Навигация
Определить диаметры вала в опасных сечениях, мм
13555
знаков
0
таблиц
0
изображений
5. Определить диаметры вала в опасных сечениях, мм
![]() , (42)
, (42)
где ![]() - приведённый момент;
- приведённый момент;
![]() - допускаемое напряжение изгибы, МПа;
- допускаемое напряжение изгибы, МПа;
![]() ,(43)
,(43)
где ![]() - предел выносливости материала при изгибе, МПа;
- предел выносливости материала при изгибе, МПа;
![]() - ориентировочное значение коэффициента концентрации;
- ориентировочное значение коэффициента концентрации;
S=2,2 – ориентировочное значение коэффициента запаса прочности.
![]() МПа
МПа
![]() , мм
, мм
![]() , мм
, мм
6. Определить коэффициент запаса усталостной прочности по нормальным напряжениям для каждого из опасных сечений
 , (44)
, (44)
где ![]() - предел выносливости материала при изгибе, МПа;
- предел выносливости материала при изгибе, МПа;
![]() - эффективный коэффициент концентрации напряжения при изгибе, МПа;
- эффективный коэффициент концентрации напряжения при изгибе, МПа;
β- коэффициент, учитывающий влияние шероховатости поверхности при параметре шероховатости ![]() , β=0,9;
, β=0,9;
![]() - масштабный фактор для нормальных напряжений;
- масштабный фактор для нормальных напряжений;
![]() - амплитуда нормального напряжения;
- амплитуда нормального напряжения;
W=0,1d3 – момент сопротивления изгибу;
![]() - коэффициент чувствительности к ассиметрии цикла напряжений;
- коэффициент чувствительности к ассиметрии цикла напряжений;
![]() - среднее напряжение;
- среднее напряжение;
Fx- осевая нагрузка в сечении.
![]()
![]()
7. Определить коэффициент запаса усталостной прочности по касательным напряжениям
 ,(45)
,(45)
где ![]() - предел выносливости материала при кручении, МПа;
- предел выносливости материала при кручении, МПа;
![]() - эффективный коэффициент концентрации напряжения при кручении, МПа;
- эффективный коэффициент концентрации напряжения при кручении, МПа;
β- коэффициент, учитывающий влияние шероховатости поверхности при параметре шероховатости ![]() , β=0,9;
, β=0,9;
![]() - масштабный фактор касательных напряжений;
- масштабный фактор касательных напряжений;
![]() - амплитуда циклов и среднее касательное напряжений;
- амплитуда циклов и среднее касательное напряжений;
Т – крутящий момент
Wρ=0,2d3 – полярный момент сопротивления;
![]() - коэффициент чувствительности материала к ассиметрии цикла.
- коэффициент чувствительности материала к ассиметрии цикла.
![]()
8. Определить коэффициент запаса усталостной прочности по каждому из опасных сечений
 ,(46)
,(46)
9. Провести сравнение S≥[S],
где [S] – допускаемый коэффициент запаса усталостной прочности.
Условие выполняется.
5. Построение эпюры
![]()
![]() Н
Н
![]()
![]()
![]()
Уравнение проекции всех сил на ось ОY:
![]()
![]()
![]()
Составляем уравнение моментов на первом участке
![]()
x1=0
Mu=0
x1>a
Mu>RB∙a
Mu=764∙0,072=55 Н∙м
c=10∙4,5=45 мм
a=c+b/2
a=45+54/2=72 мм
Ширина шестерни
b1=b2+5
b1=49,4+5=54,4
Mu=0
x2=a
Заключение
шнековый транспортер электродвигатель напряжение вал
Согласно заданию в курсовом проекте спроектирован шнековый транспортёр по указанной схеме с графиком нагрузки. В процессе проектирования на первом этапе были определены основные параметры:
передаточное число зубчатых передач, передаваемые крутящие моменты, частоты вращения валов привода, силы, возникающие в механических передачах. После определения основных параметров на втором этапе были сконструированы валы, зубчатые колёса и шестерни.
В процессе конструирования пришлось столкнуться с требуемыми условиями работы изделия (условиями прочности, экономичности, эффективности использования материалов и изделий).
В курсовом проекте были получены многие конструкторские навыки работы и способы решения конструкторских задач, что способствовало получению знаний и навыков практической работы.
Список литературы
1. Дунаев П.Ф. Конструирование узлов и деталей машин. / Дунаев П.Ф., Леликов О.П.// – М.: Высшая школа, 1984.- 264
2. А.А. Андросов Расчёт и проектирование деталей машин: Учеб. пособие / А.А. Андросов и др.; под общ. Ред. А.А. Андросова. – Ростов н/Д: Феникс, 2006. – 285
3. Курмаз Н.И. Детали машин. Атлас конструкций. Учеб. Пособие. – М. Машиностроение , 2002. – 386
Похожие работы
... -экономическое сравнение двух вариантов технологического процесса На основе информации, предоставленной в базовом и предлагаемом вариантах технологических процессов, осуществляем их технико-экономическое сравнение, руководствуясь методикой, изложенной в пособии [51, с.95-120] Механическая обработка детали типа «Фланец» переводится с горизонтально-фрезерного станка 6Р82 на фрезерный станок с ЧПУ ...





... мин 7.5 Определение технических норм времени Расчет технических норм времени произведем только на ответственные операции. В результате проведенных исследований для синхронизации техпроцесса изготовления шестерни ведомой заднего моста было предложено применить сверло высокой стойкости и объединить операции притирки и контрольно-обкатную, что позволяет высвободить оборудование. На остальные ...





... 7 0,8 Сверление, зенкерование, развертывание. 34 12 12,5 Растачивание 36,37,46 11 12,5 Сверление Данные методы реализованы при разработке технологического маршрута изготовления матрицы. Разработка технологического маршрута изготовления матрицы При разработке маршрута в среднесерийном производстве придерживались следующих правил: 1.Технологические операции разрабатывали по принципу ...
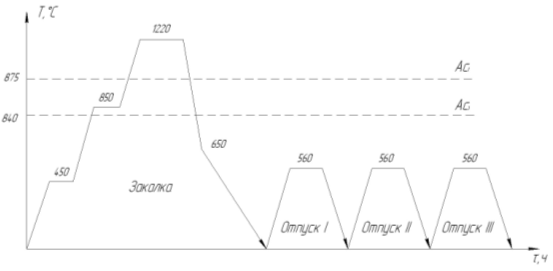
... + 60 + 10 = 190 мин. Температура нагрева 560 оС. Рисунок 1.5 – Схема термической обработки дисковых фрез. 1.4.5 Разработка и описание технологической карты термической обработки деталей Технологическая карта – часть маршрутной технологии, это основной документ термического участка, в которой указан маршрут перемещения деталей по участку. Дисковые фрезы подаются на термический участок ...
0 комментариев