Навигация
Проектування цільної машинобудівної заготовки
19534
знака
0
таблиц
3
изображения
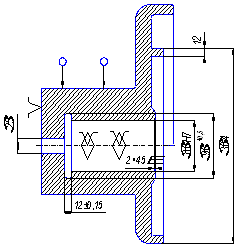
4. Проектування цільної машинобудівної заготовки
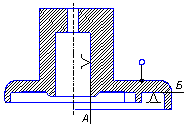
Дана деталь використовується на різного типу трубопроводах різного призначення. Є універсальною за своїм призначенням. Ця деталь виготовляється із легованої конструктивної сталі 40Х [2]. Виготовляємо заготовку методом лиття у піщаних формах [3]. Визначаємо групу складності - 1 , клас точності - 9 проектованого виливка [3]. Групу складності визначають по товщині основної стінки, виходячи з принципу: чим тонше стінка виливка, тим важче її виготовити. Клас точності встановили по номінальній масі виливка в залежності від технологічного процесу лиття.
За формулою (1) знаходимо наведений габаритний розмір заготовки
![]()
а потім за графіком (див. Додаток Б) мінімальну товщину стінки – 11мм. Таким чином, усі стінки заготовки можуть бути виготовлені литтям.
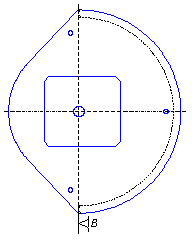
За формулою (2) визначаємо мінімальний діаметр для отворів на обох фланцях (дисках): dmin=12мм і dmin=11,5мм. Отримані значення мінімальних діаметрів свідчать про те, що литтям може бути виготовлений лише центральний отвір. Отвори у фланцях литтям виготовити неможливо, оскільки припуск (на сторону) у даному випадку 2,0-2,5 мм, а, отже, діаметр литого отвору повинен бути 7-8 мм. Тому на отвори у фланцях назначаємо напуск. Визначаємо допуски на розміри виливка 9-го класу точності за відповідними таблицями [3]: Ø460 – 3,6 мм; Ø275 – 3,2 мм; Ø176 – 2,8 мм;
Ø278 – 3,2 мм; Ø140 – 2,4 мм; l=150 – 2,4 мм; l=20 – 1,6 мм; ;
l=25 – 1,8 мм.
За ГОСТом 26645-85 вибираємо ряд припусків для проектованої заготовки – 4-ий. З урахуванням отриманих допусків і вибраного ряду припусків визначаємо припуски на механічну обробку: для Ø460 – 5,2 мм; Ø176 – 4,6мм; Ø 278 – 5 мм; Ø140 – 4,2 мм; l=150 – 4,2 мм; l=20 – 3 мм; l=15 -3 мм; l=25 – 3,2 мм.
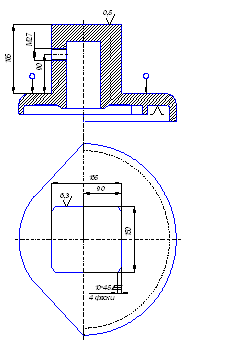
За отриманими результатами визначаємо номінальні розміри виливка і його масу – 44,8 кг. Розраховуємо коефіцієнт використання матеріалу Кв.м.=0,76.. Оформляємо креслення литої заготовки (додаток В).
5. Проектування комбінованої заготовки
Іноді заготовку доцільно розділити на окремі частини з подальшим їх з’єднанням за допомогою зварювання, паяння тощо. Причому окремі частини комбінованої заготовки можуть бути отримані з використанням різних технологій і різних матеріалів. Так, комбіновані зварювані заготовки можуть бути: зварно-литими, зварно-кованими, зварно-штампованими, зварно-штампо-кованими, зварно-ковано-литими і т.п. Багато зварюваних заготовок виготовляють із сортового та спеціального прокату різних металів.
У машинобудуванні найбільш поширені зварювані комбіновані заготовки, що пояснюється значними перевагами над іншими способами з’єднання заготовок. Проектування звареної заготовки починається із забезпечення міцності і технологічності зварюваного з’єднання. На основі креслення готової деталі виконується загальний аналіз її конструкції, матеріалу, технологічності, оцінюється можливість отримання заготовки зварюванням. Після цього вибирають оптимальний спосіб зварювання залежно від габаритів деталі, матеріалу, рівня відповідальності зварюваного шва, технологічних можливостей процесу зварювання.
Рекомендації щодо застосування різних способів зварювання наведені в спеціальній та додаткові літературі. [5] Наприклад, рекомендованими видами з’єднань для дугового зварювання є: стикові, кутові, таврові, в напуск [6]. Зварні з’єднання залежно від товщини зварюваних матеріалів виконують без скосів країв (С2, С4, У4, Т1), з однобічним (С15, У6, Т6), двобічним (С21, У9, Т9), симетричним та несиметрични скосом країв. Криволінійну форму скосів беруть для значних товщин зварюваних заготовок.
Після визначення способу зварювання цільну заготовку робивають на частини і за необхідності виконують їх проектування. Розбиття виконують з урахуванням вимог технологічності заготовки і готової деталі.
6 Проектування комбінованої, зварюваної заготовки
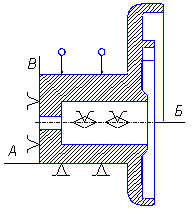
Необхідно спроектувати комбіновано зварену заготовку деталі. Матеріал деталі – сталь 40Х, маса 34,4 кг, тип виробництва – серійне.
Після технологічного аналізу креслення деталі вирішуємо виготовити заготовку із двох частин: підвода 1 і фланця 2. Фланець виконуємо як поковку, а підвод як штамповку. Підвод являє собою трубу і з фланцем з одного боку.
Для даної деталі проводимо кутове з’єдання двох частин по ГОСТ 5264-80 [8]. Для з’єднання частин заготовки вибираємо напівавтоматичну аргонно-дугову зварку. Тип зварного шва беремо за ГОСТом 5264-80 [8].
- Тип з’єднання – таврове.
- Форма підготовки кромок – зі скосом кромок.
- Характер шва – односторонній.
- Спосіб зварювання – напівавтоматичне аргонно-дугове зварювання.
- Умовне позначення шва – Т6.
7. Розроблення технологічного процесу механічної обробки
На цьому етапі призначають основні операції механічної обробки, необхнідні для перетворення заготовки в готову деталь. Визначають зміст кожної операції з назвою оброблювальних поверхонь, технологічного устаткування, оснастки [5].
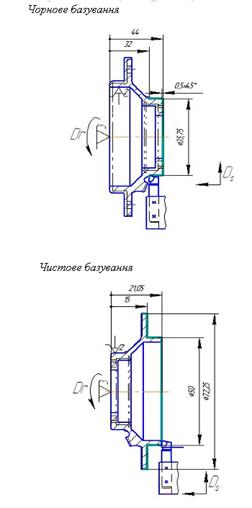
Розроблення технологічного процесу починають з операцій точіння. Причому спочатку оброблюють поверхні, взяті за вихідні технологічні бази. Потім обробляють інші поверхні у послідовності, зворотній рівню їх точності, тобто чим точніша поверхня, тим пізніше вона обробляється. Закінчується механічна обробка тією поверхнею, яка є найбільш точною і має найбільше значення для роботи деталі і машини в цілому. У кінці оброблюють легкопошкоджувані поверхні, наприклад, зовнішні різьби.
Послідовність механічної обробки значною мірою залежить від проставлянні розмірів на деталі. В першу чергу слід обробляти ту поверхню, відносно якої на кресленні координована переважна більшість інших поверхонь.
З метою своєчасного виявлення внутрішніх порожнин та інших дефектів матеріалу спочатку виконують чорнову обробку поверхоно, для яких ці дефекти недопустиму. У разі виявлення таких заготовку або бракують, або вживають заходів для виправлення браку.
При виготовленні точних, відповідальних поверхонь механічну обробку часто поділяють на три етапи: чорному, чистову і довідну. На першій стадії знімають основну масу матеріалу, друга має проміжне значення, на останній забезпечують задану точність і шорсткість поверхні. Така послідовність обробки зменшує ризик випадкового пошкодження вже оброблених поверхонь у процесу транспортування і подальшої механічної обробки. Крім того, чорнова обробка може бути виконана на зношеному або неточному устаткуванні, робітниками більш низької кваліфікації.
Якщо деталь піддається термічній обробці, то технологічний процес механічної обробки поділяється на дві частини: процес до термічної обробки і після неї. Окремі види термічної обробки значною мірою ускладнюють процес механічної обробки.
Технологічні операції другорядного значення (свердлення малих отворів, знаття фасок і т. ін.) зазвичай виконують на стадії чистової обробки. Послідовність виконання цих операцій часто змінюється, однак вона мало впливає на якісні та економічні показники технологічного процесу.
Операції технічного контролю планують після тих етапів обробки, де вірогідно підвищена кількість браку, перед складними і відповідальними операціями, а тако у кінці обробки.
Технологічний процес розробляємо для деталі з додатку А. Як заготовку беремо виливок з додатку В. Виробництво – серійне.
Після різностороннього вивчення креслення готової деталі, технічних вимог і враховуючи невисоку точність технології виготовлення заготовки вибираємо таку послідовність (маршрут) механічної обробки: токарна чорнова операція, операція термічної обробки, токарна чистова операція, свердлильна операція, контрольна операція.
Похожие работы





... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
... де l – довжина обробки, мм l1 – врізання фрези, мм 4. Проектування спеціального пристрою Конструювання пристосування тісно пов'язане з розробкою технологічного процесу виготовлення даної деталі. У завдання технолога входять: вибір заготовки й технологічних баз; установлення маршруту обробки; уточнення змісту технологічних операцій з розробкою ескізів обробки, що дає уявлення про установку ...
... для застосування найбільш раціональних і економічно вигідних методів обробки. Розділ 3. Розробка технологічного процесу обробки деталі 3.1 Вибір вихідної заготівлі Метод лиття по виплавлюваних моделях, завдяки перевагам у порівнянні з іншими способами виготовлення виливків, одержав значне поширення в машинобудуванні й приладобудуванні. Промислове застосування цього методу забезпечує ...
... сної технологічної документації на основі широкого ви- користання стандартних технологічних вирішень. Мета даного курсового проекту з технології машинобудування - розробка технологічного процесу механічної обробки деталі „диск 07.02.00” в умовах дрібносерійного виробництва. Особливістю автоматизації в дрібносерійному виробництві є потреба у створенні гнучких виробничих систем, які здатні ...
0 комментариев