Навигация
Проектирование станочной и контрольной оснастки
8836
знаков
0
таблиц
4
изображения
Федеральное агенство по образованию
Рыбинская государственная авиационная технологическая академия им. П.А.Соловьева
Кафедра «Технология авиационных двигателей общего машиностроения и управления качеством»
Курсовая работа
По дисциплине «Технологическая оснастка»
«Проектирование станочной и контрольной оснастки»
Рыбинск 2006г.
Содержание
1. Чертёж детали с указанием обрабатываемых поверхностей
2. Схема базирования детали
3. Расчёт режима обработки поверхности
4. Схема установки детали
5. Расчёт потребного усилия закрепления
6 Обоснование конструкции приспособления
7 Расчёт основных параметров силового узла
8 Компоновка приспособления
Список используемой литературы
1 Чертёж детали с указанием обрабатываемых поверхностей
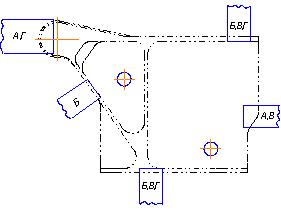
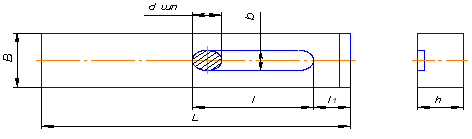
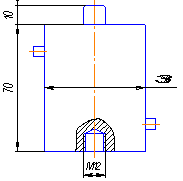
Требуется разработать компоновку приспособления для сверления радиального отверстия диаметром 6мм в детали типа тел вращения (рис.1.1). Изготовление детали происходит в условиях мелкосерийного производства. Материал детали – сталь 20. Вид термообработки не указан. Если деталь изготовляется из горячекатаного прутка то твердость – HB ≤156.
При заданной твёрдости материала детали целесообразно строить технологический процесс, осуществив предварительно термическую обработку. Таким образом, сверление отверстия будет осуществляться при заданной твёрдости.
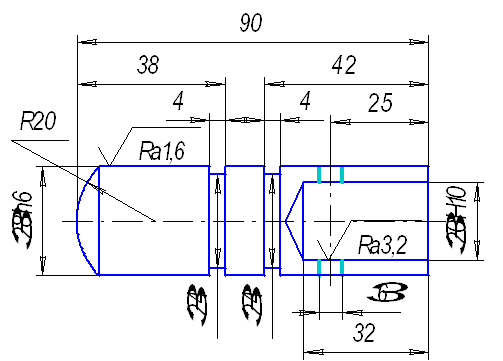
Рисунок 1.1 Чертёж обрабатываемой детали
2 Схема базирования детали
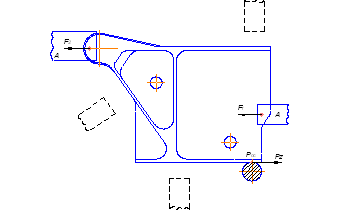
При сверлении отверстия возможно базирование по наружной цилиндрической поверхности и диаметром 28 h6 и торцу. Этот вариант обеспечивает совмещение измерительной и технологической баз с конструкторской (рис.2.1).
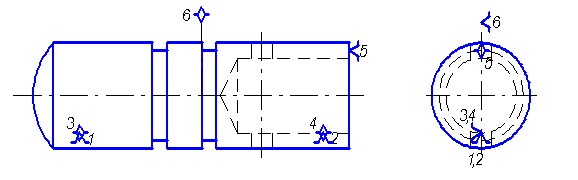 Рисунок 2.1 Схема базирования
Рисунок 2.1 Схема базирования
В соответствии со схемой базирования точки 1,2,3,4 являются двойной направляющей скрытой базой, координирующей положение оси цилиндрической поверхности для всех деталей в одной вертикальной плоскости. В осевом направлении положение детали определяет торец А, соединённый двухсторонней связью 5 являющейся опорной явной базой. Возможность вращения детали вокруг оси исключается двухсторонней связь 6, являющейся также опорной скрытой базой, материализуемой моментом трения.
3 Расчёт режима обработки поверхности
Отверстие в детали мы будем выполнять на вертикально-сверлильном станке. На деталь со стороны инструмента будут действовать: момент резания M, осевое усилие Poc.
Глубина резания определяется по формуле:
![]()
где D – диаметр отверстия, мм
![]()
Подача определяется по таблице 25 стр.277.
![]()
Скорость резания определяется по формуле
![]()
где D – диаметр отверстия, мм;
Т – период стойкости сверла, мин;
Сv – коэффициент, по таблице 28 стр.278;
q, m, y – показатели степени, по таблице 28 стр.278.
Kv – коэффициент определяется по формуле:
![]()
где Kmv – коэффициент на обрабатываемый материал, по таблице 1-4 стр.263;
Kиv – коэффициент на обрабатывающий материал, по таблице 6 стр.265;
Kiv– коэффициент учитывающий глубину сверления, по таблице 31 стр.280.
![]() ;
;

Крутящий момент определяется по формуле
![]()
где Сm– коэффициент, по таблице 32 стр.281 [1];
D – диаметр отверстия, мм;
s – подача, мм/об;
Kмр – коэффициент, по таблице 9 стр.264 [1];
q, y – показатели степени, по таблице 22 стр.273 [1].
![]()
Осевая сила определяется по формуле
![]()
где Ср – коэффициент, по таблице 32 стр.281 [1];
D – диаметр отверстия, мм;
s – подача, мм/об;
Kмр – коэффициент, по таблице 9 стр.264 [1];
q, y – показатели степени, по таблице 22 стр.273 [1].
![]() .
.
Похожие работы
... разделить на 5 частей: 1) Заказ оснастки. 2) Ведомость заказов. 3) Сборочный чертёж, рабочие чертежи. 4) Деталировка. 5) Спецификации. 2.2. АВТОМАТИЗИРОВАННОЕ ПРОЕКТИРОВАНИЕ . Между парарметрами оснащаемой детали и формиру-емой технологической оснасткой существует инфор-мационно-функциональная взаимосвязь. Аналогичные взаимосвязи существуют также между технологичес-кими решениями по производству ...





... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...





... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...
... и международным правилам, совершенствование техники, технологии и информационных систем, внедрение высокопроизводительных многоцелевых станков с ЧПУ и прогрессивной технологической оснастки. Современная технологическая оснастка в виде станочных приспособлений для станков с ЧПУ значительно повышает производительность труда за счет уменьшения вспомогательного времени на установку и закрепления ...
0 комментариев