технологического процесса, состояние организации производства и труда и другие особенности. Для основных рабочих применяется сдельная форма оплаты труда - плата за количество выработанной продукции в единицу ...
... — это те, которые могут занять важное место во внешнеэкономических связях Украины, в частности судостроение, самолетостроение, определенные виды станкостроения, приборостроения. Для интеграции машиностроительного комплекса Украины с машиностроением других стран, особенно соседних и тех, с которыми существовали производственные связи до распада СССР, очень важно формировать межгосударственные ...
... от которых в немалой степени зависит принятие решений по общегосударственным и финансовым проблемам. На выставках наиболее полно и комплексно представлена экономика области, продукция, производимая в области, содействие кооперационным и интеграционным процессам на региональном и межрегиональном уровнях. Это в свою очередь способствует более полной занятости населения и в конечном итоге позволяет ...
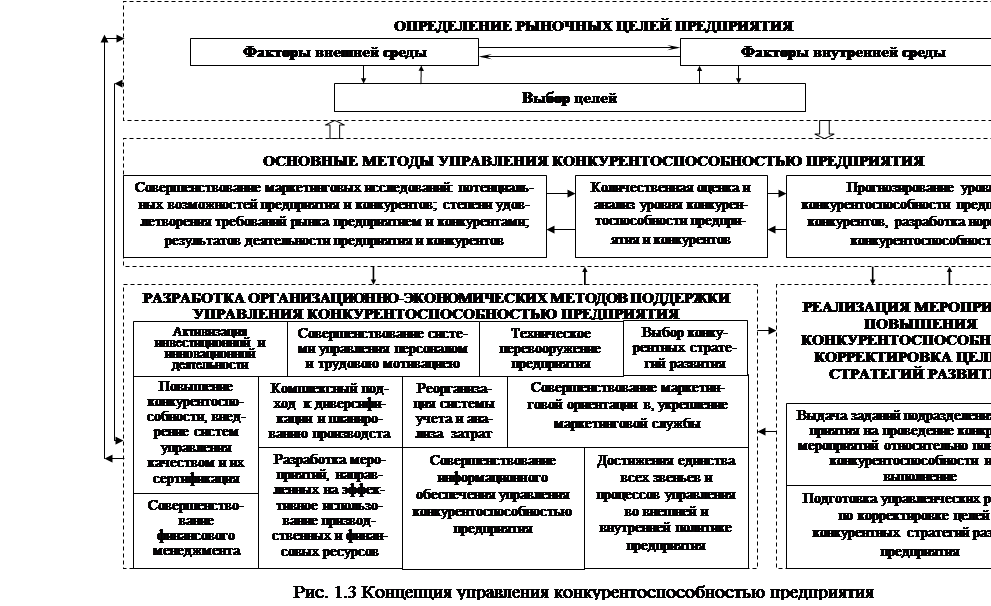
... и укрепления его позиций на внешнем и внутреннем рынках (рис. 1.3). Важность разработки эффективной системы организационно-экономических мероприятий поддержки управления конкурентоспособностью промышленного предприятия подтверждается работами [10, 21, 47,73]. ВЫВОДЫ К ПЕРВОЙ ГЛАВЕ Исследования, проведенные в первой главе, позволили сделать следующие выводы: 1. Высокая ...
0 комментариев